
40 t-43 m 门座式起重机臂架上铰点轴承更换工艺流程
2021-03-05 04:06王立志
设备管理与维修 2021年1期
王立志
(沧州黄骅港矿石港务有限公司,河北沧州 061113)
0 引言
臂架系统是门座式起重机重要的受力构件。臂架系统为四连杆机构,主要由臂架、象鼻梁、大拉杆、小拉杆等部件组成。这种形式的臂架系统特点是重量较大,但工作性能好,工作幅度范围大。起重机幅度变化过程中吊钩水平性好,在变幅过程中吊钩至象鼻梁头部滑轮的钢丝绳长度不变化,且钢丝绳悬挂较短,司机操作时对吊钩的控制比较容易。
臂架结构为钢板焊接的箱形结构,臂架头部和尾部安装有铰轴,轴承为滚动轴承。臂架头部铰轴与象鼻梁中部联接,臂架尾部通过铰轴与转盘前部臂架支座联接。臂架中部有耳板与小拉杆和变幅齿条通过铰轴联接。
1 背景
传统工艺更换门座式起重机臂架上铰点轴承,需要拆下大拉杆和象鼻梁。公司码头为沉桩式结构,承重能力较低,只能使用80 t 以下的汽车吊。考虑到大拉杆和象鼻梁的最高点高度均在55 m 左右,大拉杆重约6 t,象鼻梁重约20 t,显然汽车吊无法满足施工条件。如果依然使用传统工艺,只能使用浮吊,考虑到浮吊费用高昂,故探索出一套新型的臂架上铰点轴承更换工艺。
因臂架上铰点更换轴承需要抬高象鼻梁,在象鼻端头部需要约12 t 的拉力,吊点位置高度在42 m 左右。由于码头承载能力有限,不用汽车吊,考虑利用旁边的40 t-43 m 门机的象鼻梁与臂架的铰点处,确定一个制高点。在此点联接钢丝绳和20 t 手拉葫芦,利用手拉葫芦抬高象鼻梁,拆装臂架上铰点。
经测算,另一台配合吊装的门座式起重机所受的力约为12 t(此位置的高度约为50 m)。此吊装与门座式起重机工作中的自身吊装工况不同,因此还要计算吊装用臂架的受力状况,必须在此吊装重量前提下满足结构受力要求。通过计算,臂架结构件应力在1000 kg/cm2以下,可以满足维修吊装需求。
2 施工步骤
2.1 施工前的准备工作
(1)人员准备。机械工程师1 名,吊装指挥人员1 名,机械维修工人若干,电工1 名。
(2)机械设备和工具准备。70 t 汽车吊一台,电焊机1 台,角磨机1 把,手枪钻1 把,50 t 千斤顶2 个,20 t 卸扣4 个,20 t手拉葫芦2 个,一套常用工具。
(3)更换零部件的准备。为防止现场拆卸过程中除轴承之外的其他零件损坏,除轴承之外,还需准备轴套、轴承套、轴承盖和轴。
(4)需要准备的材料见表1。
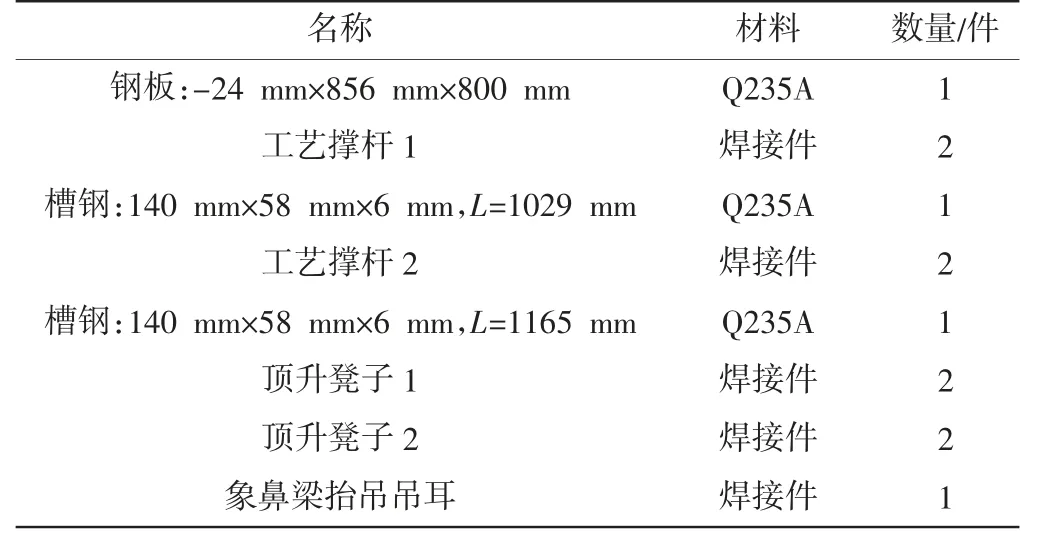
表1 需要准备的材料
2.2 施工安全预案
(1)现场需有专业指挥人员指挥维修门座式起重机,配合起重机的运行指令。
(2)现场电焊人员必须持有特种作业许可证,严禁无证人员上岗作业。
(3)提升象鼻梁头部时需特别注意:风力等级不允许大于5级,能见度需大于1000 m。
(4)当象鼻梁与臂架上铰点脱开后,有足够更换轴承的空间时,立刻用槽钢、钢板将象鼻梁和臂架焊接在一起,防止有突风时存在安全隐患。
2.3 拆卸臂架上铰点前的安全防护措施
(1)固定变幅齿条。将需要维修的门座式起重机臂架处于大幅度状态,锁死变幅制动器。在变幅齿条箱体上,摇架前后焊接止挡块,防止施工过程中臂架溜动。
(2)用工艺撑杆固定大拉杆。用70 t 汽车吊将垫板和工艺撑吊装到臂架上安装位置处。先将衬板24 mm×856 mm×1600 mm 四角局部间断焊到拉杆底部(可在适当位置焊接临时平台),垫板前后、左右各用两块16 mm×150 mm×150 mm挡板挡在大拉杆上,如图1 所示。再用工艺撑杆将臂架和大拉杆连接起来,中间焊接连接槽钢,如图2 所示。
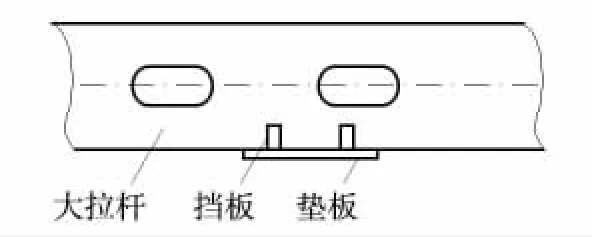
图1 大拉杆底部垫板焊接
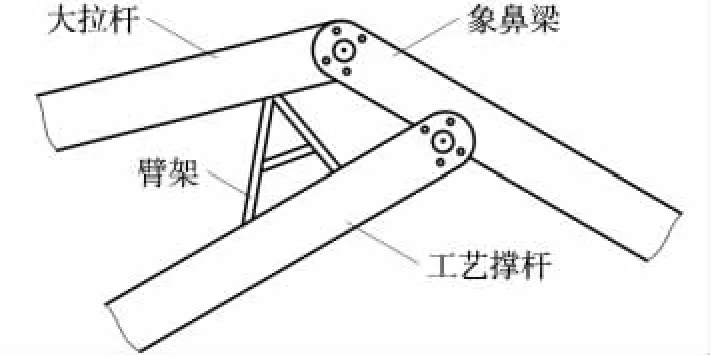
图2 工艺撑杆安装
2.4 臂架上铰点轴承的拆卸、安装过程。
(1)安装顶升支座。臂架上铰点处焊接2 组顶升凳子(图3),顶升凳子之间的间隙根据50 t 千斤顶的顶升高度确定。
(2)调整门座式起重机角度。将需维修的门座式起重机旋转至朝陆侧45°方向,将相邻门座式起重机与其成90°夹角放置。并在象鼻梁顶部焊接2 个吊耳。
(3)抬升象鼻梁并固定。将20 t 手拉葫芦通过Φ40 钢丝绳挂在相邻门座式起重机的制高点,另一端与象鼻梁头部吊耳连接(图4),将手拉葫芦收紧至受力接近12 t。在臂架上铰点处的顶升凳子上安装2 台50 t 千斤顶,通过千斤顶调整轴的受力,配合拆除铰点轴。因拆除轴承时需将象鼻梁吊起超过臂架上铰点位置,提升象鼻梁头部的高度为2006 mm,提升过程中象鼻梁头部钢丝外移904 mm,故在提升前需将钢丝绳角度偏移4°,钢丝绳顶点与吊带约偏移489 mm(图5)。当象鼻梁与臂架上铰点脱开后,有足够更换轴承的空间时,使用槽钢、钢板将象鼻梁和臂架焊接在一起(图6),防止有突风造成安全隐患。
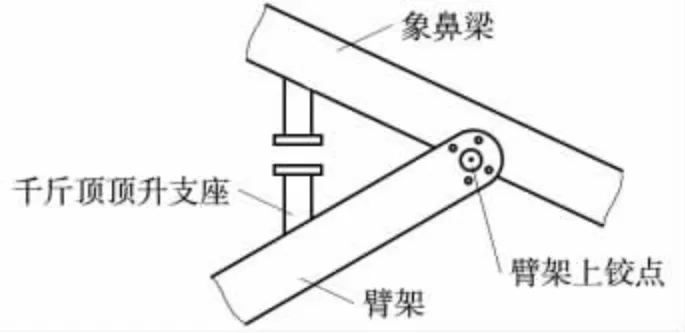
图3 50 t 千斤顶顶升支座焊接
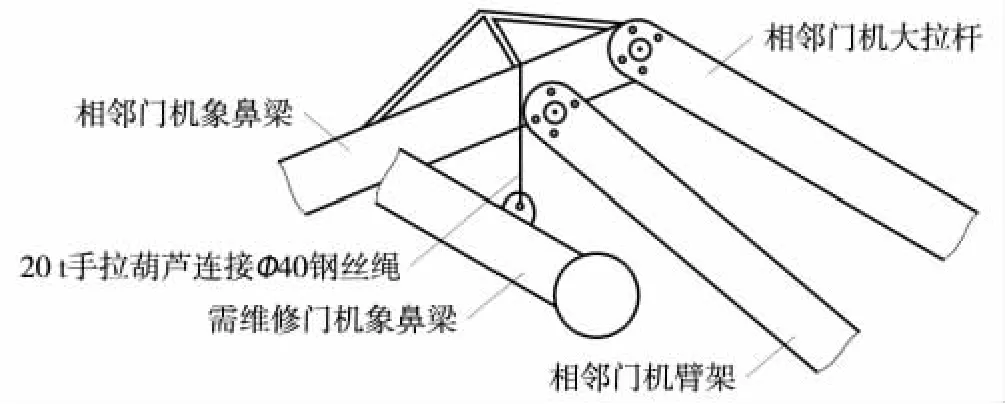
图4 20 t 手拉葫芦安装

图5 提升象鼻梁
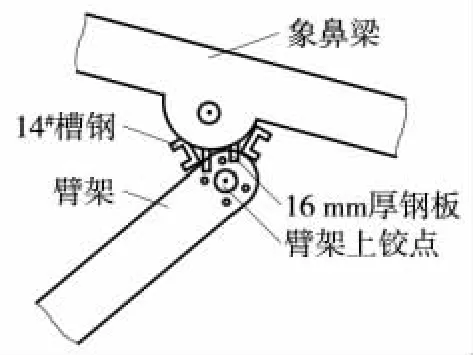
图6 焊接槽钢、钢板
(4)更换新轴承,安装铰点轴。拆下轴承端盖和旧轴承,安装新轴承,涂抹黄油后安装轴承端盖。拆除臂架和象鼻梁之间的槽钢、钢板。放松手拉葫芦,使象鼻梁回原位,通过调整2 个50 t 千斤顶将轴孔对正,将轴安装到位。
2.5 扫尾、试车
(1)拆除维修工装、用具。拆除工艺撑杆、变幅摇架处的止挡、千斤顶和手拉葫芦等,使用70 t汽车吊吊下,各处焊点进行打磨、补漆,清理干净施工现场。
(2)试车。再次对维修部件进行确认无误后,操作门座式起重机最小幅度到最大幅度反复运行多次,确认运转平稳、无噪声。
猜你喜欢
河南冶金(2022年1期)2022-08-19
工业建筑(2022年4期)2022-07-27
安徽建筑大学学报(2022年3期)2022-07-06
作文周刊·小学一年级版(2022年4期)2022-03-07
中国工程机械学报(2019年6期)2019-12-31
家庭百事通·健康一点通(2019年7期)2019-08-16
妇女生活(2018年6期)2018-06-23
制造业自动化(2017年2期)2017-03-20
专用汽车(2016年7期)2016-11-23
中国高新技术企业(2016年4期)2016-11-19
