
PSA装置二段真空泵优化研究
2021-02-05 08:39赵金红
河南化工 2021年1期
赵金红
(河南能源化工集团 安化公司,河南 安阳 455133)
0 前言
河南能源化工集团安化公司有一套年产20万t煤制乙二醇生产装置,配套有变压吸附装置(PSA)。自2012年系统开车以来,随着生产系统负荷的提高,PSA装置二段真空泵排气温度逐渐升高,真空泵检修频繁,严重影响了乙二醇系统的生产负荷提升。因此对PSA二段真空泵进行优化研究,降低产品气出气温度成为提高乙二醇装置负荷的一个重要课题。
PSA装置为气相变压吸附工艺,由变换工序送过来的原料气含CO、H2、CO2、CH4、N2、Ar等组分,经PSA装置处理后得到纯度为98.5%的CO和纯度为99.5%的H2送往乙二醇生产装置使用。其中,PSA二段使用PU-1吸附剂,通过逆放与抽真空得到一氧化碳产品气。
PSA二段使用往复式真空泵进行减压脱附,其采用独特的V字型结构,有两个对称的气缸,每个缸有6个入口气阀和6个出口气阀;气缸由上缸头、下缸头和中间缸体组成。上缸头高为140 mm,下缸头高为80 mm,缸体高为500 mm,外径1 200 mm,气缸内循环水容积约为0.04 m3。活塞厚度为120 mm,是两个圆合成在一块的。真空泵活塞杆长度为1 155 mm,与活塞的连接形式是6条12mm×120mm的内六方螺栓进行连接,然后由开口销锁紧,防止螺母退丝。各个气缸上有6个入口气阀和6个出口气阀,气阀为环状式阀片气阀。
在实际生产过程中,随着生产负荷提升,真空泵排气温度远远超出工艺控制指标。当环境温度为5~20 ℃时,PSA二段排气温度为155~175 ℃;当环境温度在20~35 ℃时,二段排气温度达175~195 ℃(工艺控制指标为≤150 ℃)。由于二段真空泵出口温度升高,造成真空泵打气量降低,严重影响了气量的生产,每组吸附塔需要同时开满3台真空泵才能满足生产需要。同时,由于排气温度的超标,影响了真空泵各部件运行寿命,造成气阀、活塞、支撑环、活塞环损坏严重,设备检修及备件更换频繁。
1 问题分析及改造措施
1.1 气缸循环水换热面积不足
真空泵气缸中循环水是冷却气缸温度的关键因素,和其他的大型运转设备一样,冷却水从气缸气相出口方向进入,再从气相入口方向流出,此时,冷却水与气相流动方向正好相反,从而使气缸冷却水把气缸摩擦热量更充分带走。原气缸上缸头高度为120 mm,气缸体高度为500 mm,下缸盖厚度为60 mm,气缸水容积量为0.06 m3,由于水容积量小,循环水换热面积不足,带不走更多的热量。因此,气缸内气体温度在175 ℃以上,致使真空泵压缩气膨胀系数加大,而气量随之减小;气阀使用周期短和活塞环检修频繁等问题层出不穷。
经研究分析,把气缸缸体高度增加为600 mm,下缸头和气缸合成为一个整体,上缸盖高度由原来的120 mm变成300 mm,气缸循环水容积量由0.06 m3变成0.16 m3,充分加大了循环冷却水的容积量。这样在真空泵运行过程中,就会有更多的循环水把气缸内的热量带走,从而使气缸、气阀各部件间的运转摩擦所产生的温度降到稳定生产的程度。气缸温度降到150 ℃以下后,真空泵检修的频次明显下降,气阀和活塞环等各备件使用时间也不断延长。温度越低对于设备备件磨损也相对较小,这也是保证真空泵长周期运行的重要条件。
真空泵气缸改造前后对比见图1。通过对气缸和气缸盖改造及循环冷却水量的增加,增大了循环冷却水的过水面积,使循环水量带走更多的热量,从而达到降低排气温度的效果。
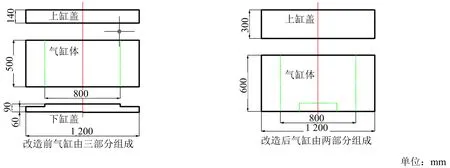
图1 真空泵气缸改造前后对比图
1.2 气缸内部结构的不合理
以研究分析,真空泵的活塞与活塞杆的连接形式有点繁锁,用6条螺栓把活塞和活塞杆固定在一起,并且活塞还是由两个厚度为60 mm的圆镶在一起成为一个活塞。在活塞不停地运动过程中,经常会造成活塞与活塞杆连接部位松动,甚至出现螺帽脱落和活塞磨损掉块的现象,造成真空泵气缸内部异响,检修次数较多。
真空泵活塞材质是纯铝,圆柱形,厚度为120 mm,在外圆的立面上有4个槽,槽里2个支撑环和2个阻气环托着活塞在气缸里上下运行。活塞为分体式,由两个厚度为60 mm的圆镶在一起的成为一个活塞。活塞与活塞杆通过活塞中间孔连接,活塞杆一端插入中间孔,再由一个直径为150 mm的压板通过6条M20×120 mm的内六方螺栓连接压紧。但是,在活塞运行过程中,螺栓容易松动掉入缸内,对气缸和活塞造成进一步损坏,加剧了内部气体泄漏量。
通过改造,活塞更换为整体式,活塞中间更不存在有间隙,一体式结构更为牢固,密封更加严实。与活塞杆的连接形式改成缧纹连接,穿过活塞中心孔后,直接用旋紧螺母上紧即可,安装更为方便,也减少了活塞损坏的频次。
1.3 气缸结构的弊端
真空泵气缸的结构由上缸头、缸体、下缸头三部分组成。它们之间是平面密封,中间由硅胶垫或膨胀四氟带(5 mm×15 mm)作为垫片密封,填料箱在下缸盖内,向缸内突出的部分;与机身的连接是用一根长丝杆穿过下缸头、缸体、上缸头连在一起,由M20的螺母旋紧即可。为了防止漏气,在加垫片时通常会加上一种硅胶密封剂涂在密封面上,和垫片一块使用,更便于降低气缸缝之间的泄漏程度。
但是,由于真空泵在运行过程中或在停车后热胀冷缩的原因,缸体和下缸头缝之间还会产生漏气现象。上缸头更换垫片较为方便,更便于检修;但下缸头如果漏气的话,需要把活塞、活塞杆、缸体都拆下来才能检修,因此,下缸头漏气时对于检修来说处理起来比较麻烦。
改造后的真空泵填料箱与气缸设计为一整体结构,取消了一个大的静密封点,从而减少了一个泄漏环节,降低了介质气体从缸头的泄漏率,也为打造无泄漏工厂奠定了基础。
1.4 气缸间隙量大
在往复式真空泵设计过程中,活塞与前后缸盖之间都有一定的间隙量,准确的间隙量都是由厂家通过设计和计算来提供的,间隙量过大或过小,都会影响设备的运行参数。在真空泵往复做功过程中,所压缩的气体温度就会升高,这时如果缸体内前后间隙量过大,缸内储存的气量就多,也就是气体排出气缸的同时也有一部分气体留在缸内,没有排出,这也是造成气缸温度高的原因。如果间隙量过小,由于活塞前后运动所产生的惯性,就容易造成撞缸的响声。因此在往复式真空的检修过程中必须把握好气缸内前后间隙量。
原真空泵的活塞与上缸盖的间隙为18 mm左右,活塞与下缸盖的间隙为12 mm 左右,合计间隙量总量为30 mm。改造后的真空泵缸体深度较原真空泵缸体小10 mm,整体式活塞较原真空泵活塞厚4 mm,在活塞行程不变的情况下,上下止点间隙减小,总余隙量由30 mm降至16 mm,缸内所存的压缩气体减少,出口温度随之下降。
1.5 真空泵冷却水供水管线不合理
真空泵气缸上进出口循环水管线是用DN20 mm的镀锌管进行输送,在气缸改造后,由于DN20 mm的镀锌管管径小,严重影响了循环水的流速。因此,将冷却水系统管线由原来的DN20 mm分镀锌管改为带接头Φ25 mm×Φ32 mm×3.5 mm耐油橡胶软管,并且把中间螺纹截止阀去掉,减少水流的阻力,增大循环水的流量。
在水温稳定的情况下,水量越大所带走的热量也会越多,对出气温度降低也有一定的效果。
2 改造效果分析
改造后,真空泵出口气体温度有所降低,设备检修频率减少,运行真空泵数量减少,CO产品气收率也有所提升,改造优化效果明显。

表1 真空泵优化改造前后效果对比
①真空泵进行技改后,缸体、缸盖加高,冷却水道、气道加大,冷却水管线加大,冷却效果更为充分,从而使排气温度得到了有效的降低,二段排气温度由170 ℃降为145 ℃,满足工艺指标要求。②设备故障及检修频率降低,运行周期延长。气阀使用寿命由原来的3个月延长到8个月;活塞环、支撑环检修周期由1 年延长至2 年。对真空泵活塞杆结构重新设计后,2013年10月改造至今未出现一起因活塞与活塞杆连接螺母松动造成损坏设备事故。③二段真空泵运行台数由19台降至17台,运行更加经济。④真空泵综合系统优化改进后在原料气气量一定的情况下,CO气量由19 300 m3/h提升至19 500 m3/h,CO产品气收率有所提升。
3 结束语
通过对乙二醇PSA-CO二段真空泵一系列的改造,大大地降低了真空泵排气温度,同时也降低了检修的频率,减少了备品备件的使用。特别是对于生产过程中降低消耗有着重要的意义,对于生产产量也有一定程度的提高。值得一提的是这次优化改造,对今后真空泵生产和使用企业也有借鉴作用。
猜你喜欢
汽车维护与修理(2022年11期)2022-12-07
汽车实用技术(2022年19期)2022-10-19
压缩机技术(2022年2期)2022-05-19
压缩机技术(2022年1期)2022-05-19
铸造设备与工艺(2021年5期)2021-12-29
上海节能(2021年8期)2021-08-29
船舶标准化工程师(2020年5期)2020-10-17
铸造设备与工艺(2020年3期)2020-08-01
设计(2020年6期)2020-05-14
造纸信息(2019年7期)2019-09-10
