基于PLC的钢塑复合管内喷砂控制系统*
2020-03-30 13:10盛强,陆波
湖州职业技术学院学报 2020年4期
盛 强 , 陆 波
(湖州职业技术学院 机电与汽车工程学院, 浙江 湖州 313000)
钢塑复合管是以焊接管、无缝管等钢管为基管,通过特定工艺在其内外表面复合某些高分子材料形成的钢塑管。钢塑复合管具有钢管与塑料管的优良性能,在爬坡、穿越过道及沉降不均等方面既表现出钢管的高强、高韧、抗冲击、耐高压等优良机械性能,又具备塑料管的内壁光滑性,输送流体阻力小,在相同的使用环境、同等管径及压力条件下比金属管的水头损失减少30%,且具有超强的耐腐防腐性能。因此,钢塑复合管广泛应用于石油、天然气、化工等行业,以及城市燃气输送、供水排水、集中供热等设施,是性价比较高的节能环保型管材。
有关钢塑复合管的制造工艺及其设备的研究成果众多。如李金展和陈浩明等,针对热轧无缝管内壁毛刺的形成原因,用扫描电镜对管材成分、金相检验等进行探测,得出含有较多Al、Si、Mn等夹杂物的管材在加工挤压过程中其内壁更易形成纵向毛刺的结论[1]168 [2]56。吴福辉等认为,中等口径钢塑复合管的基管,经热镀锌工艺后表面光滑,在吹涨、涂塑工艺实施前须利用喷砂打毛工艺对其内表面进行处理,以去除毛刺并提高其内表面的粗糙度,增强内衬塑料管与钢管基体的结合度[3]44。
本研究采用中等口径钢塑复合管,以三菱FX3U系列PLC、步进电机、伺服电机及触摸屏为控制核心,设计一套钢管插入式内喷砂机自动打毛控制系统。
一、钢塑复合管内表面喷砂打毛装置的组成与工作过程
钢塑复合管内表面喷砂打毛装置主要由钢管输送系统、压紧气缸、拨管机构、内喷砂小车和除尘系统等组成。其结构如图1所示(参见图1)。
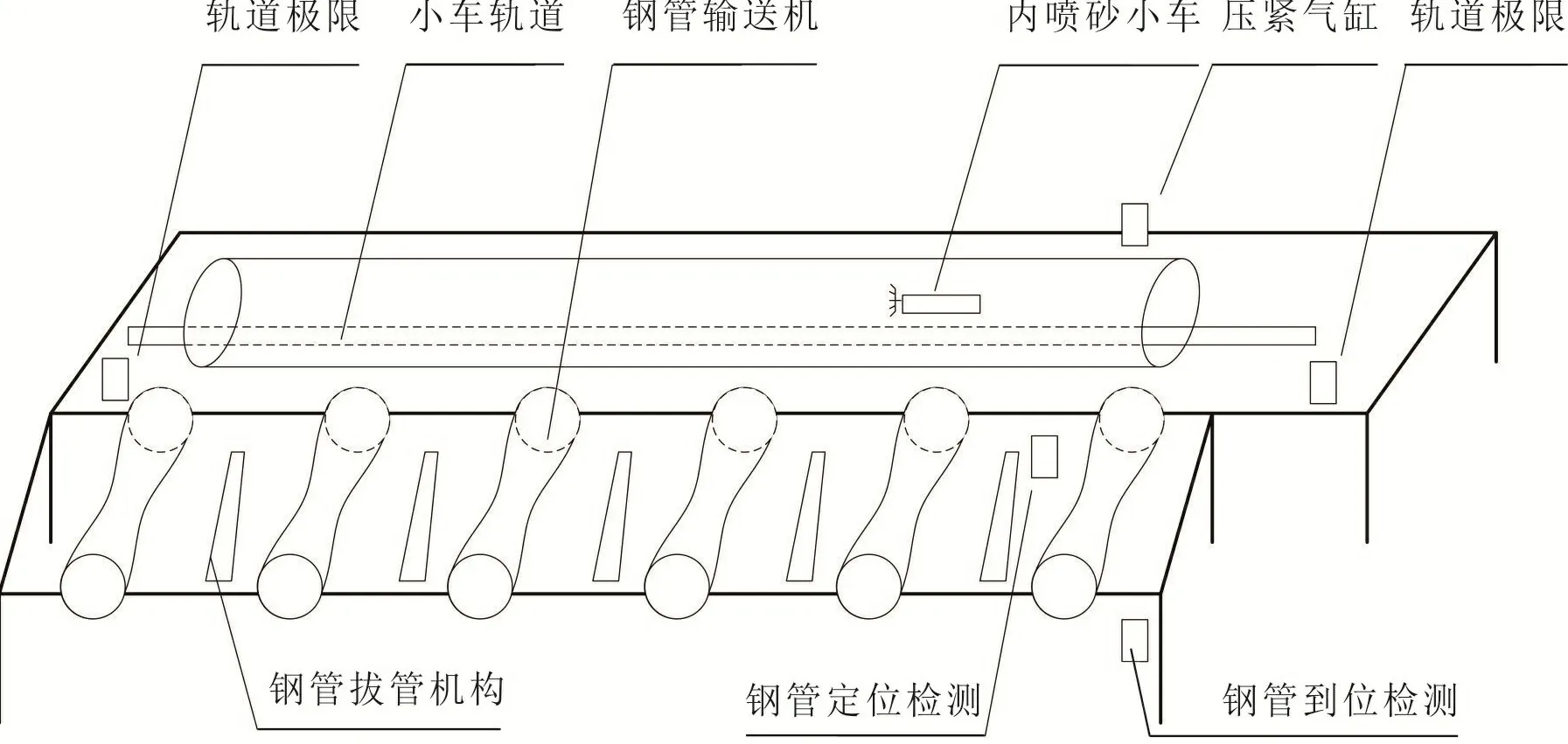
图1 钢塑复合管内表面喷砂打毛装置结构示意图
打毛装置的工作过程如下:接通“自动开”按钮,打毛装置进入自动控制状态。控制系统检测到钢管到位后,光电开关接通,拨管电机启动并带动钢管拨动机构运动,使钢管翻转到支架上。钢管翻转到位后,拨管定位检测接近开关是否接通,这时拨管电机停止运行,同时压紧电磁阀通电,压紧检测接近开关接通,钢管被压紧。此时,除尘系统运行,喷砂小车平台上的内吹嘴旋转并向钢管内壁喷砂,伺服驱动系统运行,带动喷砂小车从轨道顶端向前运动。完成喷砂后小车停止,同时内吹嘴也结束吹气。最后,伺服电机驱动小车返回,压紧气缸松开,拨管电机带动钢管送离支架并将其送至冷却池中,至此整个喷砂打毛工序结束。
二、喷砂打毛装置PLC控制系统的设计
钢塑复合管内表面喷砂打毛装置控制系统,由三菱FX3U系列PLC、MCGS触摸屏、限位开关、钢管检测及定位传感器、急停及报警装置、除尘系统、辊道变频驱动系统、拨管电机、喷砂旋转驱动系统、小车伺服驱动系统等组成。具体结构如图2所示(参见图2)。

图2 内喷砂打毛装置控制系统结构框图
该系统以三菱PLC、步进电机及伺服驱动为核心,采用RS485协议,使PLC与MCGS触摸屏实时通信,实现内喷砂系统的手动与自动控制之间的切换,具备喷砂小车工进距离、快慢进退速度、喷枪旋转速度参数的设置及报警显示等功能。
三、内喷砂打毛磨损分析与控制策略
(一)喷砂打毛磨损过程分析
由微切削冲蚀理论可知,材料的磨损体积V与磨砂速度v的平方成正比。李琴和黄文强等认为,旋风分离器的内表面磨损与入射攻角、粒径函数和颗粒相对速度函数有极大的关系,所以可用冲蚀磨损程度近似表示钢管内表面喷砂处理的好坏[4]53 [5]232。冲击磨损率Rerosion可用公式(1)表示:

(1)
式中:mp为冲蚀磨粒的质量;C(dp)为磨粒直径函数;f(α)为冲击入射角函数;v为磨粒相对于壁面的速度;b(v)为磨粒相对于壁面速度v的函数;A为磨粒冲击壁面的单元面积。
当小车以匀速工进时,磨粒冲击壁面的单元面积A是一个与小车工进速度有关的变量,故Rerosion可表示为:

(2)
式中:d为衬塑复合钢管内径;vc为小车工进速度;t为时间。


(3)
由式(3)可知,当磨粒冲击入射角α,在固定的情况下,f(α)为常数。假设磨粒为直径和质量均匀的颗粒物,则R’erosion可用式(4)表示:
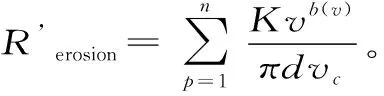
(4)
式中:K为常数;v为磨粒相对壁面的速度;b(v)为磨粒相对壁面速度v的函数;d为衬塑复合钢管内径;vc为小车工进速度。
可见,在喷砂速度一定的情况下,磨粒相对壁面的速度v及相应函数b(v)为常量。由此可知,通过调节小车工进速度可以控制钢塑复合管内壁表面喷砂处理时的冲击磨损程度。
(二)喷砂速度控制策略
喷砂速度控制主要包括喷砂内吹嘴旋转速度控制和小车工进速度控制两个方面。
1.喷砂内吹嘴旋转速度控制策略 喷砂内吹嘴旋转由步进电机驱动,可在20~100 r/min范围内进行调节。在空气压力一定的情况下,改变旋转速度可调节单位时间内的喷砂冲击磨损程度[6]68 [7]78。
2.小车工进速度控制 喷砂机构由小车带动。利用伺服电机控制喷砂小车的快慢进和快慢退,实现对控制喷砂小车工进速度的精确控制,提高喷砂冲击磨损的精度[8]32 [9]94。假设虚拟螺距p为喷砂内吹嘴旋转一周沿钢管纵向的喷砂处理距离,t为喷砂内吹嘴旋转一周所需的时间,则控制系统可通过计算确定小车的工进速度v。根据式(4)可知:在空气压力、喷砂内吹嘴旋转速度一定的情况下,喷砂磨损与小车的工进速度有关,且成反比,即工进速度越快,喷砂冲击磨损率越小;工进速度越慢,喷砂冲击磨损率越大。
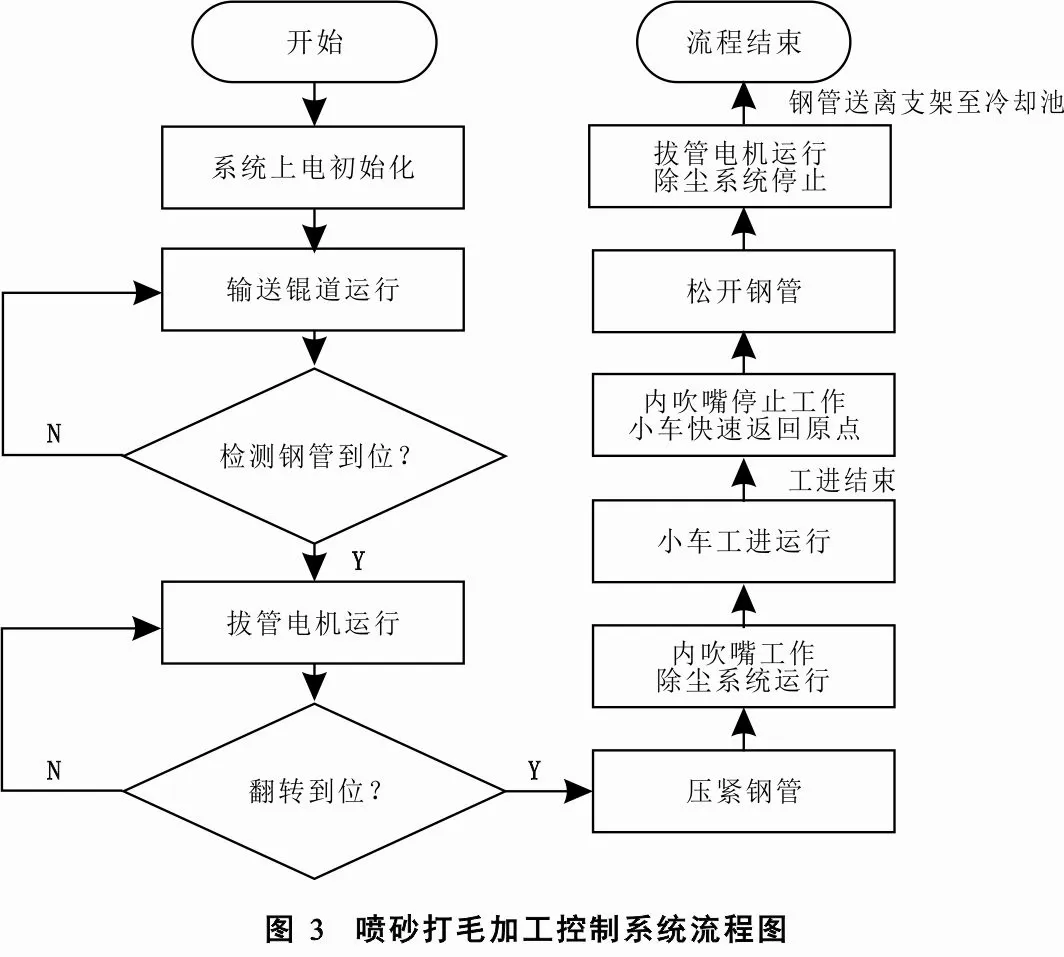
(三)喷砂打毛加工控制系统流程
钢塑复合管基管内表面的喷砂工序分为手动控制、自动控制两种方式。手动控制主要用于拨管、压紧、小车进退等功能的调试与检修。自动控制主要用于内表面喷砂打毛加工,能自动完成进料、拨管、压紧、喷砂及送离钢管等工序[10]105。基管内表面喷砂打毛加工控制系统的流程如图3所示(参见图3)。
四、人机操作界面设计
为使喷砂冲击打毛手动调试、各个运行参数设置及自动运行操作更为方便、直观,人机操作界面采用昆仑通态TPC1061Ti触摸屏。
人机操作界面的功能主要有:(1)自动控制功能。在自动控制界面下,要自动实现喷砂冲击打毛加工作业,可设置内吹嘴旋转速度、小车虚拟螺距、小车工进距离等参数。(2)手动控制功能。在手动控制界面下,手动操作可实现小车的快慢进和快慢退、内吹嘴旋转、拨管翻转及钢管压紧操作等作业。(3)报警功能。该功能可以实现对小车前后极限、喷砂结束、内吹嘴步进电机、小车伺服电机等的报警。
总之,本研究通过分析钢塑复合管内表面的喷砂冲击磨损,设计了一套基于微切削冲蚀理论的中等口径钢塑复合管内表面打毛装置控制系统。该系统兼具手动调试和自动拨管、压紧、喷砂、打毛及吸尘报警等多种功能。应用表明,该控制系统能有效完成钢塑复合管的内表面打毛处理作业,从而提升打毛处理的效率和质量。
猜你喜欢
石油机械(2022年10期)2022-11-05
超硬材料工程(2022年3期)2022-10-19
热喷涂技术(2022年1期)2022-08-06
造船技术(2022年2期)2022-07-19
组合机床与自动化加工技术(2022年4期)2022-04-26
中国机械工程(2022年2期)2022-01-27
钢管(2021年3期)2021-11-29
石油管材与仪器(2021年4期)2021-09-24
科技创新导报(2021年31期)2021-05-10
化工机械(2020年5期)2020-11-14