炉卷轧机技术的应用及新技术介绍
2020-04-08 08:41徐学东漆小虎盛爱军
中国重型装备 2020年2期
徐学东 漆小虎 盛爱军
(二重(德阳)重型装备有限公司,四川618000)
世界首套炉卷轧机诞生于美国20世纪30年代,其生产灵活、产品范围广,使炉卷轧机得到迅速发展。但炉卷轧机受其本身生产工艺特性的限制,产品质量较差、收得率低、产量不高,随着热连轧技术的出现,炉卷轧机技术的发展出现了一段停滞期。而随着热轧带钢技术的快速发展,很多热连轧新技术用在炉卷轧机中,如AGC、弯窜辊、新控制技术等,改善了炉卷轧机的很多不足之处,使炉卷轧机产品质量得到了较大提高。
国内炉卷轧机从20世纪太钢引进1760 mm炉卷轧线开始,发展至今应用已非常成熟。炉卷轧机能够满足多种常规轧线上较难轧制钢种的生产,在国家钢铁行业的发展过程中发挥了重要的作用。
随着国内外对炉卷轧机不断深入地研究,炉卷轧机的轧制工艺迅速升级,炉卷轧机更多地应用到特钢、不锈钢、有色金属等较难轧制钢种的轧制。炉卷轧机设备的更新速度非常快,2000年以后国内新上的先进炉卷轧线有13条。
1 炉卷轧机生产情况
目前,我国炉卷轧机的生产在带钢与中厚板产品中均有应用。用于生产带钢产品的炉卷轧线,以酒钢1750、泰钢1800、东方特钢1750、浦项1800等轧线为代表,以生产不锈钢和有色钢种为主。用于生产板带钢产品的炉卷轧线,以宝特钢2800、南钢3500、兴澄特钢3500、安钢3450、山钢日照3500等轧线为代表,以生产高强钢、特种钢为主,该类轧线多以中板生产为主、兼顾带钢生产。用于以生产碳钢薄带钢为主的炉卷轧线,以昆钢1725轧线为代表,昆钢1725轧线以生产薄碳钢带钢为主,同时配套有钢卷精整线,生产部分窄板。部分典型炉卷生产线的主要技术参数对比见表1。
2 炉卷轧机技术工艺特点分析
炉卷轧机生产线用于生产钢板和钢卷,通常由加热炉、可逆式粗轧机、炉卷轧机、控制冷却系统、卷取机、钢卷收集区或成品板精整区及其他辅助设备组成。炉卷轧机前后设置卷取炉,炉内的卷筒对钢带进行卷取,使钢带在卷取炉内保温以减少温降,同时该结构大幅缩短了轧线长度。通常炉卷轧机具有生产灵活、轧线短、投资少等优点。
炉卷轧机是炉卷生产线的核心机组,主要由可逆式炉卷轧机、入出口卷取炉、卷取炉与炉卷轧机之间的推床、夹送辊、辊道及其他辅助设备组成。
板坯在炉卷轧机(或前面的粗轧机)上进行多道次轧制成中间坯,而后由卷取炉协助炉卷轧机进行成品轧制。当带钢进出卷取炉时,由位于卷取炉入口的夹送辊辅助送料。炉卷轧机轧制时有以下特点和要求:
(1)卷取炉钳口位置以及带头的位置跟踪是卷取炉卷好卷的关键。
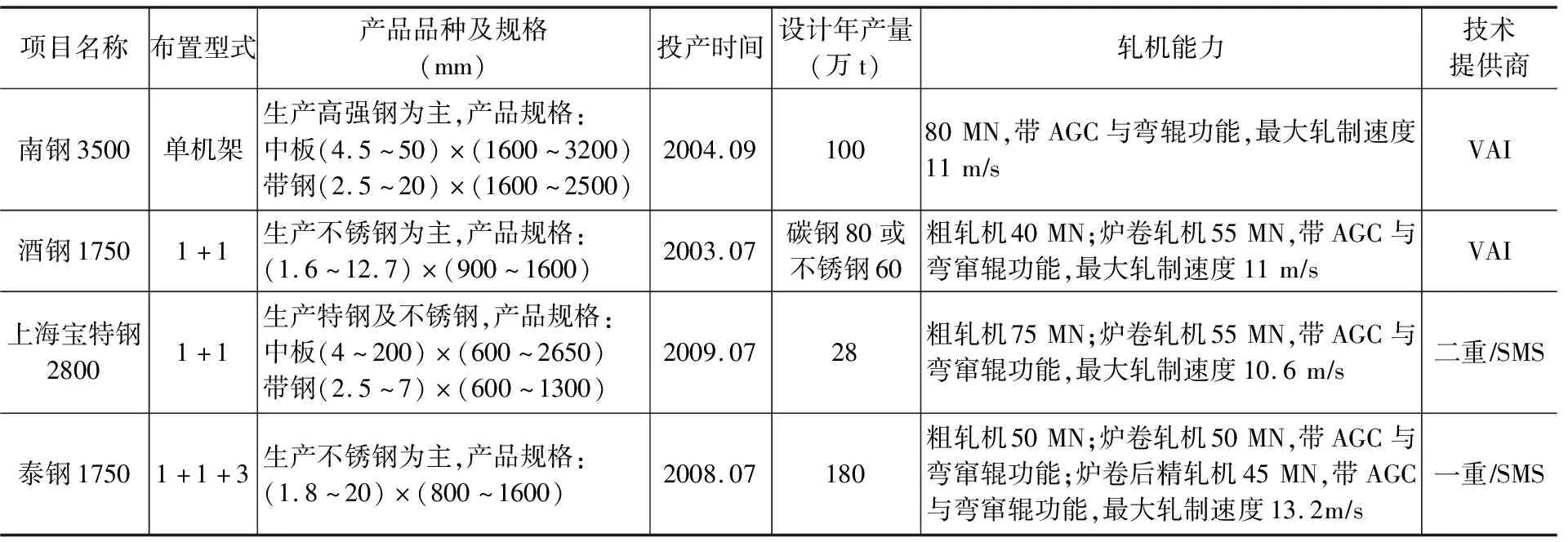
表1 典型炉卷生产线的主要技术参数对比
(3)在卷取炉卷带时,带尾不能出夹送辊,否则无法从卷取炉中返回。
(4)一般卷取炉卷取带钢厚度为2.5 mm~25 mm,带钢过薄,会增加穿带的事故率。
(5)目前炉卷轧机轧出的成品带钢最薄为2.0 mm左右。
现代化炉卷轧机大多配置有弯辊系统、窜辊系统、自动厚度控制功能等先进设备系统,以改善产品质量,提高产品收得率。
3 炉卷轧机配置特点分析及应用
3.1 炉卷轧机几种典型配置
经过多年的发展,炉卷轧机已衍生出多种配置,从轧机的数量与布置上主要有以下几种典型配置:单机架炉卷,双机架串列式炉卷,1+1双机架炉卷,1+2三机架炉卷,1+1+2四机架炉卷以及1+1+3五机架炉卷,各种类型的布置型式见图1。
3.2 各种类型炉卷轧机特点
(1)单机架炉卷:由于轧线短、投资少,是早期炉卷轧机的主要机型,现在仍是板或板卷炉卷生产线的主流机型。该机型由一台轧机完成板、卷的生产,生产产品多样化。由于在一台轧机上完成粗轧、精轧,轧制道次多,产量较低,特别是轧制薄钢卷时,由于再生氧化铁皮严重,头尾温差大,产品表面质量较差,头尾超出公差范围较为严重,收得率低。因此,该机型目前较少出现在国内新建的钢卷生产线上。
(2)双机架炉卷轧机由两台基本相同的轧机串联在一起进行轧制。国内的昆钢1725炉卷轧机就是采用该机型。双机架炉卷轧机相较单机架炉卷轧机进入卷取炉的次数大幅度降低,使氧化铁皮减少,产品表面质量得到改善,特别在生产碳钢卷时相较单机架炉卷轧机有较大优势。其轧线长度增加较少。
(3)1+1双机架炉卷将两架轧机分开布置,第一架轧机进行粗轧,第二架轧机进行精轧。由于两架轧机功能分开,轧辊设计更能满足不同工况的要求,因此可以较好地改善产品表面质量。但该机型会大幅增加轧线长度,投资较大。目前该机型在钢卷、板卷生产线上均有较多应用。
(4)1+2三机架炉卷轧机采用一台粗轧机进行粗轧、两台炉卷轧机进行精轧,由于两台精轧机形成连轧,可以使产品表面质量进一步提升,并能够较大幅度地提高产量。
(5)1+1+2四机架炉卷轧机与1+1+3五机架炉卷轧机,采用在1+1双机架炉卷轧机后增加精轧机的方式,提升产品表面质量,大幅度增加产量,且能生产更薄的产品。该机型可以将1780炉卷轧机年产量提升至150万t以上,并能够轧制2.0 mm厚度的不锈钢薄带或更薄的碳钢。由于这两种机型投资较高,投资、产出比例与热连轧生产线相比没有优势,因此这两种机型一般应用于1+1双机架炉卷轧线的改造上,以提高产量。
4 炉卷轧机的新技术分析
优点:炉卷轧机投资低,产品多样,适合轧制温度区间小的钢种轧制。
缺点:产量低,能耗大,收得率低,产品质量偏低。
针对炉卷轧机的缺点,不断出现一些新的技术,以提高炉卷轧机的市场适应能力。
(1)封闭式炉门技术。卷取炉在卷取过程中通常会有大量的能量损耗,这是炉卷轧线能耗大于传统轧线的主要原因。虽然活动式炉底技术对能量损耗已有一些改善,但卷取时炉子入口部位能量损失较难控制。而通过在炉子入口部位增加活动封闭式炉门,能够较好地解决问题。

(a)单机架炉卷

(b)双机架串列式炉卷

(c)1+1双机架炉卷

(d)1+2三机架炉卷

(e)1+1+2四机架炉卷

(f)1+1+3五机架炉卷
(2)降低头尾温差。目前,对于炉卷生产线,由于钢带尾部无法进入卷取炉,导致钢带头尾温差问题较大,严重影响产品质量。最新卷取炉技术提出了钢带尾部进入卷取炉,卷取完成后由开卷器进行开卷,该技术对电气控制、开卷技术的可靠性以及卷取炉的设计要求非常高,目前仍处于技术储备阶段。
(3)更优化的区域设备布置。缩短卷取炉至轧机的间距,优化轧机和卷取炉之间的设备,减少不能进入卷取炉的头尾长度,提高产品的收得率。
(4)将热连轧中成熟的AGC、弯窜辊、轧制润滑等技术用于炉卷轧机,可有效控制带钢厚度偏差,改善头尾厚度偏差值,提高产品收得率、板形和表面质量。
(5)高刚度、大轧制力、高相应速度、高轧制速度炉卷轧机技术。由于炉卷轧机特别适合特种钢轧制,而特种钢对轧机能力普遍要求较高,因此大轧制能力的炉卷轧机是未来发展的趋势。大轧制能力的炉卷轧机还能够减少带钢进入卷取炉的次数,以改善产品表面质量,同时大轧制能力与高响应速度,配合头尾厚度矫正工艺,能够在改善产品头尾厚度偏差方面起到积极作用。
(6)合理的头尾处理技术。中间坯头尾处理对钢带进入卷取炉时的穿钢成功率,以及成品带钢头尾长度有很大影响。目前头尾在中间坯30 mm以上厚度时进行剪切的情况较多,这种技术一般将剪机布置在出口侧卷取炉后。而如果将剪机布置在炉卷轧机与卷取炉之间,可以对更薄的中间坯进行头尾处理,但该布置型式需同时解决剪切时对头尾温差的影响。
(7)现代化的层流冷却、快冷技术与控制冷却工艺配合,对提升产品的综合性能有重要影响。
(8)高强度卷取机技术。由于炉卷轧机用于高强钢、特种钢轧制是未来重要的应用趋势,这些钢种经过现代化的冷却设备后材料性能提高,因此炉卷轧线对配备高强度卷取机有很高的需求。
(9)现代化的轧制控制技术。高精度的头尾跟踪技术、头尾厚度控制轧制技术、钢板板型控制技术等新技术的应用对提升炉卷轧线的产品质量至关重要。
5 结语
炉卷轧机独特的工艺技术特点特别适合轧制温度区间小、产量要求不高的特种高强钢的生产,同时随着新技术的不断开发和运用,对炉卷轧机的推广和应用将起到积极的推动作用。
猜你喜欢
铝加工(2022年3期)2022-11-24
机械设计与制造(2022年10期)2022-10-12
航空制造技术(2022年9期)2022-07-28
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
建材发展导向(2021年6期)2021-06-09
新疆钢铁(2020年1期)2020-05-24
家庭影院技术(2019年12期)2020-01-19
陶瓷学报(2019年6期)2019-10-27
中国计算机报(2018年13期)2018-05-23