不同烧结工艺对椅旁CAD/CAM IPS e.max CAD二硅酸锂玻璃陶瓷挠曲强度的影响
2020-04-14 03:41邹蕾邹得平张梦娜蔡莹肖香归阮昀
医疗装备 2020年5期
邹蕾,邹得平,张梦娜,蔡莹,肖香归,阮昀
南昌大学抚州医学院 (江西抚州 344000)
椅旁计算机辅助设计和计算机辅助制造(computer aided design and computer aided manufacturing,CAD/CAM)修复技术是运用计算机辅助设计和制作的一种新兴口腔修复技术,具有一次完成、美观、精确、高效的性能优势,逐渐成为一种被广泛接受的修复形式[1],并受到越来越多的关注。随着CAD/CAM计算机辅助加工技术的广泛应用,椅旁CAD/CAM使用的可切削陶瓷材料也随之研发并广泛应用于临床。目前,可切削陶瓷主要分为长石质类、玻璃陶瓷类、氧化锆类、氧化铝类和复合陶瓷类等[2]。IPS e.max CAD是一种二硅酸锂玻璃陶瓷材料类型,属于Ivoclar Vivadent 系列,兼具铸造性和美观性等优势,是椅旁CAD/CAM修复常用的一类可切削玻璃陶瓷类材料,适用于贴面、嵌体或高嵌体、部分冠或全冠、三单位固定桥和种植体上部结构等相对复杂的修复[1],因其具有良好的硬度、强度和美观性能,深受口腔修复医师的喜爱。
椅旁CAD/CAM系统虽可在成品瓷块上进行切削成形,使临床工作便利化,但为获得最佳的美学性能,模拟天然牙独特的色彩学外观,切削成形的成品瓷块仍需要加工制作,烧结则是其中一个必不可少的制作工艺环节。然而,在IPS e.max CAD二硅酸锂玻璃陶瓷的烧结和结晶过程中,不同的烧结参数将直接或间接影响其机械性能。
目前,国内外学者对CAD/CAM系统各类可切削全瓷材料的研究涉及机械性能、透光性、微观结构等方面,但鲜少有文献研究烧结过程中各烧结参数对IPS e.max CAD陶瓷材料机械性能的影响,且反复烧结对IPS e.max CAD陶瓷材料强度的影响也没有明确实验依据可作为参考。本研究选择临床常用的市售椅旁CAD/CAM IPS e.max CAD,对其采用不同烧结温度、烧结次数和升温速率进行处理,探讨不同烧结工艺对其挠曲强度的影响,为今后CAD/CAM IPS e.max CAD二硅酸锂玻璃陶瓷的临床和技工室操作提供一定的实验和理论依据。
1 材料和方法
1.1 主要材料和设备
低透(LT)A3色系C14椅旁CAD/CAM IPS e.max CAD二硅酸锂玻璃陶瓷瓷块(Ivoclar Vivadent,列支敦士登,T26317),烤瓷炉(Programat P300,Ivoclar Vivadent,列支敦士登),椅旁 Sirona inLab MC XL CAD/CAM(Sirona Dental Systems,德国),微机控制电子万能试验机(WOT-10,凯强利实验仪器有限公司),电子数显游标卡尺(IP54,AGL,中国),超声波清洗机(UC250,TPC,美国)。
1.2 实验方法
1.2.1 试件制作
选择75个椅旁CAD/CAM IPS e.max CAD二硅酸锂玻璃陶瓷瓷块(型号LT A3/C14),参照中华人民共和国国家标准(ISO 6872标准)[3]对牙科陶瓷材料挠曲强度测试样本的要求,使用椅旁Sirona inLab MC XL CAD/CAM将瓷块按照长度15.0 mm、宽4.0 mm、厚1.2 mm的要求进行切割,使用电子数显游标卡尺将每个试件的测量数据误差控制在±0.02 mm以内,最终制作条形试件75个,采用超声波清洗机清洗10 min后干燥,备用。
1.2.2 分组与烧结
将75个已切割好的试件随机编号,分成3组,每组25个。1#~25#作为烧结温度组,26#~50#作为烧结次数组,51#~75#作为升温速率组。烧结温度组分别进行烧结温度为700、750、800、850、900 ℃的处理,烧结次数组分别进行烧结次数为1、2、3、4、5次的处理,升温速率组分别进行升温速率为30、60、90、120、140 ℃/min的处理。各组烧结参数设定情况见表1。
按照表1内设定的烧结参数对75个试件使用Programat P300烤瓷炉进行烧结,烧结完成后,蒸馏水超声清洗10 min,干燥,备用。

表1 各组烧结参数
1.2.3 挠曲强度测试
参照ISO 6872对牙科陶瓷材料挠曲强度标准的要求[4],使用微机控制电子万能试验机采用三点弯曲法测试样本的挠曲强度。三点弯曲实验装置见图1。

图1 三点弯曲实验装置
具体操作如下:控制加载速度为0.5 mm/min,压头直径为3 mm,跨距为10 mm;操作压头缓慢压下,直至试件断裂,实验数据(断裂时载荷大小p、加载时间等)由电脑自动采集,输入试件断裂位置的宽度和厚度,电脑自动输出挠曲强度值。
挠曲强度(σ3p)的计算公式:σ3p= 3pl /2 wb2。其中,σ3p为三点弯曲实验所得挠曲强度值,单位为MPa;p为试件断裂时压头的载荷,单位为N;l为测试跨距,单位为mm;w为试件的宽度,单位为mm;b为试件的厚度,单位为mm。
1.3 统计学处理
采用SPSS 20.0统计软件对各组数据进行单因素方差分析(ANOVA),采用LSD进行两两比较分析,P<0.05为差异有统计学意义。
2 结果
2.1 烧结温度对挠曲强度的影响
经700、750、800、850、900 ℃处理后,试件的挠曲强度值分别为(116.08±21.6)MPa、(152.39±14.83)MPa、(211.72±15.54) MPa、(264.58±47.08) MPa、(225.6±58.27) MPa,见图2。单因素方差分析结果显示,不同烧结温度处理下,试件挠曲强度值比较,差异有统计学意义(P<0.05),见表2。为了比较不同烧结温度对挠曲强度的影响,使用LSD法进行两两比较,结果显示,700 ℃与750 ℃,800 ℃与850、900 ℃,850 ℃与900 ℃时,试件挠曲强度值比较,差异无统计学意义(P>0.05);其余烧结温度之间,试件挠曲强度值比较,差异有统计学意义(P<0.05)。

图2 不同烧结温度处理下各试件挠曲强度的平均值

表2 烧结温度对挠曲强度影响的单因素方差分析
2.2 烧结次数对挠曲强度的影响
经烧结1、2、3、4、5次处理后,试件的挠曲强度值分别为(246.79±12.03)MPa、(272.06±3.39)MPa、(274.92±48.23)MPa、(284.19±63.45)MPa、(353.33±41.96)MPa,见图3。单因素方差分析结果显示,不同烧结次数处理下,试件挠曲强度值比较,差异无统计学意义(P>0.05),见表3。为了比较不同烧结次数对挠曲强度的影响,使用LSD法进行两两比较,结果显示,烧结次数1、2、3次分别与5次的试件挠曲强度值比较,差异有统计学意义(P<0.05);其余各烧结次数之间,试件挠曲强度值比较,差异无统计学意义(P>0.05)。

图3 不同烧结次数处理下各试件挠曲强度的平均值

表3 烧结次数对挠曲强度影响的单因素方差分析
2.3 升温速率对挠曲强度的影响
经升温速率分别为30、60、90、120、140 ℃/min的烧结处理后,试件的挠曲强度值分别为(292.59±41.69)MPa、(264.58±47.08)MPa、(336.58±35.11)MPa、(252.75±51.72)MPa、(227.87±37.91)MPa,见图4。单因素方差分析结果显示,不同升温速率处理下,试件挠曲强度值比较,差异无统计学意义(P>0.05),见表4。为了比较升温速率对挠曲强度的影响,使用LSD法进行两两比较,结果显示,升温速率90 ℃/min与120 ℃/min、140 ℃/min时,试件挠曲强度值比较,差异有统计学意义(P<0.05);其余各升温速率之间,试件挠曲强度值比较,差异无统计学意义(P>0.05)。

图4 不同升温速率处理下各试件挠曲强度的平均值
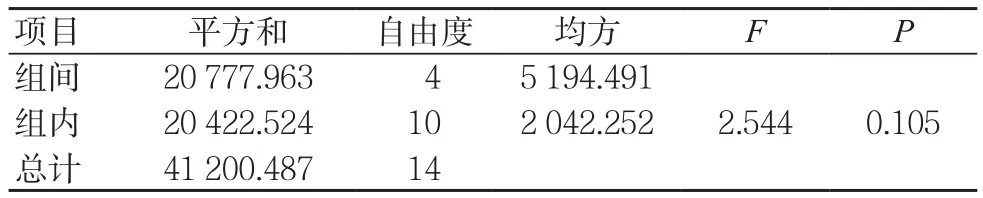
表4 升温速率对挠曲强度影响的单因素方差分析
3 讨论
本研究选用的市售IPS e.max CAD瓷块是目前市场上应用最广泛的商品化牙科二硅酸锂玻璃陶瓷。二硅酸锂玻璃陶瓷材料具有独特的晶体性质和晶体分布,是目前强度最高的一类牙科玻璃陶瓷,良好的半透光特性更使其成为齿科美学修复的理想材料[5],IPS e.max CAD是一种二硅酸锂玻璃陶瓷材料类型,是在压铸瓷的基础上发展起来,通过切削成型热处理,增大微小的晶粒体积,瓷的强度显著提高,属于以微米尺度的二硅酸锂晶粒为增强相的玻璃陶瓷,具有良好的切削性与美观性[6]。王林虎等[7]指出,IPS e.max CAD二硅酸锂玻璃陶瓷在结晶化前呈紫蓝色,强度接近150 MPa,瓷块能轻易被CEREC 3D研磨机研磨切削,经烤瓷炉烧结后,强度可提升至360 MPa以上。研究发现[8-9],IPS e.max CAD材料与二氧化锆全冠及烤瓷全冠相比,强度更高。
玻璃陶瓷的机械性能取决于其晶相组成和微观结构[10],烤瓷工艺中烧结温度、烧结次数、烧结时升温速率等都会影响陶瓷内部结构中晶体和玻璃基质的分布[11-12],同时也会影响其力学性能(挠曲强度、断裂韧性及硬度等)[13]。
3.1 烧结温度对挠曲强度的影响
王彬等[14]研究发现,温度改变将影响陶瓷的结晶度和微结构,烧结温度为840 ℃时,陶瓷获得最高结晶度,且表面形貌最为均匀和致密。结晶过程中的形貌变化对陶瓷的色泽、挠曲强度和断裂强度具有重要影响[15]。王富等[16]提出,热压处理利于提高玻璃陶瓷材料的力学性能,随着烧结温度的升高,二硅酸锂晶粒的尺寸逐渐增大,影响样品的挠曲强度和断裂韧性,晶粒较大时,材料局部不均匀性增大,强度下降[17]。
本研究发现,烧结温度<850 ℃时,随着温度的升高,试件的挠曲强度值逐渐增大;850 ℃时IPS e.max CAD二硅酸锂玻璃陶瓷试件挠曲强度值达峰值;900 ℃时,试件出现一定的变形,挠曲强度值则逐渐降低;930 ℃时,试件出现融化变形,无法测量其挠曲强度值;说明烧结温度的变化对挠曲强度有影响,临床和技工室操作过程中,应严格控制IPS e.max CAD二硅酸锂玻璃陶瓷瓷块的烧结温度。
3.2 烧结次数对维氏硬度的影响
陈文利和骆小平[18]研究指出,多次烧结后观察二硅酸锂玻璃陶瓷晶体结构的变化,发现二硅酸锂玻璃陶瓷的晶相组成均相同,但二硅酸锂的结晶度增高,表明晶体数目增多,晶体排列更整齐致密。晶体定向排列的微观结构对提高材料的力学性能有积极作用,有利于提高材料的断裂韧性。
但多次烧结可引起烤瓷中晶体颗粒增大,瓷强度降低[19]。丁建锋等[12]在研究多次烧结对In-Ceram全瓷修复体抗压强度的影响时发现,超过一定的烧结次数后,烧结次数的增加对In-Ceram全瓷修复体的强度有影响,烧结7次以上的修复体的抗压强度明显低于烧结5次以下的修复体,5次以下的烧结对Vita In-Ceram的强度影响较小。
本研究探讨了1~5次烧结对IPS e.max CAD二硅酸锂玻璃陶瓷挠曲强度的影响,结果显示,多次烧结对挠曲强度影响较小,说明常规的技工室操作对IPS e.max CAD二硅酸锂玻璃陶瓷的影响较小,但也需注意避免不必要的重复烧结。3.3 升温速率对维氏硬度的影响
Al Mansour等[20]研究发现,较高的升温速率(500 ℃/min)作用下,IPS e.max CAD二硅酸锂玻璃陶瓷的晶粒尺寸减小,中位晶粒尺寸(0~213 μm2)显著减小(P<0.05);而在较慢的升温速率(150~300 ℃/min)作用下,中位晶粒尺寸无显著差异(P>0.05);因此,提高加热速率有利于提高晶粒的致密化,减小晶粒尺寸。
本研究探讨了30~140 ℃/min的升温速率变化对IPS e.max CAD二硅酸锂玻璃陶瓷挠曲强度的影响,结果显示,不同升温速率下,挠曲强度比较,差异无统计学意义(P>0.05),说明改变升温速率对IPS e.max CAD二硅酸锂玻璃陶瓷挠曲强度的影响较小。
4 结论
烧结温度对椅旁CAD/CAM IPS e.max CAD二硅酸锂玻璃陶瓷的挠曲强度有影响,烧结次数和升温速率则对其挠曲强度影响不大。
猜你喜欢
物理学报(2022年20期)2022-10-27
金属世界(2022年5期)2022-10-24
广东建材(2022年5期)2022-06-10
陶瓷学报(2021年3期)2021-07-22
陶瓷学报(2019年6期)2019-10-27
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2016年7期)2016-08-31
中国塑料(2016年10期)2016-06-27
中国惯性技术学报(2015年1期)2015-12-19
安徽工业大学学报(自然科学版)(2015年4期)2015-12-14