振动研磨抛光机的改进设计*
2020-03-30 13:10俞志根李国强
湖州职业技术学院学报 2020年4期
俞志根 , 李国强
(1.湖州职业技术学院 机电与汽车工程学院, 浙江 湖州 313000; 2.湖州中云机械股份有限公司 技术部, 浙江 湖州 313000)
一、振动研磨技术的研究现状
研磨抛光是零件表面处理与加工的常用方法,历史非常悠久。振动研磨抛光从早期的单件人工操作到现代的大规模自动化生产,种类繁多,性能各异。研磨抛光方法分干法和湿法两大类:干法易产生细微粉尘且噪音大,适用于大型零件的单件加工;湿法主要指利用磨料磨液对零件进行抛光加工的方法,会产生一定的废液,适用于微小零件的研磨抛光加工。振动研磨抛光机主要由研磨机构、支撑机构、传动机构和磨料磨具等组成。目前对其原理方面的研究基本成熟。近年来,对振动研磨抛光机的研究主要集中在结构改进和自动化改造方面。例如:秦立庆针对振动研磨抛光机在工作时主体结构和传动机构存在的问题,开发出一种行星式振动研磨抛光机[1]106;王伟和刘伟等对传统的双面抛光机加载不均匀问题进行研究,并对传统的传动结构进行了优化设计,提高了振动研磨抛光机的加工效率和精度[2]51;陈文清研制了一种超镜面研磨抛光工艺方法,较好地解决了研磨抛光加工中的润滑和散热问题,降低了研磨抛光加工中表面缺陷的产生机率,提高了镜面加工质量[3]46;严振和方从富等通过建立偏摆式平面研磨抛光机的运动参数模型,对研磨抛光加工进行定量评价,得到了最佳运动参数,改善了研磨抛光效果[4]77;贾玉坤和沈姝君等开发了基于“互联网+”的振动研磨抛光机群控系统,提高了研磨抛光的加工精度和自动化程度[5]194;刘涛和刘漫丹等将PLC与Touch Win人机界面相结合,开发了一种振动研磨抛光机的自动控制系统,实现了研磨抛光参数的在线计算与修正,提高了研磨抛光加工的自动化水平[6]155;刘侃和张洪等设计了一款专用于阀芯头的自动研磨抛光机,实现了自动上料、研磨抛光和下料的全程自动化[7]127;张汝琦和樊智敏等针对离心式研磨抛光机研磨齿磨损严重、主轴集成度低等问题进行了结构改进,提高了研磨抛光性能[8]22。
由此可见,类似的结构改进大多为提高研磨抛光的加工精度和效率,对振动研磨抛光机的加工环境友好性的研究不多。本文以提高振动研磨抛光机的环境友好性为重点,以常见的振动研磨抛光机为研究对象,针对其噪音较大、密封性差、自动化程度低等不足,对整机结构进行改造,设计了减振消音罩和出料振动分选筛,并用PLC进行自动控制,以提高技术含量和产品档次,满足绿色生产要求。
二、振动研磨抛光机结构的改进设计
(一)带自动启闭机构的减振消音罩
传统的振动研磨抛光机属敞开式结构,主要由偏心激振器、电气操作面板、立式振动电机、带PU内衬料槽、出料装置、振动机底板、减振弹簧和套筒底座等组成(参见图1)。各部件的作用和功能为:偏心激振器由偏心轮和减速机构组成,由立式振动电机带动,工作时产生定幅振动;将立式振动电机与带PU衬料槽固定于振动机底板,减振弹簧则安装在振动底板下,通过套筒底座与地面固定;出料装置由料门和出料挡板等组成,研磨完成后自动打开料门,将出料挡板挡在振动槽内,这样就可以使磨粒磨料及工件在振动中从出料口排出,实现自动卸料;减振弹簧的作用是减小振动对地基的影响,实现动与静的过渡;底座做成套筒形状,目的是保护弹簧和保障使用安全;电气操作面板用于振动研磨过程的控制操作,设有启动、停止按钮,以及振动频率、振动幅度和研磨时间等调节旋钮,可按不同研磨要求进行调节。
振动研磨抛光机的工作原理是:利用振动电机产生的上下左右振动,使工件与磨料产生强烈磨削,以去除工件表面毛刺,降低工件表面粗糙度。传统的振动研磨抛光机料槽没有盖子,进出料都靠手工。虽然结构简单、成本低,但研磨过程噪音较大,研磨效果基本取决于操作人员的工作经验。另外,工人的工作环境较差,劳动强度较大。
为降低振动研磨产生的噪音,改善操作人员的工作环境,课题组设计一个减振消音罩(参见图2),将整个研磨机密封在消音罩内,实现减振消音的目的。
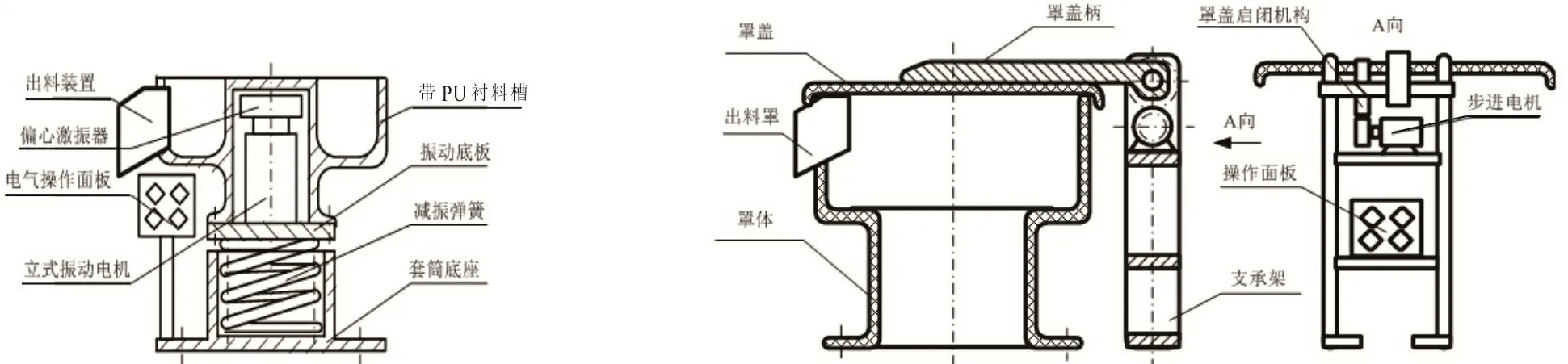
图1 传统的振动研磨抛光机结构示意图 图2 减振消音罩结构示意图
由图2可知:减振消音罩由罩盖、罩盖柄、罩体、出料罩、罩盖启闭机构、支承架、步进电机等组成。将振动研磨抛光机放置在减振消音罩内,可大大降低研磨过程的噪音,更符合环保要求。罩盖和罩体用钢板压制成型,采用泡沫塑料、石棉或橡胶等吸音减振材料做内衬。80L以下的小型机也可采用双层薄钢板夹消音减振材料的结构形式。为实现自动开关罩盖,罩盖上设有固定的罩盖柄。罩盖柄的一端开孔,孔内固定连接一转轴,转轴的两端通过轴孔与支承架相连。转轴上有固定的齿轮,转轴齿轮与固定在支承架上的步进电机轴齿轮构成罩盖的自动启闭机构。由于齿轮与轴固定,罩盖与转轴固定,所以罩盖的自动启闭过程为:步进电机正转90°,罩盖逆转90°,正好处于打开状态;步进电机反转90°,罩盖关闭。步进电机带动罩盖转轴,实现了罩盖的自动开启或关闭。考虑到安全因素,针对大型振动研磨抛光机设计的罩盖较重问题,可采用在罩盖柄转轴两侧对称布置两对齿轮的方法来实现罩盖的自动启闭。同时,可以在罩盖转轴的支座上增设限位锁止销轴,以保证罩盖在打开状态的安全。支承架可用角钢、扁钢、圆钢等型材焊接构成,主要用于安装电机、齿轮机构、罩盖轴及操作面板等。
(二)工件与磨料自动分选装置
为提高振动研磨抛光机的自动化程度,减轻工人的劳动强度,实现研磨完成后的自动出料,课题组设计一个带输送机的工件与磨料振动分选装置(参见图3)。
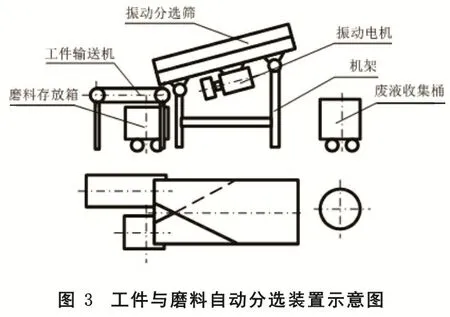
如图3所示,该装置主要由振动筛、工件输送机、磨料存放箱和废液收集桶等组成,用以实现对研磨物料的后续处理。振动分选筛采用普通的两层振动筛,设计成卡扣式可更换筛面。筛面网格大小需要根据工件和磨粒磨料大小合理选择。筛分出来的工件经输送机运送至下一工序。磨料暂存在存储箱里,待积累到一定量后可用叉车运输。废液直接由振动研磨抛光机的出水口排入收集桶。收集桶的容量根据振动研磨抛光机的大小配备,一般不超过100升,可使用叉车运送至沉淀池进行环保化处理。
三、PLC电气控制系统
为实现研磨加工过程的自动化,课题组经市场调研与对比,选用价廉物美的信捷XC3-32RT-E型PLC作为控制系统的核心。它是一款国产的性价比较高的小型PLC,其输入/输出接点各16个,非常适合研磨机类较为简单的传统设备的自动控制。信捷在软件编程方面具有较大的便捷性,比如:GROUP和GROUPE指令可方便定位到相应的程序段,便于编程时对各程序段功能的检查;信捷的一个顺序功能块可以直接用于顺序控制编程,无需使用较复杂的STL指令[9]4;信捷的触摸屏可以实现良好的人机操控性能。
(一)PLC控制系统的硬件设计
带消音罩和出料系统的振动研磨抛光机主要有4台电机,分别是振动主机M1、消音罩启闭电机M2、筛分电机M3和输送电机M4。其工作流程是:先根据不同的研磨工件设置好研磨时间,然后进行人工装料。完成装料后,M2正转,关闭消音罩,启动M1开始研磨。到设定时间后,M2反转,打开消音罩,放下卸料挡板开始卸料;同时,M3启动,进行筛分。卸料完成后关闭M1,筛分完成后关闭M3;同时启动M4,把工件输送到下一工位,然后关闭M4。这样就完成了一个研磨抛光的加工周期。整个过程由PLC自动控制4台电机按设定的时间顺序运行,完成一个比较简单的时序控制。
课题组选用的XC3-32RT-E型信捷PLC,其硬件电路如图4所示(参见图4)。
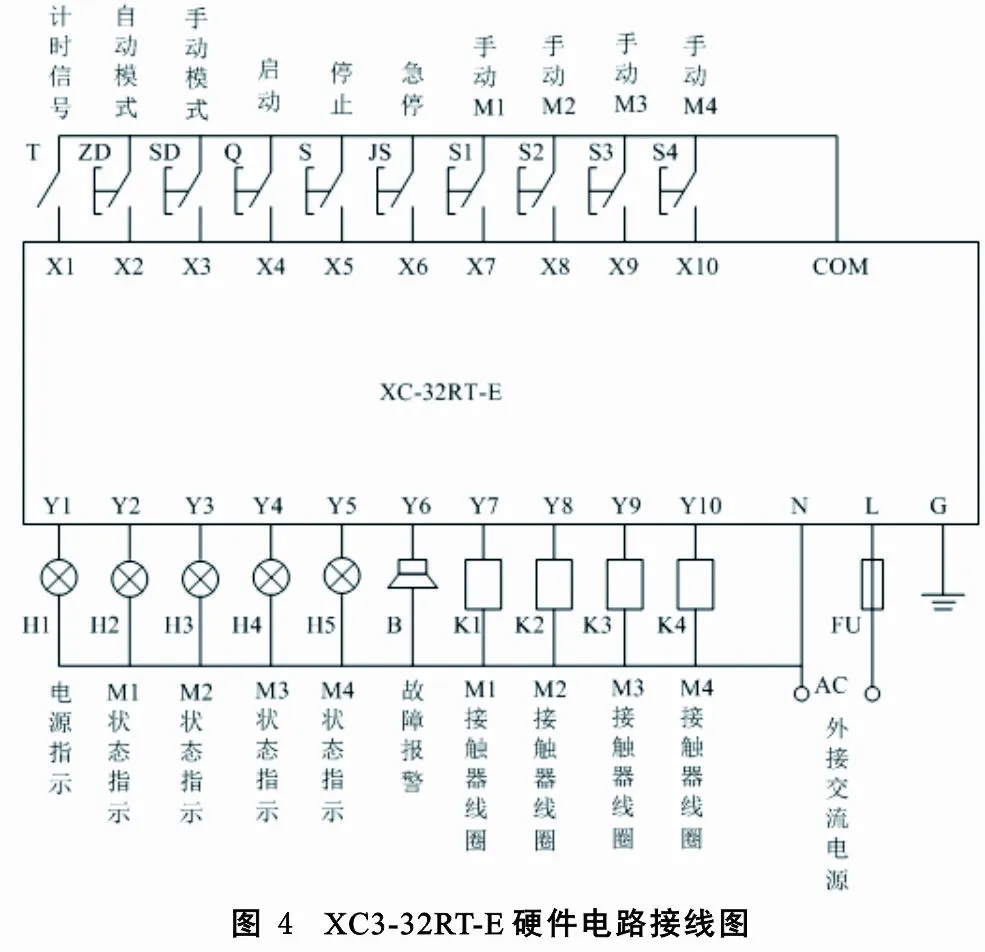
如图4所示,PLC接收输入的时间信号和开关信号,经控制程序运算后输出电机的运行顺序信号。输入信号主要有计时、模式选择等。计时信号根据不同工件设定不同的研磨时间。正常的研磨都采用自动模式,手动模式用于试验性研磨,急停用于研磨机运行过程中出现故障时的紧急处理,手动M1到M4用于手动模式时的电机启停。输出信号主要有控制电机启停、电源和电机状态指示及故障报警三类。
(二)PLC控制系统的主程序流程
课题组设计的带消音罩和出料系统的振动研磨抛光机自动控制主程序流程如下:手工装载好需要研磨的工件和磨料磨液,设置研磨时间,然后选择“自动运行”,按下启动按钮。此时,消音罩自动关闭,研磨机开始按设定的研磨时间进行研磨。完成研磨后,电机M1停止,消音罩自动打开,卸料挡板自动落下开始卸料。完成卸料后,筛分电机开始运转,对研磨料进行筛分。此后,磨料流入磨料桶,磨液进入废液收集桶;同时,启动输送机,工件进入输送机,被输送至下一工序,做进一步处理。
总之,本项目主要对传统敞开式振动研磨抛光机的结构和电气控制进行了改进:增设密封性良好且带自动启闭机构的消音罩,有效降低了研磨抛光时产生的噪音;用振动分选筛分选研磨后的工件和磨料磨液,实现了对废弃物的自动收集,符合当前的环保要求;采用PLC对研磨抛光过程进行自动控制,可方便地调整研磨抛光各参数,适应了不同工件的研磨抛光加工需要。对振动研磨抛光机的改进设计,既提高了传统振动研磨抛光机的环境友好性,适应了当前机械产品绿色生产的大趋势,又提高了产品的市场竞争力。
猜你喜欢
流体机械(2022年8期)2022-10-13
石材(2022年4期)2022-06-15
选煤技术(2022年2期)2022-06-06
石材(2022年1期)2022-05-23
作文小学高年级(2021年12期)2021-12-26
农村青少年科学探究(2021年11期)2021-02-24
军事文摘(2020年18期)2020-10-27
石材(2020年2期)2020-03-16
佛山陶瓷(2016年5期)2016-05-14
筑路机械与施工机械化(2014年7期)2014-03-01