
新型FOCKE 包装机条盒纸吸取的破空装置的设计及应用
2020-03-24 11:10杨绍荣徐正刚杨晓明
科学技术创新 2020年2期
杨绍荣 徐正刚 杨晓明
(红塔烟草(集团)有限责任公司,云南 玉溪653100)
1 存在问题
FOCKE 条盒透明纸包装机,是烟草包装设备中,用于包装条盒纸和透明纸的设备,在实际生产中经常发生条盒纸吸取故障。如表1 所示,是我厂6 台FLCKE 包装机一个月内条盒纸吸取故障次数达的统计表。

表1 原破空装置使用一个月条盒纸吸取故障次数统计表
2 原因分析
原设备破空机构如图1 所示,吸取鼓的负压破空机构是一个饺链四杆,它由轴承2、连杆3、胶垫4、摆杆5、弹簧6、吸嘴7、夹紧杆8、销轴9 和摆杆10 等零件组成。通过吸嘴7 直接吸附并顺时针旋转输送条盒纸,而吸嘴7 的真空由中空的摆杆5 提供,摆杆5 的真空通过与胶垫4 粘接为一体的真空轴供给。当胶垫4 与摆杆5 接触无间隙时,真空轴内的真空能够通过摆杆5 到达吸嘴7,吸附条盒纸,并随着真空轴一起顺时针旋转输送;当真空轴旋转到位时,胶垫4 与摆杆5 不接触时,真空轴内的真空断开,不能到达吸嘴7,吸嘴7 释放条盒纸。真空轴再逆时针旋转回位,准备下一工作循环。而胶垫4 和摆杆5 的接触与否(即吸嘴7 真空的通断)是由连杆3、摆杆5、夹紧杆8 和摆杆10 组成的饺链四杆机构实现的。
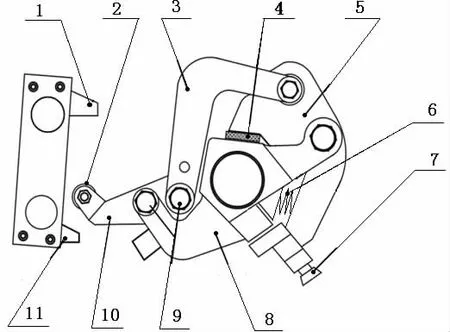
图1 吸取鼓结构示意图
吸取鼓顺时针转动,将要到达极限位置时,如图1,轴承2碰到释放挡块1 时,摆杆10 顺时针转动被限制,而夹紧杆8 仍顺时针转动,因此摆杆10 将相对于夹紧杆8 产生逆时针转动,在连杆3 作用下,摆杆5 将相对于夹紧杆8 产生转动,摆杆10越过死点位置,在图1 中弹簧6 的作用下处于稳定位置,摆杆5和胶垫4 之间产生间隙,输送到吸嘴7 的真空被破坏,吸嘴7 释放条盒纸。
吸取鼓到达极限位置后,转化成逆时针转动,当轴承2 碰到复位挡块11 时,摆杆10 逆时针转动被限制,而夹紧杆8 则要继续逆时针转动,因此摆杆10 将相对于夹紧杆8 产生顺时针转动,在连杆3 作用下,摆杆5 将相对于夹紧杆8 产生转动,使连杆3、摆杆5 和摆杆10 复位,此时摆杆10 越过死点位置,摆杆5接触胶垫4 后,摆杆5 相对于夹紧杆8 逆时针转动被限制,在弹簧6 的作用下同样处于稳定位置,摆杆5 和胶垫4 之间的间隙消除,输送到吸嘴7 的真空通路恢复,吸取条盒纸。为下一工作循环作好准备。
该破空机构在轴承2 碰到释放挡块1 时,和轴承2 碰到复位挡块11 时都有冲击,机构复杂,零件细小而轻薄,极容易磨损,并且运行过程需要精密配合,调整要求高,因此条盒纸歪斜导致包装不良和条盒纸吸取故障频繁发生。
3 改进方案
针对FOCKE 包装机条盒纸吸取过程的特点,结合设备结构,经过反复调查分析和验证,设计了FOCKE 包装机条盒纸吸取的破空装置(如图2),实现条盒纸在特定位置的吸附和释放。该装置由螺钉(1)、吸取鼓(2)、真空轴(3)、管(4)、吸盘(5)、分配器(6)、管a(7)、管b(8)、接口a(9)、接口b(10)、销(11)、轴承(12)、旋转轴(13)、墙板(14)、弹簧(15)、放气盘(17)、固定法兰(18)、螺钉(19)、配气盘(20)、盘(21)和螺钉(22)等零件组成。
吸嘴(5)通过管(4)直接与真空轴相连接,真空轴内的真空直接供给到吸嘴(5)上。
螺钉(1)将吸取鼓(2)夹紧在真空轴(3)上,分配器(6)的管a(7)、管b(8)、接口a(9)相通,管a(7)接通真空系统,管b(8)接通放气盘(17)接口b(10), 接口a(9)与真空轴(3)接通,销(11)将放气盘(17)周向固定,使其不能转动,而只能在弹簧(15)的作用下紧靠在配气盘(20)上,固定法兰(18)通过螺钉(19)固定在旋转轴(13)上,盘(21)通过三颗螺钉(22)将配气盘(20)固定在固定法兰(18)上,并可以通过配气盘(20)的环形槽调整相对于固定法兰(18)的周向位置,因此配气盘(20)可随旋转轴(13)旋转。
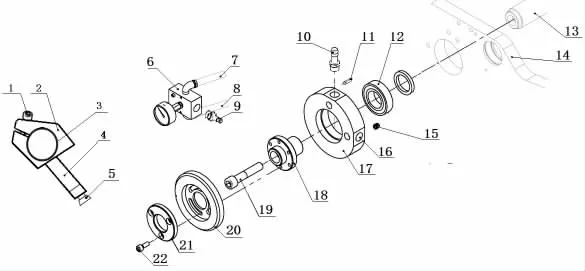
图2 FOCKE 包装机条盒纸吸取的破空装置图
放气盘(17)的结构如图3,有两个G1/8 的管螺纹孔中心过轴心,垂直的分布在放气盘(17)上;并且在与轴同心,直径为80mm 的圆上还有两个直径为10mm 的孔与G1/8 的管螺纹孔相贯;同时有一个直径为8mm 的定位销孔,用于放气盘(17)的周向固定;此外,还有三个直径为9mm 的弹簧安装孔。
配气盘(20)的结构如图4,在与轴同心,直径为80mm 的圆周上开有一宽度为10mm 的腰形槽,腰形槽长度如图所示,并开有三个与固定法兰(18)的三颗紧固螺钉相配合,宽度为6.5mm,弧长约为四分之一圆周长的腰形槽均匀分布在圆周上。
如图2 所示,放气盘(17)和配气盘(20)安装后,放气盘(17)的两个直径为10mm 的孔和配气盘(20)宽度为10mm 的腰形槽,均位于直径为80mm 的圆周上。在弹簧(15)的作用下放气盘(17)紧靠在配气盘(20)上,旋转轴(13)带动配气盘(20)转动,当放气盘(17)的两个直径为10mm 的孔都处于配气盘(20)宽度为10mm 的腰形槽范围时,放气盘(17)的两个直径为10mm 的孔,被配气盘(20)宽度为10mm 的腰形槽接通,即图2 所示的放气口(16)和接口b(10)被接通,放气口(16)的空气通过配气盘(20)宽度为10mm 的腰形槽,再进入放气盘(17)的接口b(10),再经过分配器(6)的管b(8)进入分配器(6),此时分配器(6)内的真空被破坏,条盒纸被吸盘(5)释放出来。
随着配气盘(20)旋转,放气盘(17)的两个直径为10mm 的孔,任何一个不处于配气盘(20)宽度为10mm 的腰形槽范围时,即放气盘(17)的两个直径为10mm 的孔之一被配气盘(20)封住,放气口(16)的空气不能进入分配器(6),此时分配器(6)真空在真空系统的作用下恢复,吸盘就能吸取条盒纸。
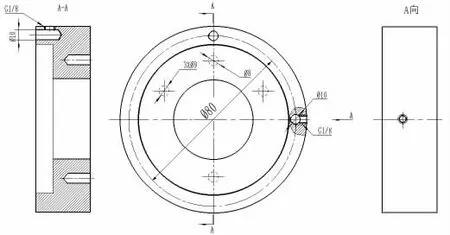
图3 放气盘结构示意图
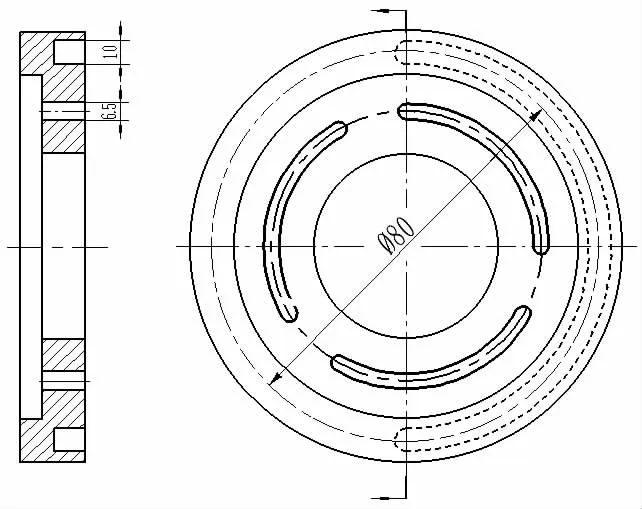
图4 配气盘结构示意图
4 结果和结论
方案实施后,对设备条盒纸吸取故障进行了跟踪调查,调查结果如表2。

表2 新装置应用后一个月条盒纸吸取故障次数统计表
由上表可以看出,改进后条盒纸吸取故障明显减少,由原来的每月24.67 次降为每月1 次改造取得明显效果。该新型FOCKE 包装机条盒纸吸取的破空装置采用了放气盘和配气盘相结合的真空解除装置(即破空装置),相对运动的零件之间无冲击,减少了磨损和设备故障,提高了设备效率,维护了品牌形象,提高了企业效益。
猜你喜欢
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
炼油技术与工程(2021年3期)2021-04-01
河北农机(2020年10期)2020-12-14
演艺科技(2020年5期)2020-11-29
商业2.0-市场与监管(2020年11期)2020-09-10
物流技术与应用(2020年8期)2020-08-28
中国科技纵横(2019年21期)2019-12-30
三联生活周刊(2017年33期)2017-08-11
火控雷达技术(2016年1期)2016-02-06
