
自制硬质合金刀具加工钛合金时的铣削性能研究*
2021-03-01 09:37吴春亚王广洲李曦光陈明君
制造技术与机床 2021年2期
吴春亚 王广洲 李曦光 齐 彪 陈 妮 陈明君
(①哈尔滨工业大学机器人技术与系统国家重点实验室,黑龙江 哈尔滨 150080;②哈尔滨工业大学机电工程学院,黑龙江 哈尔滨 150001;③南京航空航天大学机电学院,江苏 南京 210016)
钛合金强度高、耐蚀性好及耐热性高,是航空航天、生物医学及军事领域中的重要结构材料[1-3]。其中,Ti-6Al-4V是目前使用最为广泛的钛合金之一[4-5],同时它又属于难加工材料,在切削过程中,由于弹性回复量大、切削温度高,易造成刀具磨损过快,加工质量恶化等问题[6-10]。因此,刀具几何参数优化和切削参数优选正在发展成为解决Ti-6Al-4V材料加工难题的关键突破口。
李有学[11]采用正交实验法分析了立铣刀的螺旋角、前角及后角等几何参数对刀具磨损和加工表面粗糙度的影响规律,明确了立铣刀几何参数优化能提高刀具的切削性能和使用寿命。Kumar等[12]利用有限元软件分析了立铣刀在加工Ti-6Al-4V时,刀具几何参数对切削力、刀具磨损和切削温度等的影响,并以刀具受力最小为原则,对铣刀进行了优化设计,通过与其他商用刀具的切削实验对比,发现优化后刀具的切削性能及使用寿命都得到了提高。Suresh等[13]通过钛合金切削实验研究了刀具参数对刀具磨损、工件尺寸稳定性及工件质量的影响,发现刀尖圆弧半径和进给速度对加工表面质量的影响较大。张建飞等[14]模拟了Ti-6Al-4V高速切削过程,分析了刀具几何参数在特定加工条件下对切削力的影响规律。Reddy等[15]通过实验研究了立铣刀的前角、刀尖圆弧半径以及切削速度等对加工表面质量的影响,并以加工表面质量作为评价准则,采用遗传算法对刀具的几何参数和工艺参数进行了优化选择。国内外现有研究已充分表明,在钛合金加工过程中,刀具几何参数和工作时的切削参数对切削力、切削温度和加工表面质量均具有重要影响。因此,本文在利用有限元软件对刀具几何参数有效优化的基础上,制备得到自行设计的硬质合金四刃平头立铣刀,通过该刀具在Ti-6Al-4V表面的槽型铣削加工,分析切削参数对加工表面质量的影响规律,并将自制四刃平头立铣刀与商用铣刀在相同切削条件下,开展切削性能及磨损情况对比分析。
1 钛合金铣削加工三维仿真
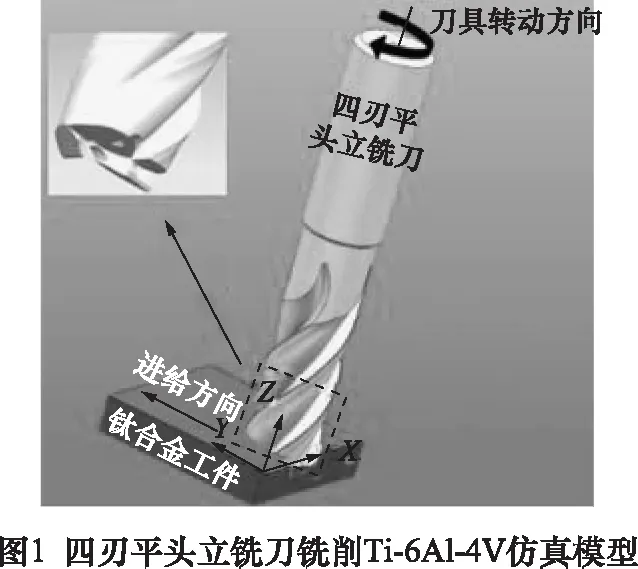
利用UG软件分别建立四刃平头立铣刀和Ti-6Al-4V基底模型之后,将其导入AdvantEdge有限元仿真软件,建立如图1所示的四刃平头立铣刀铣削Ti-6Al-4V的三维仿真模型。
1.1 仿真条件设置


(1)


表1 Ti-6Al-4V材料对应的J-C本构模型参数
选用基于恒剪切假设的剪切摩擦模型,兼顾实际切削条件,将摩擦系数设置为0.5。由于AdvantEdge软件具有网格重划分功能,故采用Cockcroft和Latham提出的C&L断裂准则[17]作为切屑分离准则,以避免网格畸变问题的出现。
在铣削过程中,刀具的螺旋角β、前角γ和后角α分别影响着切削过程的稳定性、切削力、切削热以及后刀面与已加工表面之间的摩擦等多个方面,已被公认为铣刀优化设计中需要考虑的主要参数[18-19]。因此,本文以刀具β、γ和α为变量,根据表2所列参数进行铣削加工仿真。刀具材料为YG类硬质合金,加工方式为顺铣,刀具及工件均采用4节点12自由度四面体单元的网格类型。
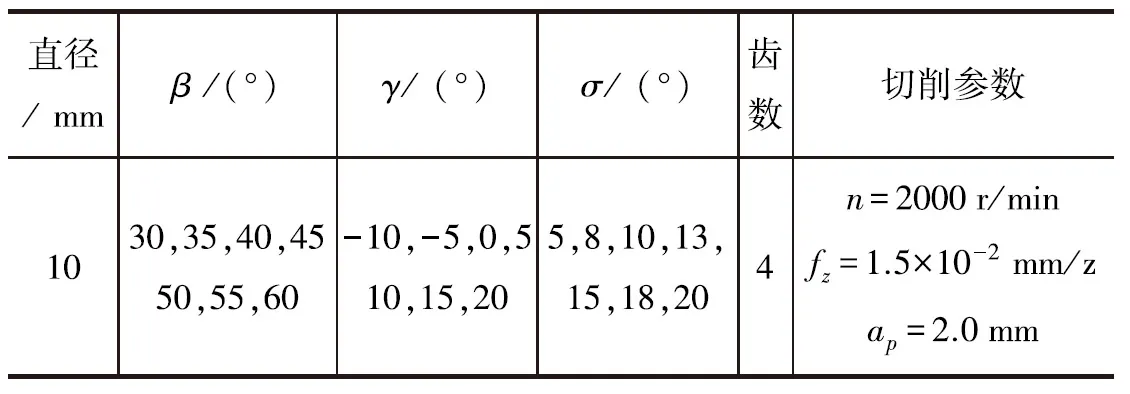
表2 刀具几何参数和切削参数
1.2 仿真结果分析
在加工钛合金时,切削力和切削温度对工件的尺寸精度、形状精度、加工变质层和刀具耐用度等都会产生不同程度影响,因此,本文以切削力和切削温度作为刀具切削性能的主要评价参数[20-21]。
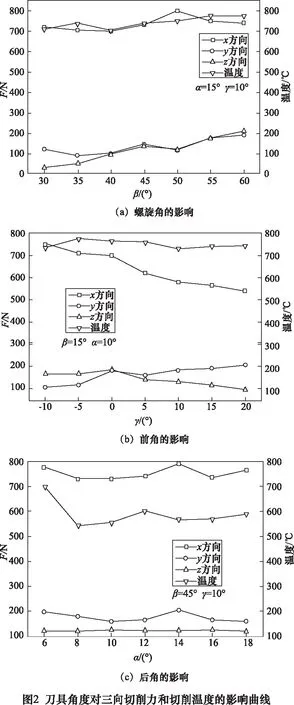
图2为仿真得到的四刃平头立铣刀几何参数对三向平均切削力和切削温度的影响曲线。从图中可以看出,x向切削力明显大于其他两个方向,且基本与切削温度保持一致的变化趋势。这是因为x向是切削过程中的主要受力方向,切削热主要来源于x向切削。综合切削力和切削温度的变化趋势可知,当β为40°~45°、γ为5°~15°、α为13°~18°时,四刃平头立铣刀加工Ti-6Al-4V时的切削力和切削温度相对较为稳定,且数值较小。
2 四刃平头立铣刀的几何参数优选
基于上述仿真结果,以切削力最小、切削温度最低为原则,对四刃平头立铣刀的几何参数进行了单因素优选,但鉴于刀具各几何角度相互之间的耦合效应必然会对其切削性能造成影响,因此,仍需要对刀具几何角度进行正交优选。
当前角取值为正时,x向切削力基本保持单调递减趋势。但当γ=10°时,切削温度达到最低点,因此取该拐点所在区间,即γ=8°、10°、12°进行分析。当后角取值为15°时,x向切削力达到低值,但切削温度在高点,因此选取α=13°、15°、17°为分析范围。由于图2a显示当螺旋角为40°~45°时,切削力和切削温度均达到最低值,故细化取值后选取β=41°、43°、45°进行分析。正交优化仿真计算中的刀具几何角度取值见表3,仿真结果见图3。
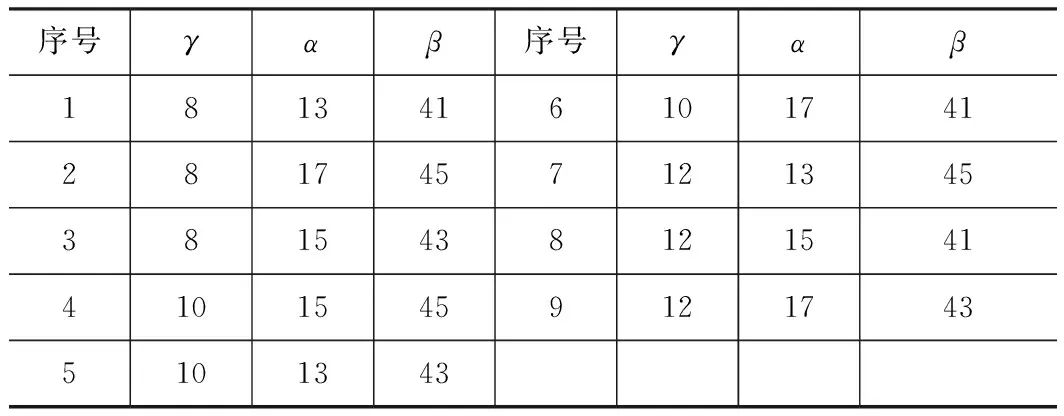
表3 正交优化仿真计算中的刀具几何角度 (°)
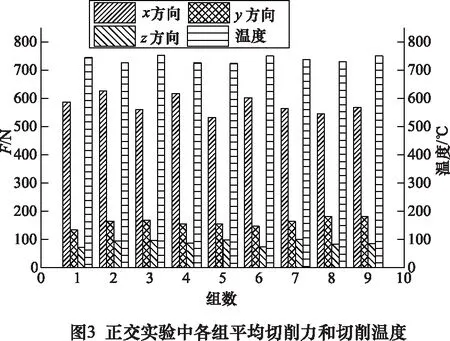
综合可见,当采用第5组刀具几何角度组合,即γ=10°、α=13°、β=43°时,四刃平头立铣刀加工Ti-6Al-4V时的切削力和切削温度达到最低值,即刀具的切削性能最佳。因此,基于该组几何参数进行刀具实体制备及商用刀具的购买,并利用两种刀具开展相关的铣削加工实验。
3 Ti-6Al-4V表面槽型铣削实验
3.1 实验条件
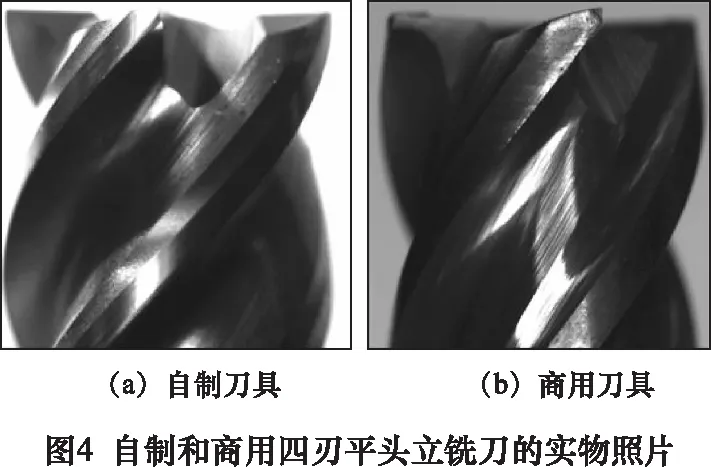
采用祥泰VM7032数控铣床,机床工作台面积为800 mm×320 mm,主轴最高转速为8 000 r/min。刀具分别为图4a所示自制的四刃平头立铣刀和图4b所示OSG公司生产的商用四刃平头立铣刀,工件为50 mm×50 mm×20 mm的Ti-6Al-4V板料,所铣槽型宽度为刀具直径,长度为刀具直径的3~5倍。
3.2 自制刀具槽型铣削实验结果分析
利用自制的四刃平头立铣刀在Ti-6Al-4V表面进行槽型铣削加工,分析切削深度(ap)、主轴转速(n)和每齿进给量(fz)对加工表面形貌(切削参数见表4),尤其是表面毛刺的影响效果。
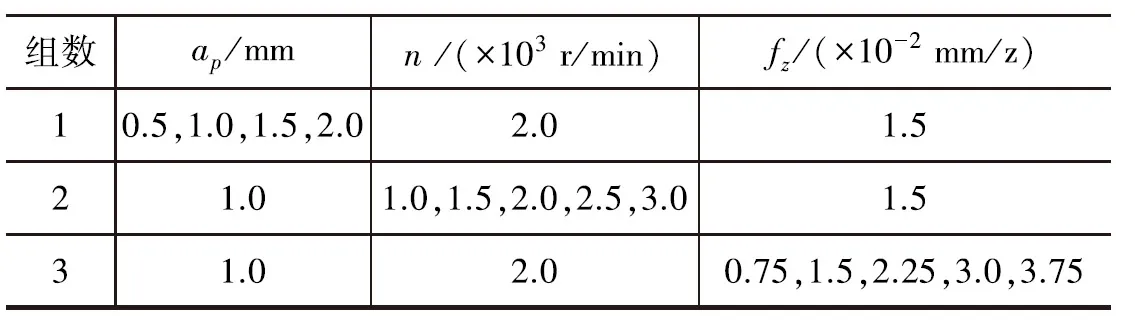
表4 Ti-6Al-4V槽型铣削实验参数
3.2.1 切屑形貌分析
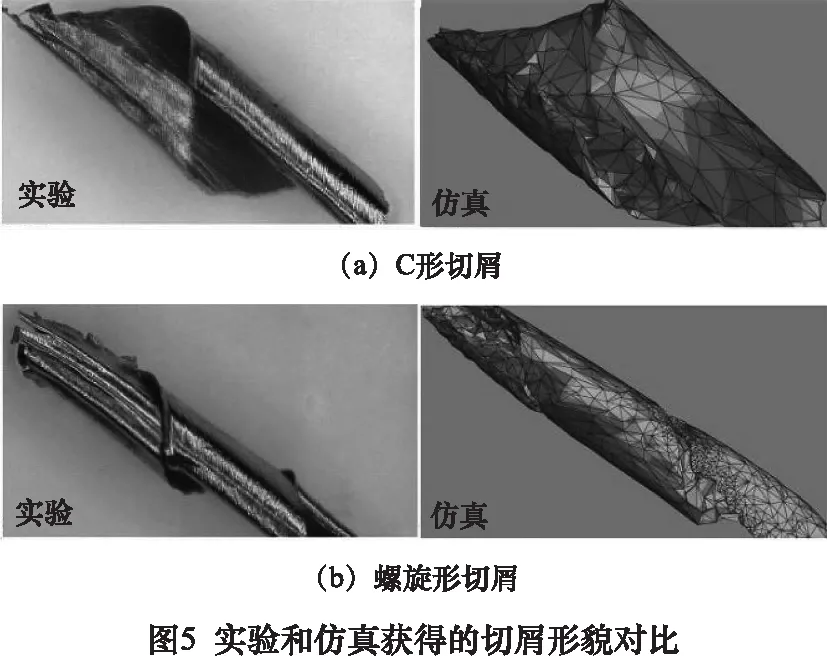
在相同刀具几何参数和切削条件下,分别开展了切削仿真和实际加工实验,图5左侧分图为利用自制四刃平头立铣刀加工Ti-6Al-4V材料后获得的C形和螺旋形切屑形态,右侧分图为仿真获得的切屑形态。通过对比可以发现,实验与仿真中所生成的切屑形态相似度较高,切屑的卷曲方式与曲率也非常接近,由此表明自行设计并制备得到的四刃平头立铣刀符合设计要求,适合用于Ti-6Al-4V材料的切削实验。
3.2.2 切削参数对Ti-6Al-4V槽型铣削的影响分析
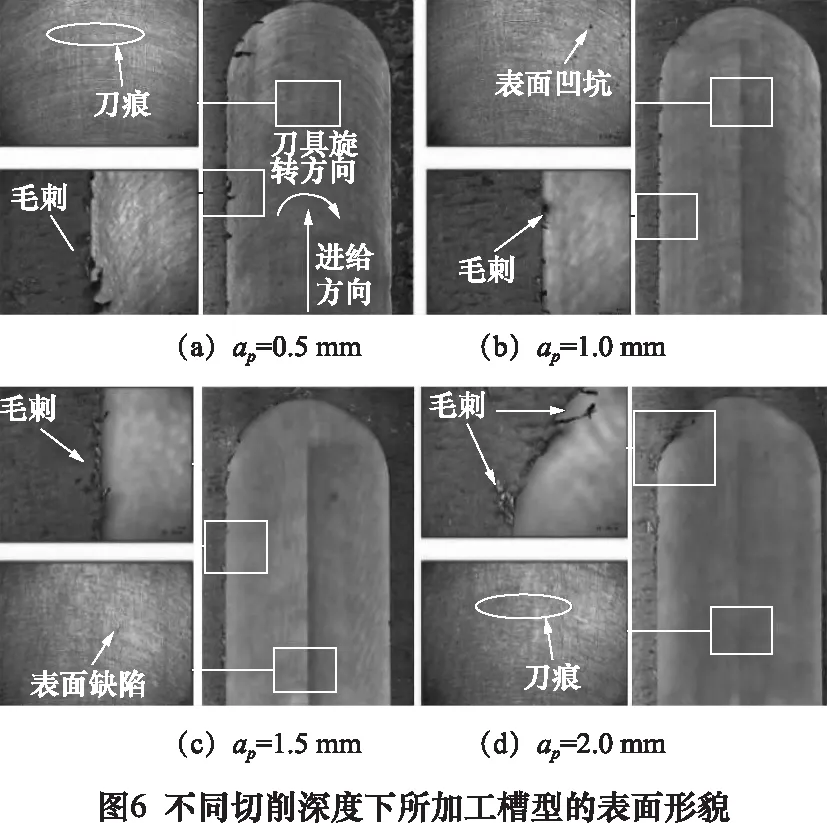
在改变切削深度情况下,加工得到的槽型边沿均存在明显毛刺(图6),且顺铣侧毛刺尺寸明显大于逆铣侧。这是由于逆铣侧刀具切削时,厚度逐渐增加,且切削合力方向有利于切屑的塑性变形和排出,而在顺铣侧,由于刀具先从最厚处入刀,随后厚度逐渐减小,生成的切屑,尤其是长切屑,很容易被推挤至顶端形成大毛刺。随着切削深度的增加,轴向切削力也随之增大,从而使得材料更容易被切除而形成切屑,同时毛刺的整体尺寸随之减小,槽型整体形貌较好。
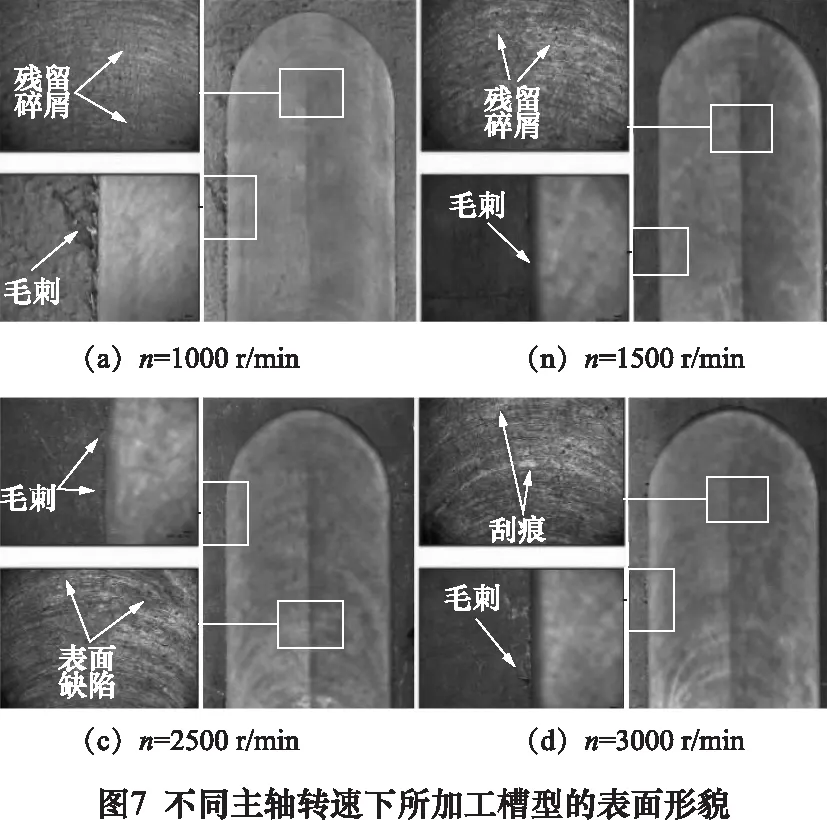
如图7所示,随着主轴转速的提高,槽型边沿毛刺尺寸逐渐减小。究其原因,一方面是当切削刃的切削速度较低时,切削刃与工件之间存在挤压作用,而非完全的切削作用,因此无法将工件材料有效去除,同时当切削刃运动速度较低时,切屑无法从前刀面及时流出。然而,随着主轴转速的提高,槽底表面质量明显变差,如图7c和7d所示,槽底存在明显的缺陷和刮痕。
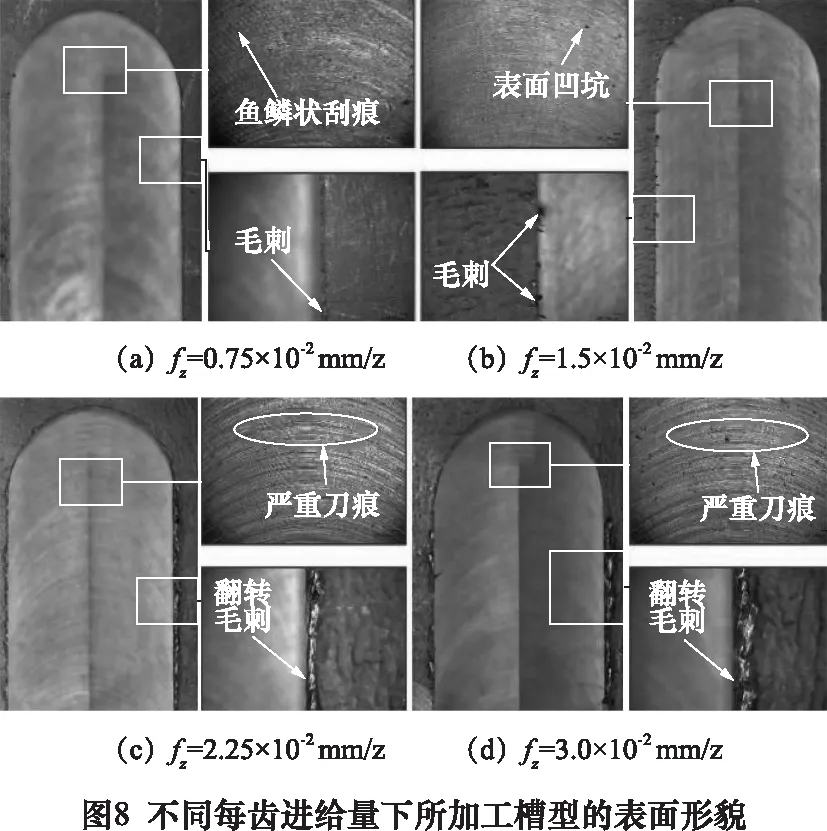
当每齿进给量在1.5×10-2mm/z及以下时,所切槽型的边沿毛刺尺寸较小,当增大每齿进给量时,槽沿毛刺尺寸亦随之增大(图8)。这是因为当每齿进给量较小时,切削过程中刀具径向切削层厚度较小,故产生的切屑厚度较小,导致所形成的毛刺尺寸略小,当增大每齿进给量时,切削层厚度增加,产生的切屑厚度亦随之增大,进而导致槽沿毛刺尺寸逐渐变大。
3.3 自制及商用四刃平头立铣刀的切削性能对比
为评价刀具的切削性能,采用自制和OSG公司生产的四刃平头立铣刀,在表5所列切削条件下,开展槽型铣削对比实验。由前述分析可知,主轴转速过小会导致槽沿毛刺尺寸增大,转速过大又会导致槽底质量变差,因此在刀具性能对比实验中,选择适中且恒定的主轴转速,只改变切削深度和每齿进给量。
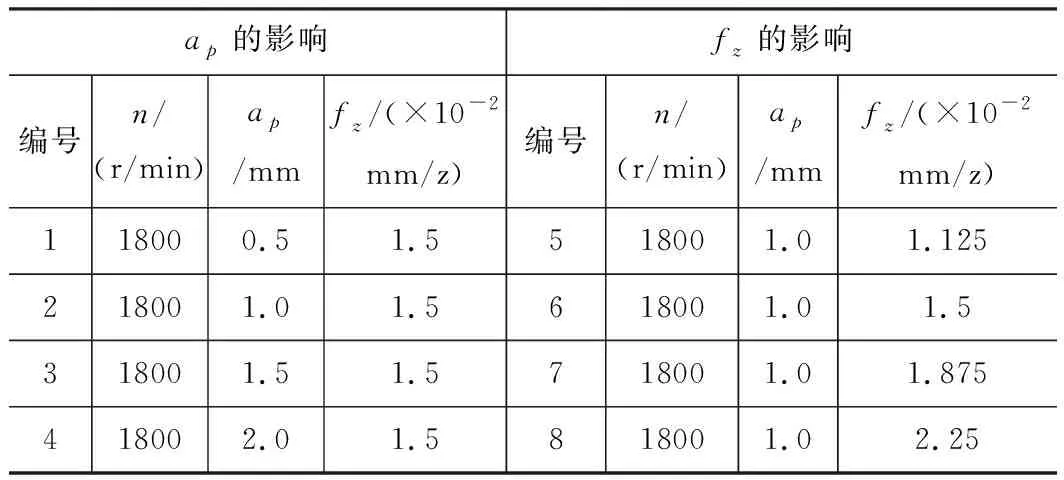
表5 Ti-6Al-4V槽型铣削参数表
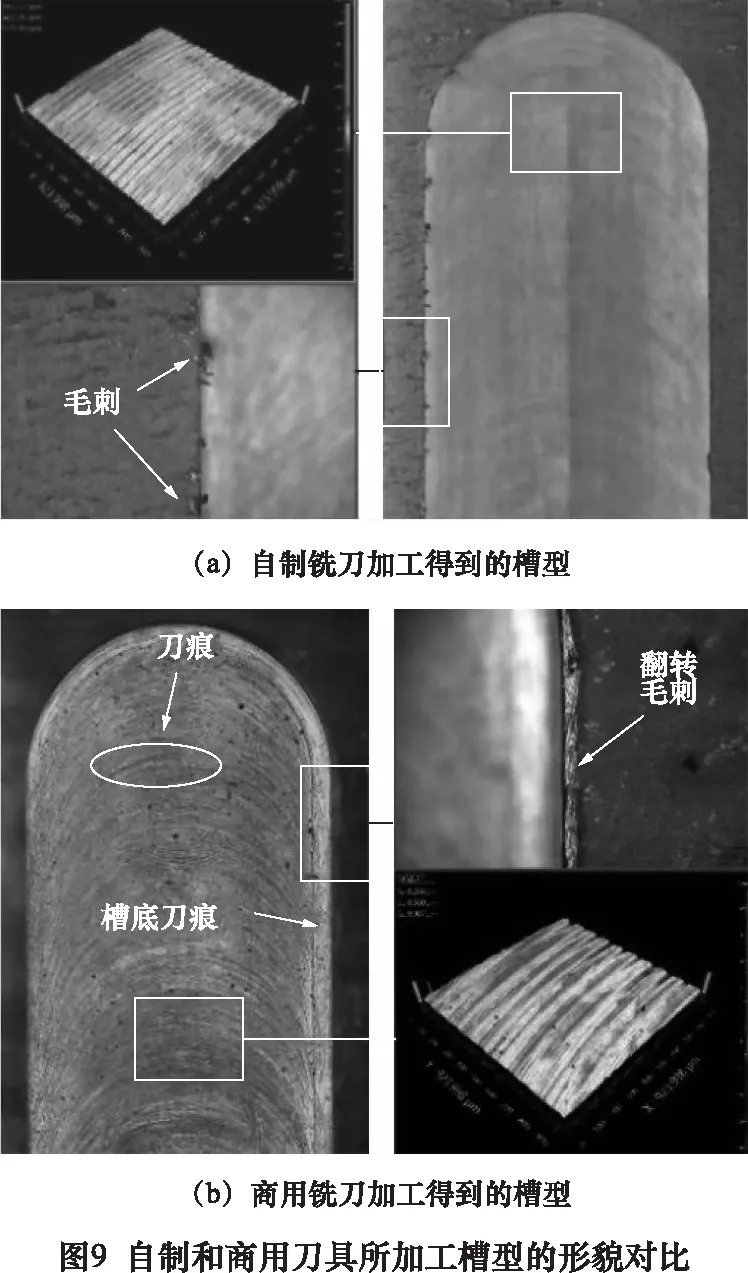
3.3.1 槽型加工效果对比分析
在开展的8组对比实验中,以第2组为例,给出两种刀具所加工槽型的形貌对比(图9)。可以发现,自制四刃平头立铣刀所加工的槽沿仅残留有较小尺寸的毛刺,槽底表面只有轻微刀痕,几乎没有残余碎屑,切入切出边沿较为整齐(图9a)。经商用四刃平头立铣刀加工后,槽沿存在较大尺寸的翻转毛刺,而且由于刀具螺旋槽底部不是完全的光滑状,导致切屑排出受到了一定的影响,同时槽沿根部及槽底表面均有明显刀痕,这可能是由于商用刀具端刃对槽底存在较为明显的挤压作用,使得槽底表面质量变差。
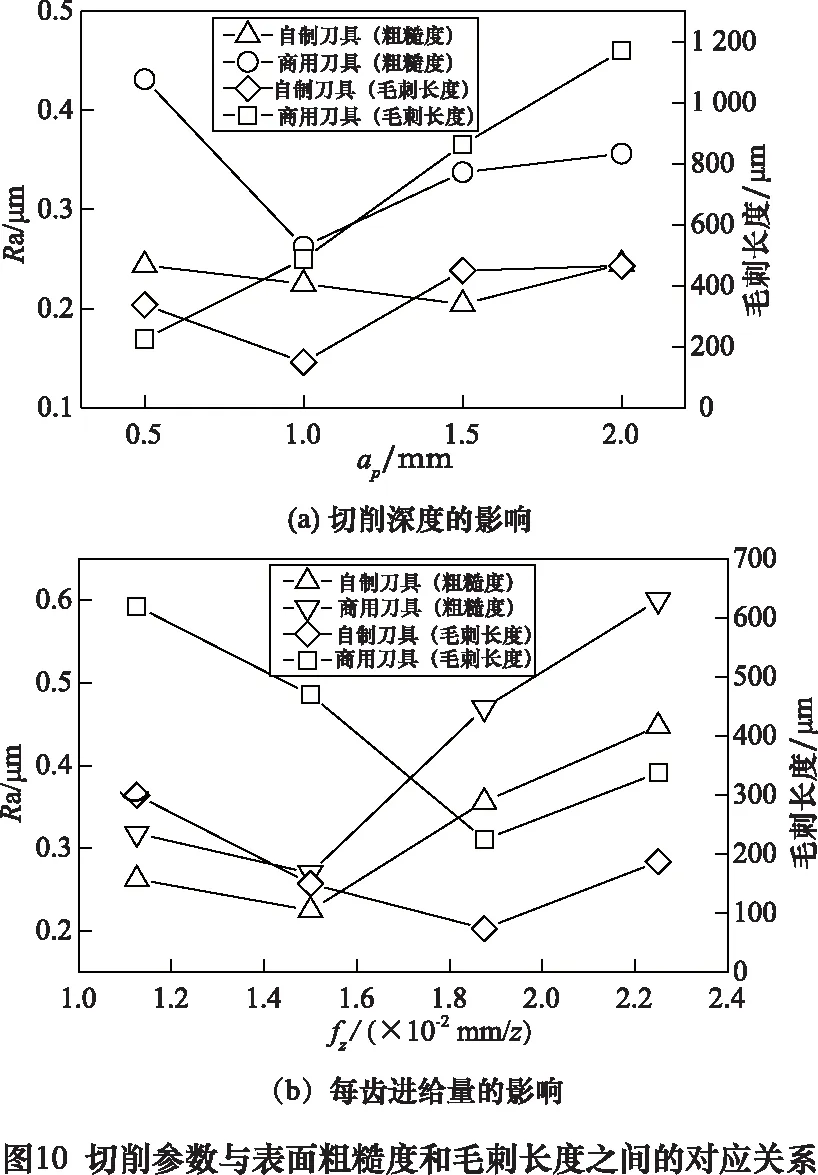
为对加工效果进行定量对比,图10给出了不同刀具加工时,切削深度和每齿进给量与加工表面粗糙度和毛刺长度之间的对应关系。从图10a可以发现,随着切削深度的增大,两种刀具切削后的表面粗糙度数值均呈现先减小后增大的趋势,但拐点位置有所不同,自制铣刀在ap=1.5 mm时得到的表面粗糙度数值最低,而商用铣刀则在ap=1.0 mm时得到的粗糙度数值最低。在毛刺尺寸方面,随着切削深度的增大,两种刀具切削后产生的毛刺长度均有所增大,但商用刀具的上升趋势更为显著。从整体来看,在所设定的切削深度范围内,自制刀具加工后的表面质量和毛刺尺寸均优于商用刀具。
从图10b可以看出,随着每齿进给量的增加,两种刀具切削后表面粗糙度和毛刺长度的对应变化趋势几乎相同,表面粗糙度均呈现先减小后增大的趋势,且拐点均位于fz=1.5×10-2mm/z处,毛刺长度则呈现先减小后增大的趋势,拐点均位于fz=1.875×10-2mm/z处。从整体来看,在所设定的每齿进给量范围内,采用商用刀具加工后得到的粗糙度数值和毛刺长度均明显大于自制刀具。
3.3.2 刀具磨损情况对比分析
自制和商用四刃平头立铣刀分别在加工2 h后出现了不同程度的磨损,从图11a可以发现,自制刀具端刃前、后刀面磨损较为严重,刀尖和周刃切削刃处也出现了一定程度的磨损。图11b显示,商用刀具端刃后刀面磨损显著,前刀面出现了积屑瘤,总体磨损量明显大于自制刀具。
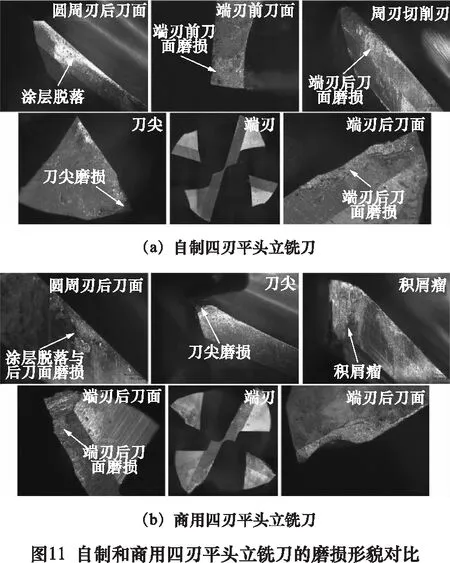
根据两种刀具在不同切削深度和不同每齿进给量条件下,所加工得到槽型对应的表面粗糙度和毛刺尺寸变化趋势,并结合刀具的磨损状况,可以表明自制四刃平头立铣刀的切削性能优于商用四刃平头立铣刀。
4 结语
(1)正交优化仿真计算结果显示,当四刃平头立铣刀采用γ=10°、α=13°、β=43°的刀具几何角度组合时,加工Ti-6Al-4V时的切削力和切削温度达到相对较低值。
(2)基于优化后几何参数制备得到的四刃平头立铣刀在加工Ti-6Al-4V材料时获得的切屑与切削仿真中生成的切屑形态相似度很高,表明自制刀具的几何参数符合设计要求。
(3)在给定的范围内,采用较大的切削深度(ap=2.0 mm)、适中的主轴转速(n=1 500 r/min)及较小的每齿进给量(fz=0.75×10-2mm/z)时,自制四刃平头立铣刀加工获得的Ti-6Al-4V表面质量相对更佳。
(4)对比实验结果显示,自制四刃平头立铣刀加工得到的Ti-6Al-4V槽型表面质量、毛刺形态以及刀具磨损状况均优于商用四刃平头立铣刀。
猜你喜欢
金属加工(热加工)(2021年8期)2021-08-26
装备制造技术(2020年2期)2020-12-14
杂文月刊(2020年1期)2020-02-20
制造技术与机床(2019年12期)2020-01-06
作文大王·笑话大王(2019年12期)2019-12-24
上海交通大学学报(2019年1期)2019-02-19
制造技术与机床(2018年10期)2018-10-13
金属加工(冷加工)(2018年3期)2018-03-26
轴承(2014年9期)2014-07-24
辽河(2014年5期)2014-05-23
