
起重机臂架用高强韧性HSM960 无缝钢管的开发
2021-03-09 01:32宋光鑫夏文斌
钢管 2021年5期
周 勇,宋光鑫,夏文斌
(衡阳华菱钢管有限公司,湖南 衡阳 421001)
近年来,随着风力、核电、化工等大型工程建设的大力开展,对工程机械的应用也越来越多,并且要求也日益提高,尤其促进了大吨位履带式起重机的崛起。美国Bigge 公司为AP1000 核岛吊装而推出的最新一代模块化环轨起重机——7 500 t 级125D AFRD,可以代替多台起重机的组合吊装作业,最大起重可达7 500 t,为世界第一“大力士”,而我国的履带式起重机发展迅速,徐州工程机械集团有限公司(简称徐工)、中联重科股份有限公司(简称中联重科)和三一集团有限公司(简称三一)也先后推出4 000 t 的“大力士”[1-3]。起重机的大型化发展,对使用材料的性能也提出更高的要求[4]。2005年以前,国内大吨位履带式起重机所需要的高强度钢管主要依靠进口,进口的高强度钢管不但价格昂贵而且使大国重器受制于人,严重地影响了新产品的开发与生产。目前,以衡阳华菱钢管有限公司(简称衡钢)为代表的国内钢管生产厂家已开发了系列产品替代了进口,如衡钢研发的HSM770、HSM890,宝山钢铁股份有限公司研发的890 MPa级钢管等[5-11],在徐工、三一和中联重科等得到了广泛应用,同时GB/T 30584—2014《起重机臂架用无缝钢管》也正式把890 钢级纳入。衡钢近几年臂架管的年产量突破了3 万t,衡钢还率先开发了新一代HSM960 系列臂架管[12]。这里重点介绍衡钢HSM960 臂架用无缝钢管的工艺及产品特点。
1 性能特点及主要技术要求
1.1 技术特点
液压履带式起重机是一种高层重型建筑施工用的自行式起重机,是工程机械中技术含量高,制造工艺复杂,具有独特性能的起重作业产品,它具有起重能力相对大,转弯半径小,可吊重行走,履带对地面比压小,对环境要求低,作业稳定性好,桁架组合可自由更换等特点,广泛应用于搭建桥梁、安装发电设备、安装炼油设备、架设风力发电机组以及建设海上工作平台等施工项目[8-9]。
组合臂架作为液压履带式起重机一个重要的承重部件,是其承载和输送的关键部位,臂架由3~12 m 的无缝钢管一节节焊接组合而成,目前最大吊重能力达4 500 t,吊重高度可达226 m,最大工作半径为164 m。起重机臂架管需要有高强度、高韧性和较高的低温冲击韧性,同时还必须有良好的焊接性能以及优异的直线度和表面质量,因此起重机臂架用管是高技术含量、高附加值钢铁产品[9]。目前履带式起重机的吊装吨位为55~7 500 t,从技术应用和经济安全角度考虑,根据起重机的不同吨位和起重机的不同部位应用特点,一般使用不同钢级的无缝钢管。一般而言最大吊重能力超过300 t的起重机被称为超大吨位起重机,而随着起重设备的大型化和本身轻量化的要求,开发更高钢级材料已日趋迫切,目前屈服强度大于960 MPa 的起重机臂架管研发已成熟[12-13]。
1.2 主要技术要求
根据大型起重机臂架用高强韧性无缝钢管的使用条件和用户的具体要求,与用户签订了HSM960无缝钢管试用技术协议。技术协议主要包括:钢管的化学成分、力学性能指标、几何尺寸、表面质量、探伤方式要求等。
1.2.1 化学成分
钢管的化学成分要求主要考核焊接性能,所以Ceq≤0.58%;由于钢管强韧性要求较高,所以合金含量相对较高,并且为保证焊接性能,一般w(C)≤0.20%,同时,为保证良好的强韧性匹配,对材料的残余元素和气体含量也有较高要求。具体的成分设计由钢管生产厂家完成。
1.2.2 力学性能
钢管力学性能主要是规定了屈服强度≥960 MPa,-40 ℃冲击功≥50 J。保证臂架在使用中具有较高的强度和良好的韧性。臂架是起重机的关键部件,其安全性和可靠性应放在首要位置。
1.2.3 几何尺寸
由于臂架制作是由多支钢管焊接在一起,所以其对钢管的几何尺寸要求也较高,特别是钢管的直度要求较为苛刻,要求外径公差±1%D,壁厚公差-10%t~+12.5%t,不圆度不超过外径公差的70%,全长弯曲度不大于全长的0.10%或10 mm,局部弯曲度不超过1 mm/m。
1.2.4 表面质量要求
内外表面不允许有裂纹、结疤、分层、折叠、轧折等质量缺陷,钢管外表面不允许有麻面、麻坑存在;管体和管端应按GB/T 12606—2016《无缝和焊接(埋弧焊除外)铁磁性钢管纵向和/或横向缺欠的全圆周自动漏磁检测》中的F2 级逐根进行漏磁探伤,或按GB/T 5777—2019《无缝和焊接(埋弧焊除外)钢管纵向和/或横向缺欠的全圆周自动超声检测》的U2 级进行超声波探伤检验合格。
1.2.5 焊接试验
钢管必须通过权威机构焊接性能评价,并且提供相应的焊接报告。
2 HSM960 起重机臂架管工艺研发
2.1 成分设计
虽然起重机臂架用管技术协议对钢管的材质没有明确的要求,但要求有足够的强度并具有很好的焊接性能,国外多采用C-Mn-W-V 系列钢生产。为了改善钢的焊接性能,提高冲击韧性和抗低温性能,一般采用降低C 含量和采用较高含量的合金化元素,C 含量控制在0.28%以下甚至更低。为了补偿降低碳含量对钢强度的影响,利用Mn、Si、Cr、Ni、Mo、Cu 等元素的固溶强化及W、V、Ti、Nb 等微合金化元素的析出强化和细晶强化、弥散强化。
基于上述看法,参照国外起重机臂架用管的化学成分,研发中采用低碳合金化成分设计原则,严格控制P、S 和五害元素的含量,减少带状组织等级,充分发挥Cr、Ni、Mo、W、V 优化配合作用,使材料在具有超高强度的同时具备良好的韧性,选用低碳,控制钢管碳当量。钢管具有较好的淬透性、淬硬性和良好的可焊接性能。钢的化学成分设计如下:w(C)≤0.22%,低碳设计是为了提高焊接性能;Mn 的质量分数为1.00%~1.80%,起固溶强化作用,可提高钢的强度和保持较好的韧性;少量添加W、Mo、Cr,起固溶强化作用,还可提高材料的回火稳定性,提高材料的刚度;Al 在冶炼过程中是作为脱氧剂添加的元素,同时可细化晶粒;V 起弥散强化作用。Nb 起细晶强化和弥散强化作用,提高钢的韧性,抗高温氧化性和耐蚀性,降低钢脆性转变温度,获得好的焊接性能和成型性能。钢中的S、P 降低钢的塑性,因此要求其含量越低越好;五害元素As、Sn、Pb、Sb、Bi 从多方面降低钢的性能,也必须从严控制。同时降低钢中的有害[H]、[O]气体含量。根据以上设计思想,设计HSM960 钢的化学成分,内控成分要求见表1。

表1 HSM960 钢的内控化学成分(质量分数)要求 %
2.2 炼钢生产工艺
炼钢生产工艺流程:100 t 电炉冶炼→炉外精炼→Ф350 mm 弧形连铸→切割→堆垛→入库。
2.2.1 钢中残余有害元素控制
为保证钢管性能,必须严格控制钢中五害元素含量。控制钢中有害元素,要从精料入手,对废钢进行严格的分选。起重机臂架用管钢坯的炉料组成为:优质铁水60%+优质废钢(料头等)30%+返回废钢10%。装配料时,对钢中残余有害元素进行了稀释,保证了钢中有害元素w(As)≤0.020%,w(Sn)≤0.015%,w(As+Sn+Pb+Sb+Bi)≤0.035%。
2.2.2 钢中易氧化元素控制
Al 是易氧化元素。LF 钢包精炼炉前期加Al 主要用于钢中脱氧,为保证钢中Al 含量,必须严格控制Al 的加入时间、加入方式。当钢水充分脱氧还原经VD 真空精炼炉真空处理后,向钢中喂入Al 线,使钢中Al 含量达到成分要求的中上限,保证了成品Al 含量。
2.2.3 保护浇铸
采用保护浇铸减轻了Al 元素的氧化程度,采用自动开浇技术和大包到中间包的长水口,中间包到结晶器的浸入式水口,结晶器中钢液表面加保护渣等保护浇注措施,防止钢液吸气和二次氧化。同时,浇铸过程采用大包下渣自动检测技术,控制大包的下渣量,纯净了中间包钢液。
2.2.4 结晶器电磁搅拌
电磁搅拌(简称EMS)是20 世纪60—70 年代日本和欧洲率先在连铸上试验并获得工业应用的一种冶金新技术,在改善钢水凝固过程中的流动和传热、合金元素的均匀分布以及提高铸坯内部质量方面起着十分重要的作用。在连铸前通过电磁搅拌可起到提高铸坯等轴晶率、促使钢液中夹杂物上浮及改善钢的成分偏析的作用。电磁搅拌电流420~500 A,频率3~4 Hz,电磁搅拌参数的优化设定可以更好地细化晶粒,改善钢坯质量。
2.3 制管工艺
制管工艺流程为:坯料检验修磨→管坯锯断→环形炉加热→二辊锥形穿孔机穿孔→三辊轧管机轧管→脱棒→步进式加热炉再加热→微张力定(减)径机定(减)径→矫直→检测理化性能→人工检验→涡流探伤→复检→喷印→称重→包装入库。
选用Φ244.45 mm×30 mm 规格作为生产技术总结,生产机组为Φ340 mm MPM 连轧管机组。
HSM960 钢由于合金元素较多,热变形温度范围窄,容易产生加热缺陷。为避免因高温快速加热引起的热应力使坯料内部产生裂纹,采取低温慢速加热方式,最高加热温度不超过1 300 ℃,均热段温度控制在1 280 ℃左右,加热时间为90~120 min,加热均匀。穿孔机保证钢管壁厚均匀,选用良好的合金钢专用顶头,保证钢管内表面质量。连轧选用表面无缺陷的芯棒轧制,做好石墨润滑,壁厚偏差按±10%S 控制,同一横截面上壁厚差ΔS≤1.5 mm,定径前使用高压水除鳞,要求高压水水压不低于20 MPa,喷嘴无堵塞现象,设备工作正常,保证热轧钢管表面无麻面。
2.4 成品热处理
HSM960 钢是一种低碳多合金钢,为了获得良好的综合性能,必须对热轧钢管进行调质热处理。根据对该钢的基础研究得知,其相变点Ac1为754℃,Ac3为874 ℃。结合生产的实际情况,利用试验室小炉子试验,设计不同淬火+回火温度和时间的正交试验方法,优选出最佳热处理工艺:淬火温度(930±10)℃,保温时间30~35 min,淬火水冷时间70 s;回火温度(620±8)℃,保温时间45~55 min。加热温度和保温时间均会对产品的性能产生较大影响,在工艺过程中应进行严格控制[6]。
现场热处理调质采用的内喷+外淋+半浸入式+钢管旋转淬火,选用较大的外淋水和内喷水流量。钢管热处理工艺控制要点为:①保证淬火和回火加热均匀,钢管在炉内不弯曲,淬火和回火的全长温度偏差分别不超过12 ℃、8 ℃;②水淬压辊、托辊与钢管的中心线平行,且钢管的中心与喷嘴重合;③水淬时主要是保证钢管淬火均匀,从而保证水淬时钢管的直度和管端的椭圆度。
3 生产小结
3.1 炼钢及坯料检验
该钢种的特点是合金元素含量较多(包括Si、Mn、Cr、Mo、V、W、Nb、Al),C 元素控制范围较窄,拉坯阻力相对较大。成品化学成分见表2。

表2 HSM960 钢连铸坯化学成分(质量分数) %
从以上结果可以看出:生产的管坯成分符合设计要求,并且气体含量较低,管端的低倍组织较好,疏松较低(0.5),无低倍裂纹。
3.2 成品尺寸精度
逐支人工检验,发现外径D 为243.8~246.5 mm,平均244.6 mm;壁厚S 为29.3~30.4 mm,平均29.8 mm。外径和壁厚精度符合内控要求。
3.3 性能和组织
3.3.1 金相组织
HSM960 臂架钢管的金相组织如图1 所示,组织为回火索氏体+少量的贝氏体,组织均匀,晶粒度9 级,夹杂物级别(表3)较低,钢的纯净度较好。
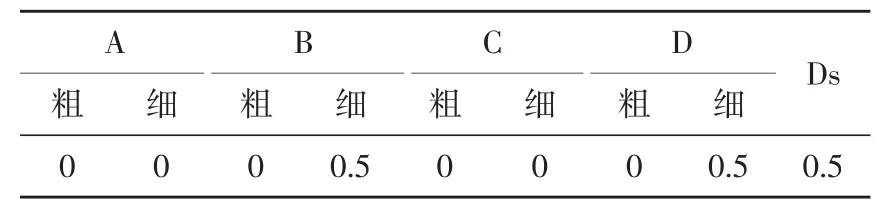
表3 HSM960 臂架钢管夹杂物等级 级
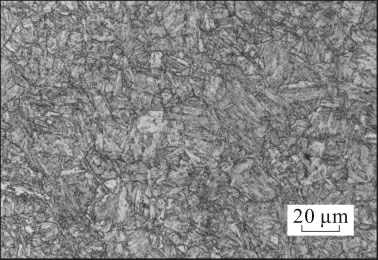
图1 HSM960 臂架钢管金相组织
3.3.2 机械性能
成品HSM960 臂架钢管调质后的屈服强度、抗拉强度、伸长率以及冲击功见表4,均符合要求。韧脆转变曲线如图2 所示,可以看出,HSM960 起重机臂架管的韧脆转变温度在-50 ℃以下,可以在寒冷地区使用。

表4 HSM960 臂架钢管力学性能
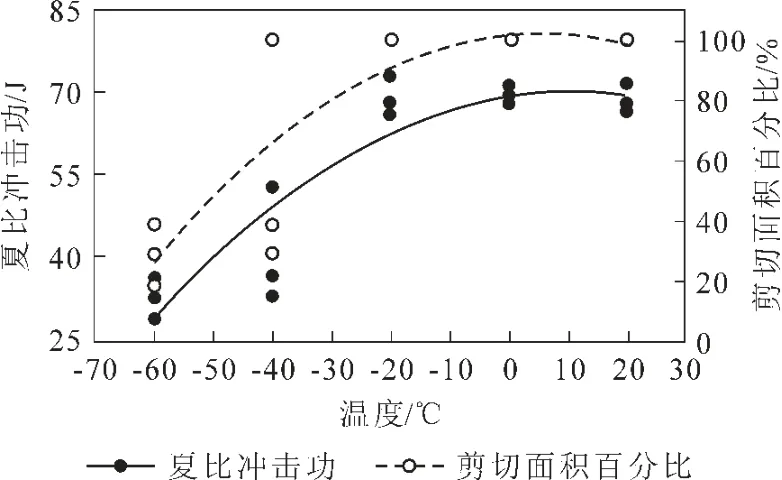
图2 HSM960 臂架钢管韧脆转变曲线
3.3.3 焊接性能
经权威测试中心检测衡钢生产的HSM960 臂架管焊接性能评价试验结果表明该钢管焊接后室温拉伸试验合格,侧弯、面弯、背弯等弯曲试验合格,-20 ℃及-40 ℃低温冲击试验合格。HSM960臂架钢管焊接评定试样低温冲击性能结果见表5。
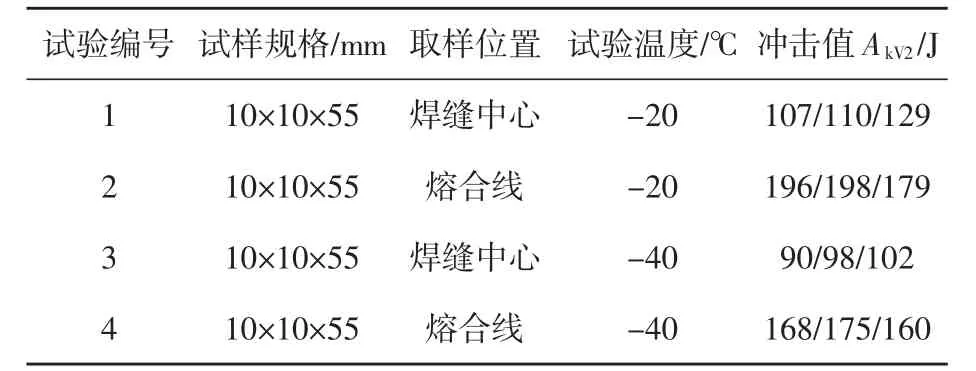
表5 HSM960 钢管焊接评定试样低温冲击性能结果
4 结语
(1)衡钢自主开发和生产的HSM960 臂架管采用了低碳多合金强化设计思路,生产的HSM960 臂架管实现了较高强度和良好的塑性、韧性的配合,产品质量水平处于国际领先水平,能满足工程机械行业对大吨位起重设备快速发展的需求;
(2)“优质铁水+电炉冶炼+VD 真空精炼+Φ340 mm MPM 连轧管机组轧管+调质热处理”工艺生产的起重机臂架用HSM960 臂架管,其钢质纯净、钢管组织和综合性能良好,完全能够满足4 000 t 以上履带式起重机臂架用高强度无缝钢管的使用要求;
(3)HSM960 臂架管坯料冶炼过程中的电磁搅拌电流为420~500 A,频率3~4 Hz,钢管热处理过程中淬火温度(930±10)℃,保温时间按2.0~2.5 min/mm 进行计算,回火温度(620±10)℃,保温时间按3.0~3.5 min/mm 进行计算,成品钢管具有细化的晶粒度、优异的强韧性和抗低温冲击性能,能满足各个工况下的使用条件;
(4)HSM960 臂架钢管经焊接后的室温拉伸试验、弯曲试验、冲击试验的检验结果符合JB 4708—2000《钢制压力容器焊接工艺评定》及相应技术要求。无缝钢管材料配套的焊接工艺为用户合理焊接使用HSM960 臂架钢管构建了良好保障。
猜你喜欢
建材发展导向(2021年22期)2022-01-18
建材发展导向(2021年10期)2021-07-16
中国工程机械学报(2019年6期)2019-12-31
中国特种设备安全(2018年10期)2018-12-18
电子制作(2018年10期)2018-08-04
石油化工建设(2018年2期)2018-07-11
制造业自动化(2017年2期)2017-03-20
专用汽车(2016年7期)2016-11-23
大连理工大学学报(2016年5期)2016-10-12
船舶标准化工程师(2015年5期)2015-12-03
