BOPP膜料PPH-F03Q的分析研究
2020-06-30 04:07陈秉正
四川化工 2020年3期
陈秉正
(中国石化青岛炼油化工有限责任公司,山东青岛,266500)
聚丙烯树脂通过挤出流延、纵横拉伸、受热定型等过程,制造出BOPP薄膜。由于其具有拉伸强度高、透明度、光泽度和阻气性好、挺度高等优点,并且具备聚丙烯树脂固有的无毒、无臭及良好的化学稳定性,在食品、香烟、服装等行业的包装上被广泛地使用[1]。
随着加工设备的升级换代,BOPP薄膜生产朝着高速化、高产率的方向发展。布鲁克纳高速生产线加工极限速度由425m/min(1350线)突破至525m/min(1674线);BOPP薄膜的厚度也由25μm逐步降低至10μm左右。因此,对BOPP专用料的性能提出了更高的要求:生产的薄膜更薄、挺度好、拉伸性能好[2]。青岛炼化公司在非对称外给电子体方案的基础上,依托结构表征及产品性能测试,通过生产工艺调整添加剂配方改进,开发了适应客户加工需求的BOPP专用料PPH-F03D、镭射膜专用料PPH-FL03、光学膜专用料PPH-FA03和高速超薄高挺度专用膜料PPH-F03Q。
1 高速超薄高挺度BOPP薄膜的开发
1.1 工艺路线设计
为满足高速BOPP薄膜生产的要求,原料聚丙烯树脂应满足宽分子量分布,在环管工艺基础上,极限降低一环管反应器R201氢气摩尔浓度,产出更高分子量树脂,提高二环管反应器R202氢气摩尔浓度,产出更低分子量树脂。高分子量部分的分子量要高,这样熔体的拉伸弹性模量高、断裂伸长率大、末端弛豫时间长,熔体在高速拉伸时稳定性好,不易破膜。等规指数的分布也会影响BOPP薄膜的生产加工,大分子部分等规指数较高,就会带来厚的片晶,而厚片晶会在高速拉膜时,影响膜的均一性,造成破膜。小分子部分等规指数较低,会有油性物质析出到膜的表面,甚至粘附在牵引辊上,造成结焦,从而影响膜的表面质量、造成破膜等,降低了薄膜的挺度[3]。青岛炼化公司主要通过采用非对称加氢技术,改变产品的分子量分布,通过采用非对称加外给电子体技术,改变产品的等规指数分布开发生产了BOPP专用膜料PPH-F03Q和PPH-F03D。
1.2 生产工艺条件
生产是从熔融指数为2.5~3.1的PPH-F03D牌号向其切换,其过程是:将主催化剂的冲程提高1%-2%,设定好三乙基铝、一环管反应器R201和二环管反应器R202外给电子体的注入量,保证铝烯比、硅烯比在适宜范围内,进一步降低R201氢气摩尔浓度,增加R202氢气摩尔浓度。待氢气摩尔浓度稳定后,每小时分析D502馏出口粉料熔融指数和等规度、D807馏出口粒料熔融指数和等规度,根据分析结果进行微调氢气摩尔浓度和外给电子体的注入量,当熔融指数稳定后更改挤压造粒添加剂配方,按照低熔指聚丙烯产品特点适当调节挤压机的各项参数,使其最终产品的熔融指数按照2.6~3.1g/10 min控制。表1为PPH-F03Q和PPH-F03D主要工艺条件。

表1 PPH-F03Q和PPH-F03D主要工艺条件对比
1.3 主催化剂
生产BOPP专用膜料采用北京奥达催化剂公司生产的DQC-401系列催化剂,DQC-401催化剂具有多活性中心,分子量分布宽,等规度可控范围宽,活性高,氢调敏感性可调,适宜生产BOPP薄膜。在D302液位稳定在70%±1%,进料量FIC004,尾气排放量FI007维持长期稳定的情况下,生产负荷平稳,选取一定时间段计算三剂的消耗量并进行对比。表2为PPH-F03Q和PPH-F03D催化剂的收率和单耗对比。

表2 催化剂的收率和单耗
催化剂单耗PPH-F03Q大于PPH-F03D,氢气浓度增加会提高催化剂,对比发现PPH-F03D的收率更高。
1.4 助催化剂
生产PPH-F03Q配置了浓度为30%(wt)的DONOR,在催化剂预接触时,少量外给电子体的加入可以使催化剂活性略有增高,便于产量的分配控制,在R201内,较少的氢气和外给电子体的加入,生产大分子量、低等规的聚合物,加入D201的给电子体采用稀释过的给电子体以增加计量准确性,确定DONOR/C3= 0.01(kg/t);在R202内,用较多的氢气和补加的外给电子体生产小分子量、高等规度的聚合物采用P104B将100%的纯给电子体按照DONOR/C3= 0.01(kg/t)加入到R202的丙烯进料中。三乙基铝按照Al3+/Ti4+=100的比例加入TEAL确定TEAL/C3=0.14(kgTEAL/tPP)。表3为PPH-F03Q和PPH-F03D助催化剂的单耗对比。

表3 助催化剂的单耗
外给电子体C-DONOR的单耗PPH-F03D大于PPH-F03Q;三乙基铝的单耗PPH-F03D大于PPH-F03Q。
2 环管反应器产率比例
2.1 热平衡计算
丙烯聚合形成聚丙烯属于放热反应,靠闭路循环的反应器夹套脱盐水撤热。环管反应器热平衡计算:Q=cm△t,查《化工原理》得:
水的比热容C水=4.187kj/(kg·K)
液体丙烯比热容CPR=2.74 kj/(kg·K)
丙烯聚合热q聚=2024kj/kg
在生产PPH-F03D时:
R201夹套水吸收热量Q1(R1)水=4.187×835×103×5.2=1.818×107kj
R201丙烯进料量22℃升温至70℃吸收热量Q1(R1)PR=2.74×24.5×103×(70-22)=3.222×106kj
R201聚合反应放热量Q1(R1)聚=Q1(R1)水+ Q1(R1)PR=2.14×107kj
R201聚丙烯产量M1(R1)=2.14×107/2024=10.57t/h
同理,计算R202聚丙烯产量M1(R2)=1.747×107/2024=8.63t/h
R201和R202反应产率比例M1(R1)/ M1(R2)=1.23
在生产PPH-F03Q时:
R201夹套水吸收热量Q2(R1)水=4.187×837×103×4.6=1.612×107kj
R201丙烯进料量21℃升温至70℃吸收热量Q2(R1)PR=2.74×22.3×103×(70-21)=2.993×106kj
R201聚合反应放热量Q2(R1)聚= Q2(R1)水+ Q2(R1)PR=1.911×107kj
R201聚丙烯产量M2(R1)=1.911×107/2024=9.44t/h
同理,计算R202聚丙烯产量M2(R2)=1.979×107/2024=9.78t/h
R201和R202反应产率比例M2(R1)/ M2(R2)=0.965
2.2 反应产率比例分析
观察DCS上生产PPH-F03Q调整平稳后的18点到24点6个小时中,采集到R201基于热平衡产量的统计平均值为9.686t/h,R202基于热平衡产量的统计平均值为9.869t/h,这与通过环管反应器热平衡计算值M2(R1)=9.44t/h, M2(R2)=9.78t/h相吻合,反应器产率比例M2(R1)/ M2(R2)=0.965,而在生产PPH-F03D时的反应器产率比例M1(R1)/ M1(R2)=1.23。生产PPH-F03Q时,大幅度提高两个环管的氢气浓度差异,反应产率比例M2(R1)/ M2(R2)降低, R201夹套水温上升,R201夹套水温下降,R201反应减弱,R202反应变强,反应活性后移。
3 灰分
3.1 灰分的定义和影响
聚丙烯产品的灰分是指聚丙烯在高温[(850±25)℃]完全燃烧后所残余的金属及非金属氧化物杂质在整个样品中的含量,一般用质量分数或mg/kg表示。灰分含量高易引起加工设备堵塞,影响制品强度等性能。特别是公司生产的BOPP系列高品质薄膜对产品质量的要求更高,如果灰分含量高,会影响膜料的品质,造成雾度大等。
3.2 灰分的计算
从聚丙烯产品的聚合和造粒工段进行分析最终粒料成品的灰分来源:
①原料丙烯、氢气中所含的杂质产生的灰分;
②主催化剂及两种助催化剂所产生的灰分(MgCl2/TiCl4/Al(C2H5)3/C9H2OO2Si);
③氮气、油脂、Atmer163等辅助原料引入的杂质产生的灰分;
④挤压造粒工段加入的各种添加剂产生的灰分;
⑤在粉料、粒料产品输送及包装码垛过程引入的杂质而产生的灰分[4]。
在正常生产的情况下,第①③④⑤项对最终粒料产品的灰分影响主要受外来因素制约,而第②项与装置操作及工艺优化控制直接相关。
(a)Ti + O2→TiO2
47.9 79.9
(b)Mg+0.5O2→MgO
24.3 40.3
(c)2Al(C2H5)3+3/2O2→Al2O3
228 102
(d)C9H2OO2Si+O2→SiO2
188.3 60
(1)由金属Ti所产生的灰分HTi的计算:
HTi=(Vcat×Xcat×XTi×79.9/47.9)/P
由金属Mg所产生的灰分HMg:
HMg=(Vcatx Xcat×XMg×40.3/24.3)/P
式中:
Vcat——每小时主催化剂注入体积;
Xcat——催化剂膏中催化剂含量kg/m3(对于DQC-401型Cat一般为200kg/m3);
XTi——主催化剂的Ti含量(DQC-401型Cat按厂家的数据为1.0%-3.0%,wt);
XMg——主催化剂的Mg含量(DQC-401型Cat按厂家的数据为17%-20%,wt);
P——装置每小时的产量(kg/h)。
(2)由金属铝产生的灰分HAl的计算
HAl=(r×FIC111×102/228)/P
式中:
FIC111——由微动流量计测出的TEAL流量,kg/h;
r——最终形成产品灰分的TEAL所占FIC111的比率,约是80%;
P——装置每小时的产量(kg/h)。
(3)由硅产生的灰分计算
HSi=(((FIC121 × XDONOR)+FIC121B) ×60/188.3)/P
式中:
FICI21——由微动流量计测得的DONOR的流量,kg/h;
XDONOR——一环管DONOR的浓度%,一般DONOR的浓度配制为30%左右;
P——装置每小时的产量(kg/h)。
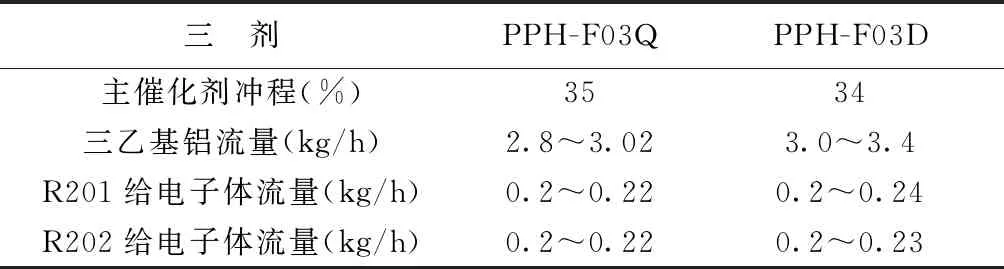
表4 三剂流量
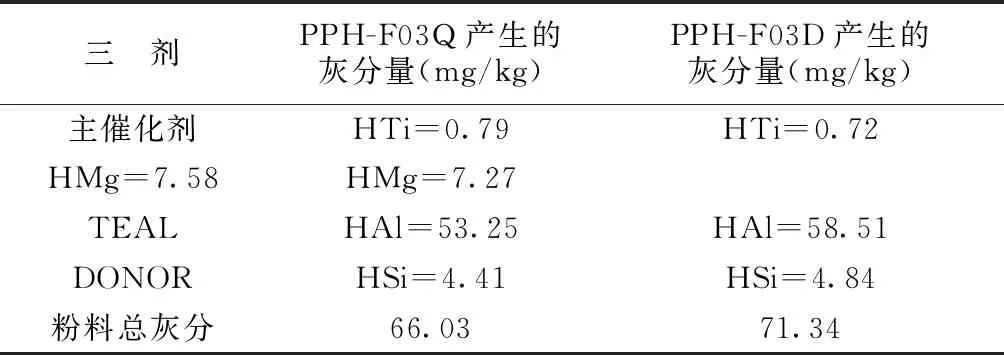
表5 三剂产生的灰分占最终粉料灰分的比值
由表4和表5可以看出:TEAL和Donor的用量都与R201丙烯的进料量串级控制,PPH-F03Q的助剂使用量较PPH-F03D少,尤其是TEAL,由于反应活性后移,R201反应减弱,丙烯的进料量减少,助剂的使用量减少,生产成本会相应降低。同时,PPH-F03Q比PPH-F03D三剂产生的灰分少,这有利于BOPP膜料加工时减少晶点及破膜概率。
4 产品性能分析和应用
4.1 产品性能分析
由化验数据列出产品质量如表6。

表6 PPH-F03Q和PPH-F03D产品质量性能对比
从表6中可以看出:(1)PPH-F03Q与PPH-F03D的熔融指数、等规度、拉伸屈服应力、黄色指数及雾度相近,因此二者具有相近的加工性能、立构规整度、抗老化性能及透明度;(2)PPH-F03Q较PPH-F03D适当加宽了聚丙烯树脂的相对分子质量分布使拉伸断裂标称应变增加,树脂的延展性能增强。拉伸弹性模量显著提高,弹性模量的提高其挺度将增加;(3)配方设计进一步保留树脂中大分子级分及大分子的系带缠结作用,提高产品挺度,还能改善薄膜的颜色,减少破膜。
4.2 产品应用
用PPH-F03Q在山东顺凯和滕州鑫和两家公司的德国布鲁克纳高速生产线上试生产了各种厚度的BOPP薄膜,线速度达440 m/min。生产过程中,厚膜(12μm以上)与超薄膜(10μm)均非常稳定,挤出机网压低,熔体压力稳定,产品端面颜色正常(白色),膜挺度良好,薄膜的各项性能均满足客户需求,如表7所示。比较传统BOPP薄膜,PPH-F03Q更加适应升级换代的高速生产线。
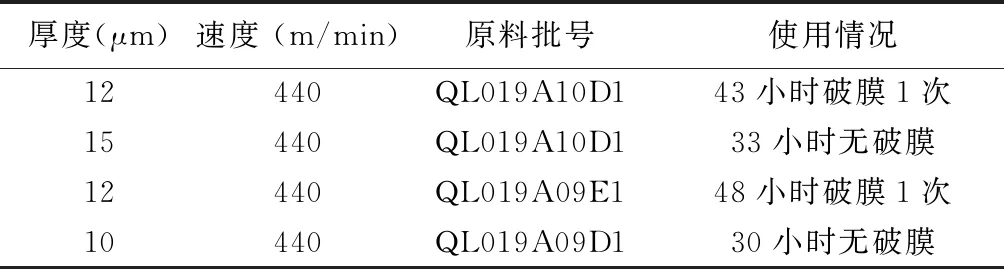
表7 PPH-F03Q在高速布鲁克纳生产线上的使用情况
5 结论
(1)在20万吨/年环管法工艺上使用非对称外给电子体方案生产出高速超薄高挺度BOPP专用膜料PPH-F03Q。
(2)PPH-F03Q通过进一步扩大两个环管反应器氢气浓度比例,缩小反应产率比例改变分子量分布,较PPH-F03D分子量分布加宽,助催化剂单耗减少,粉料灰分减少。
(3)PPH-F03Q与PPH-F03D有相近的加工性能、立构规整度、抗老化性能及透明度,而拉伸弹性模量显著提高,挺度增加。
(4)通过在布鲁克纳高速BOPP生产线上实际使用,PPH-F03Q产品质量稳定,生产过程成膜率高,厚度均匀,挺度高,薄膜的各项性能均满足客户需求,达到了开发要求,成功替代进口产品,用于高速、超薄、高挺度BOPP薄膜的加工。
猜你喜欢
化工管理(2022年14期)2022-12-02
纺织科学研究(2021年7期)2021-08-14
企业改革与管理(2021年2期)2021-04-02
世界有色金属(2019年18期)2019-12-26
农业环境科学学报(2017年2期)2017-03-20
现代检验医学杂志(2016年1期)2016-11-12
中国塑料(2016年10期)2016-06-27
中国塑料(2015年3期)2015-11-27
中国塑料(2015年6期)2015-11-13
中国塑料(2015年1期)2015-10-14