
核级三通阀阀体三孔同轴度专用量具设计
2020-12-23 02:15牛小欧李洪武卓家桂
机械工程师 2020年12期
牛小欧,李洪武,卓家桂
(1.上海一核阀门股份有限公司,上海201823;2. 中广核工程有限公司,广东 深圳518124)
0 引 言
上海一核阀门股份有限公司与中广核工程有限公司联合设计、开发的核级高温、高调节性能电动三通控制阀,阀体内腔两阀座孔、上通道孔要求同轴,三组孔同轴度要求0.025 mm(如图1)。同轴度超差会影响阀座、套筒与阀芯的装配精度,造成阀芯上下运动不顺畅,从而影响调节阀工作性能,并严重影响阀门使用寿命。

图1 三通阀阀体加工图
阀体的三组孔精加工安排在数控车床上最后一序精车完成。
三组孔同轴度的测量可以在三坐标测量机(CMM)上进行,但是工件需要多次装夹、校正,工件需在卧加工位与三坐标室之间反复周转,不便于样件的调试制作;容易产生废品且耗工耗时。
如采用图2所示的同轴度功能量规测量,则无法读出同轴度偏差数值,不便于加工中心操作工调试、对刀。
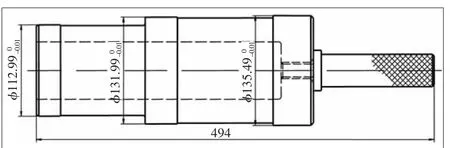
图2 同轴度功能量具
功能量规仅适用大批量产品的生产制造。因此我公司工艺人员设计了专用同轴度测量夹具(带百分表),以满足新产品的试制要求。
1 测量夹具设计方案
1.1 加工工艺
如图1所示,3组孔跨度334 mm,需定制加长抗振车削刀杆。经试切削验证,台湾力刚RBH系列抗车刀杆完全能满足加工精度要求。按设计的加工工艺,3组孔的车削加工在最后一序一次装夹车削完成。加工精度完全由数控车的加工精度保证。因此我们利用机加车间精度最高的MAZAK数控立车完成最后一道车削工序。
阀体3组中腔孔的首件试制加工工艺流程如图3所示。

图3 阀体加工工艺流程图
在半精车3组孔之后,在数控车床上通过百分表大致测量3孔同轴度,以避免孔径、同轴度超差而造成锻件报废。
按照GB/T8069《位置量规》中分别检验的规定:在被测要素和基准要素的尺寸(如孔和轴的直径、槽和凸台的宽度等)检验合格后,再使用位置量规检验。最后精车一刀后先用内径千分尺测量3组孔径,孔径合格后再使用同轴度测量夹具测量同轴度。
1.2 同轴度测量夹具设计
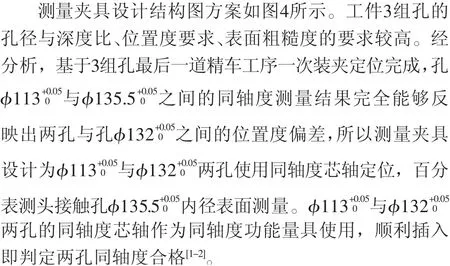
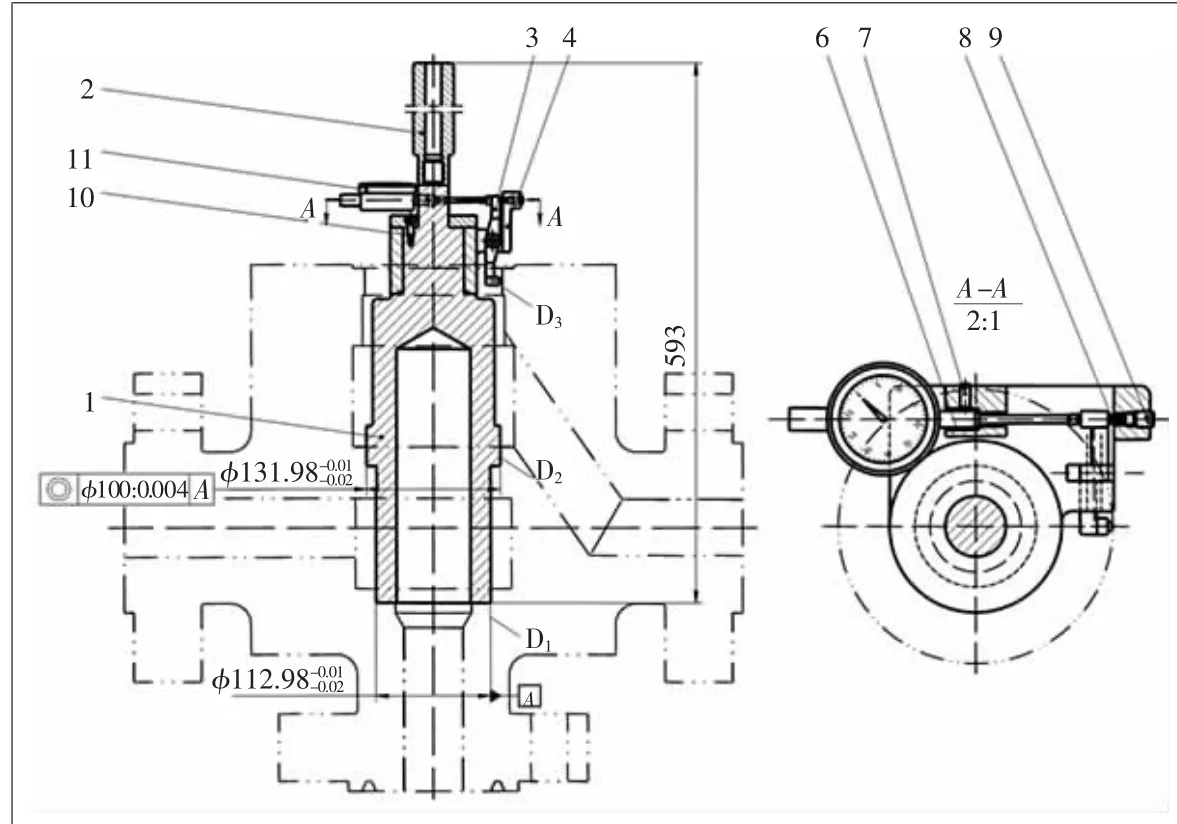
图4 同轴度专用测量夹具
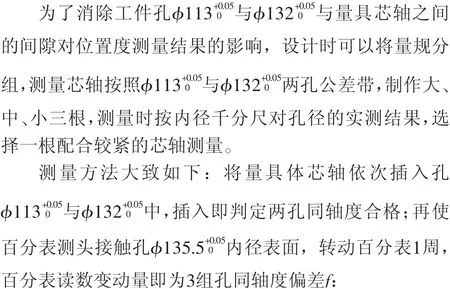
考虑到工件图中孔φ113+0.050与φ132+0.050两孔有可能按照尺寸公差上限制作,测量时定位孔与量规间存在间隙,导致图5所示的测量状态。
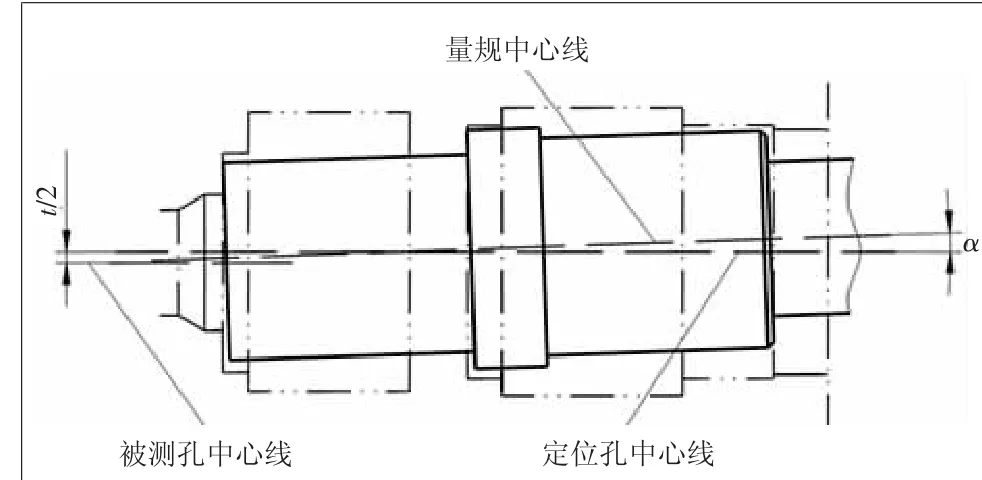
图5 加工到极限尺寸所产生的测量误差状态图
此时被测孔中心线围绕半径t/2的圆柱变化所产生的测量结果都可能被判为同轴度合格,从而产生测量错判。
式中:Mmax为百分表最大读数;Mmin为百分表最小读数。
1.3 同轴度测量夹具相关设计计算(分别测量法)
测量芯轴(功能量规)工作部位尺寸按照GB/T 8069《位置量规》中的设计公式计算。
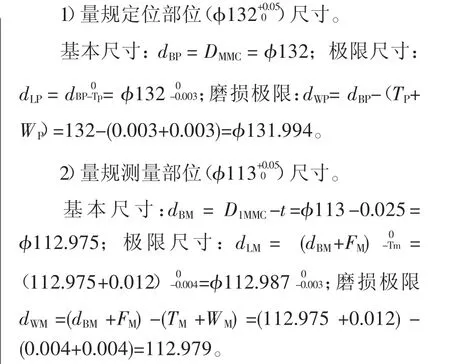
3)量规公差[1,3]。
定位部位尺寸公差、最小磨损量根据Tt=0.05查表2得:TP=0.003,WP=0.003;测量部位尺寸公差、最小磨损量及工作部位位置公差根据Tt=0.05+0.025=0.075查表2得:TM=0.004、WM=0.004、tP=0.006。
测量部位基本偏差根据Tt=0.075查表3得:FM=0.012。
上述公式中代号含义如表1所示。
2 测量夹具技术要求
1)测量芯轴的工作表面应为光滑表面,不能有毛刺、黑斑、划痕、锈蚀等缺陷。2)测量夹具各零件装配牢固可靠,使用中不能松动。整套量具定制专用木盒,以防止磕碰。3)装配后弹簧零件应处于正常的压缩工作状态。4)测头转动机构应转动灵活,不能有卡死现象。5)测量夹具所有含工作表面的零件采用Cr12MoV制作,热处理硬度为58~62 HRC;未含工作表面的零部件采用45钢制作,热处理为T235,测量芯轴可以采用稳定性处理。6)测量芯轴、测量杠杆测头表面粗糙度为Ra0.2 μm,百分表架相对转动零件表面粗糙度为Ra0.8 μm,其它非工作表面粗糙度Ra3.2 mm。7)测量夹具所有零件非工作表面可以发黑处理。8)百分表头建议采用德国KAEFER的分度值为0.005 mm的表头,或采用国内一线品牌[2]。
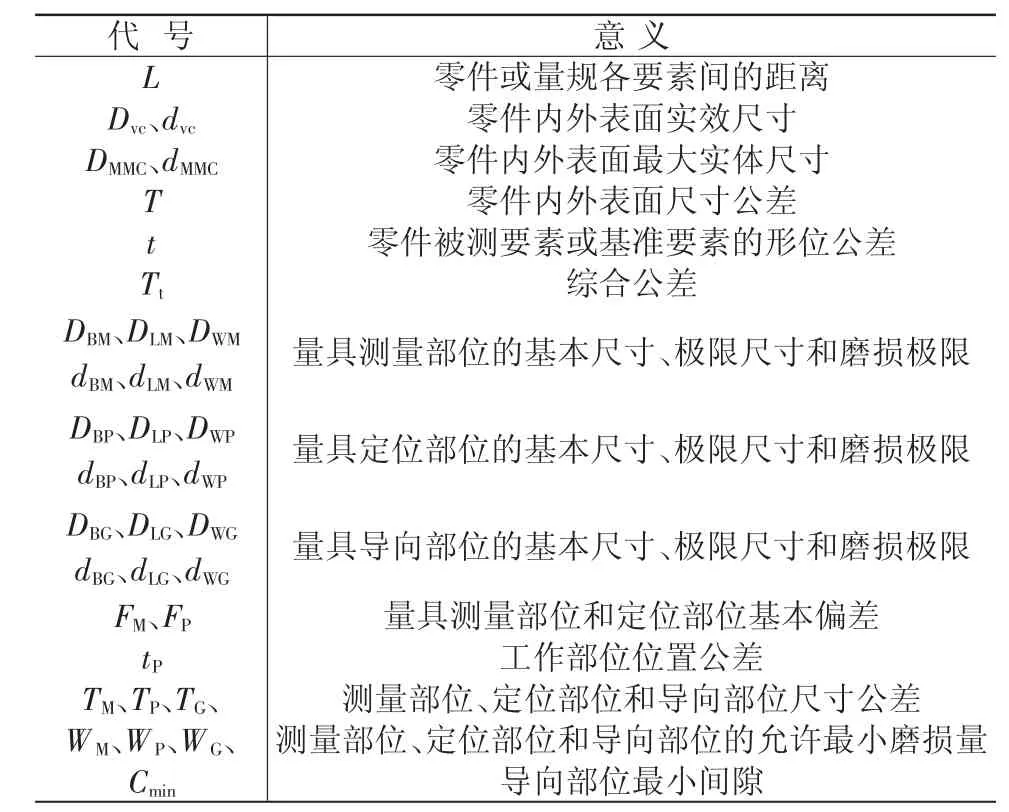
表1 公式代号含义
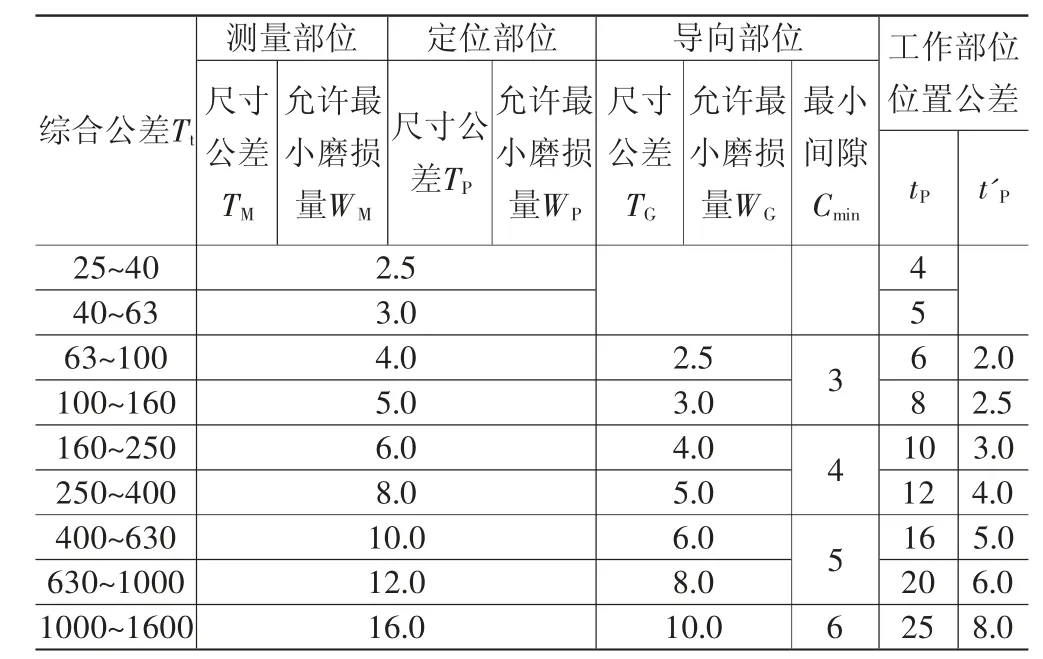
表2 定位、测量等各部位公差值 μm
3 结 语
本文所述同轴度专用测量夹具为位置量规与百分表接触式示值测量相结合的综合测量夹具,经上海一核阀门股份有限公司与中广核工程有限公司两方专家见证,并经核级三通调节阀阀体的产品试制验证,其测量结果经与蔡司(ZEISS)三坐标测量机的测量结果多次比对,测量结果完全合格。
上海一核阀门有限公司核级阀门产品的阀体类零件、液动执行机构的缸体类零件批量大、铸锻件成本高,如因加工同轴度超差而产生的不合格品基本上无法修复。如采用ZEISS的三坐标测量机测量,等待时间长、测量效率低,测量时需要多次装夹,工序繁琐。
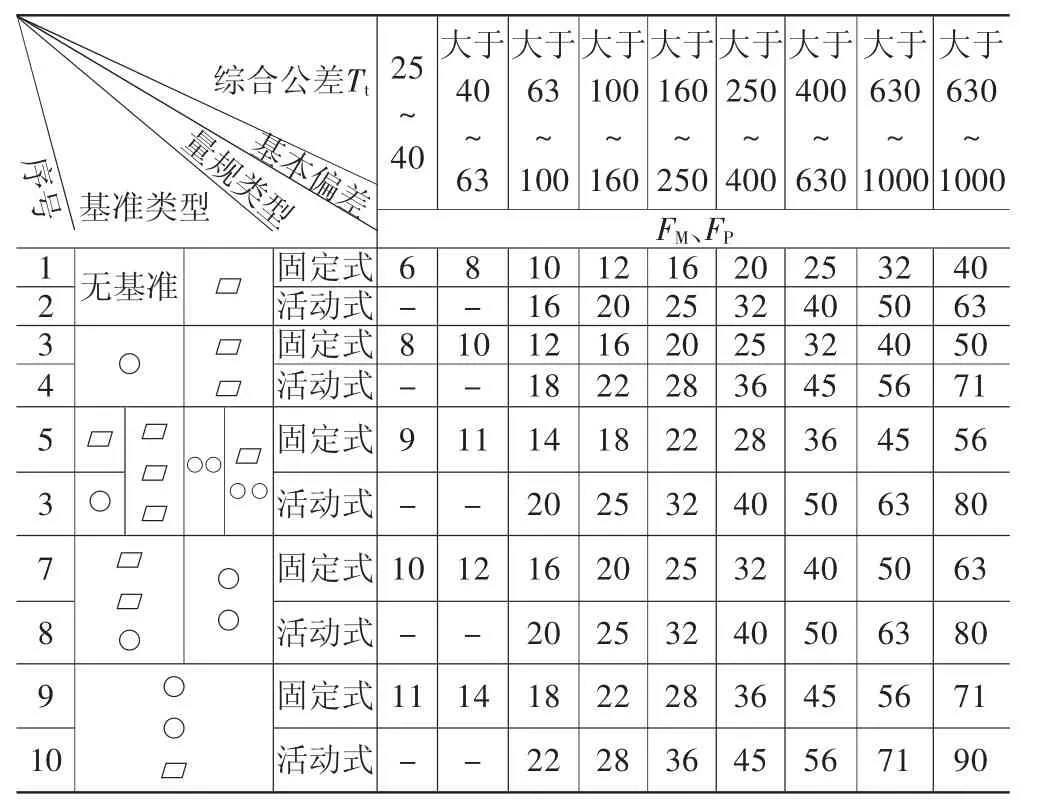
表3 测量部位基本偏差值 μm
本文设计的测量夹具使用简单、测量效率高;适于阀体类、缸体类零件中的多组孔同轴度的在工位测量;适用于我公司类似零部件的新品开发,便于在数控机床上的新品调试、对刀;同时可用于阀体大批量生产制造中的形位公差控制;大大减少了因同轴度超差(漏测)而产生的铸锻件报废。
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06
中国信息技术教育(2022年19期)2022-10-12
大众标准化(2022年17期)2022-09-27
九江学院学报(自然科学版)(2022年2期)2022-07-02
家庭影院技术(2021年3期)2021-05-21
家庭影院技术(2020年1期)2020-06-24
制造技术与机床(2018年8期)2018-10-09
现代制造技术与装备(2018年12期)2018-02-20
山东工业技术(2017年20期)2017-10-17
职业·下旬(2016年11期)2017-02-21
