
接坯辊道刚度分析与改进优化
2022-02-11 09:49杨青松夏丽华李贵生
中国重型装备 2022年1期
杨青松 夏丽华 李贵生
(二重(德阳)重型装备有限公司,四川618000)
辊道是轧钢车间输送钢坯的主要设备,其中接坯辊道用于接送从连铸车间运输来的坯料。某钢铁企业1780 mm热轧线接坯辊道在出厂检测发现变形过大,可能引起生产过程中辊道在运送板坯时工况不稳定。这种情况下,容易造成板坯对辊子发生较大冲击,降低辊子使用寿命和板坯质量,甚至还会引起辊道底座螺栓逐渐松动,影响正常生产[1]。为解决这一问题,结合现场施工条件,在接坯辊道下方的基础上增设支撑装置,从而提高辊道自身刚度。
1 接坯辊道工作原理
接坯辊道分布在加热炉入炉端和出炉端,主要由辊子、辊道架、液压缸、滚轮、固定支座、电机等组成,用于接送从连铸车间运输来的板坯,其结构如图1所示。
接坯辊道右端通过销轴铰接,左端可通过液压进行顶升。工作时,液压缸动作调整辊道左端向下倾斜一定角度,使辊道左端支承在固定支座上,待板坯运输到接坯辊道左端辊面上后,液压缸再动作带动滚轮顶升辊道,使辊道面水平,然后运送板坯致后面辊道。接坯辊道的部分工艺参数如下:
辊距:1200 mm
辊子数量:13个
板坯宽度:800~1650 mm
板坯长度:4500~11000 mm
板坯最大重量:32.56 t
辊道自重:58.5 t
辊道总长:15 320 mm
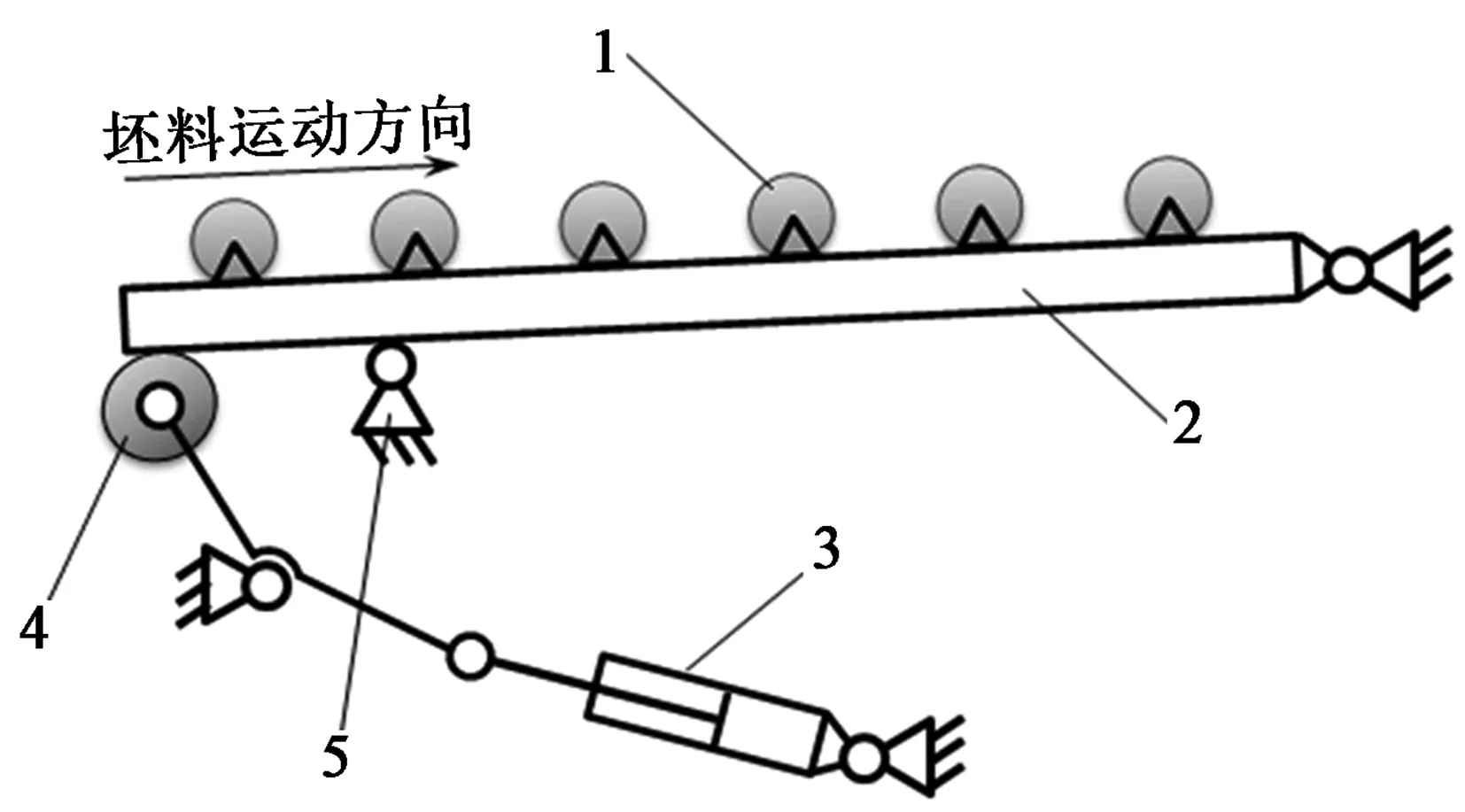
1—辊子 2—辊道架 3—液压缸 4—滚轮 5—固定支座图1 接坯辊道结构示意图Figure 1 Configuration of transmission roller table
2 问题分析与改进措施
2.1 存在的问题及分析
某钢铁企业1780 mm热轧线在出厂检测时,发现装配后的所有接坯辊道空载均存在变形过大的情况,最大变形达到9 mm。技术规范中要求的空载辊面验收标准为±1 mm,后期辊子安装时,辊道架过大的变形难以通过垫片调整来补偿,从而使辊面标高无法达到验收要求。接坯辊道变形大小主要是由辊道架自身刚度决定,辊道架刚度一般可通过增加钢板厚度、增加辊道架高度、增设加强筋等措施来提高,但辊道架已制造完成的情况下,难以通过这些方式来实现。接坯辊道存在刚度不足的问题会直接影响设备运行的稳定性,引起板坯与辊子发生较大冲击,造成辊子磨损加重,甚至带来安全隐患。
2.2 优化与改进措施
解决接坯辊道刚度问题应考虑设备运行的所有工况。运行过程中,接坯辊道存在倾斜与水平两种工况,两种工况均可简化为一种带悬臂的简支梁结构,如图2所示,B点为铰接支点,水平工况下A点为液压支承,倾斜工况下A点为固定支承,接坯辊道变形量最大的位置为两支撑铰中心,即图中C点。但辊道水平工况下的a值较小(水平工况a=1765 mm,倾斜工况a=4320 mm),中心C处的挠度更大,车间现场检测空载下的最大变形量为9 mm,所以提出的改进措施要优先保证水平工况的变形量满足要求。
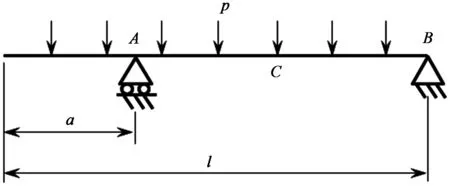
图2 接坯辊道结构简图Figure 2 General structure of transmission roller table
接坯辊道变形过大主要是由辊道架刚度不够造成的,在辊道已经制造成型的情况下,难以通过增加板厚或加强筋的方式提高刚度。所以,提出了在中心C点下方直接增设支撑装置的方案,在水平与倾斜工况下支撑装置均施加支承力,但要考虑倾斜工况下支承力不宜过大,避免出现A点与固定支承不接触的情况。支撑装置方案如图3所示,支撑装置中的缓冲器安装在基础上,轮子安装在辊道架上,辊道水平或倾斜时,轮子均压紧缓冲器。由于接坯辊道在宽度方向上对称,故在C点下方设置两组支撑装置。当接坯辊道水平时,缓冲器压缩k1,缓冲力F1;当接坯辊道倾斜时,缓冲器压缩k2,缓冲力F2。
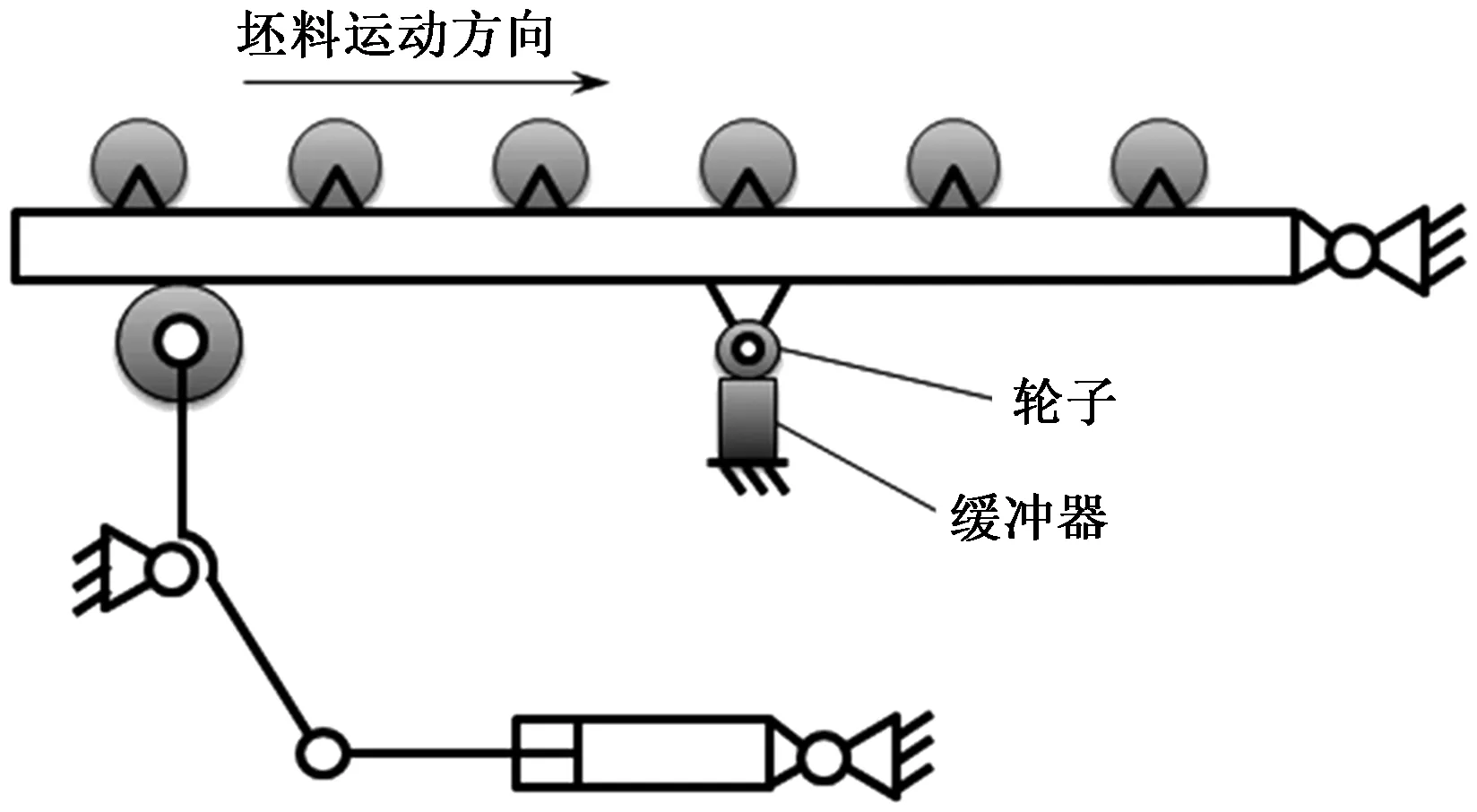
图3 支撑装置结构示意图Figure 3 Configuration of supporting device
根据接坯辊道结构布置图2,LBC=5900 mm,辊道倾斜工况角度约1.16°,现计算辊道水平到倾斜时缓冲器压缩量变化值d为:
d=k2-k1=LBC·tan1.16°≈120 mm
空载时,接坯辊道仅受自重G,假设A点支反力FA=0,接坯辊道另一端完全支承在C点上,计算此处每个缓冲器支反力FC:
考虑支撑装置只是为了提高辊道刚度,辊道的主要重量依然由支点A、B承受,在满足条件下尽可能设置较小的支撑结构。所以,本方案选择每个缓冲器在辊道水平时压缩行程为200 mm,静载荷约110 kN,在辊道倾斜时压缩行程为320 mm,静载荷约180 kN。即辊道水平时支撑装置可提供的支承力为F1=110 kN,辊道倾斜时支撑装置可提供的支承力为F2=180 kN。
3 有限元仿真校核
3.1 接坯辊道仿真模型
通过分析可知,接坯辊道在水平工况下刚度较弱,故以此工况建立三维模型,运用大型有限元软件Abaqus进行刚度与强度仿真分析。仿真计算时,将辊子、电机、盖板、配管等自重均施加在辊道架上,以最大板坯重量作为载荷条件,同时考虑辊道上的板坯存在弯曲现象,加载时,极端情况下辊道中心C处只有两根辊子承受整个板坯的重量。另外,为提高仿真分析的工作效率,采用半模型进行计算,如图4所示。

(a)空载时
3.2 有限元仿真结果
通过仿真计算得到等效应力、应变云图,如图5~8所示。由结果可知,接坯辊道最大变形量均发生在两辊道中心位置,最大等效应力与最大竖向变形见表1。
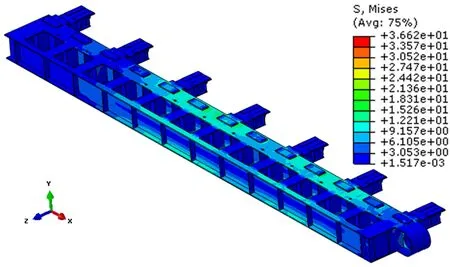
图5 空载时等效应力云图Figure 5 Equivalent stress nephogram without load
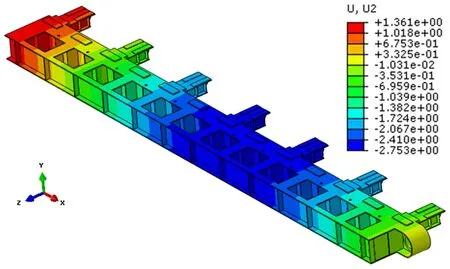
图6 空载时竖直方向变形云图Figure 6 Vertical deformation nephogram without load
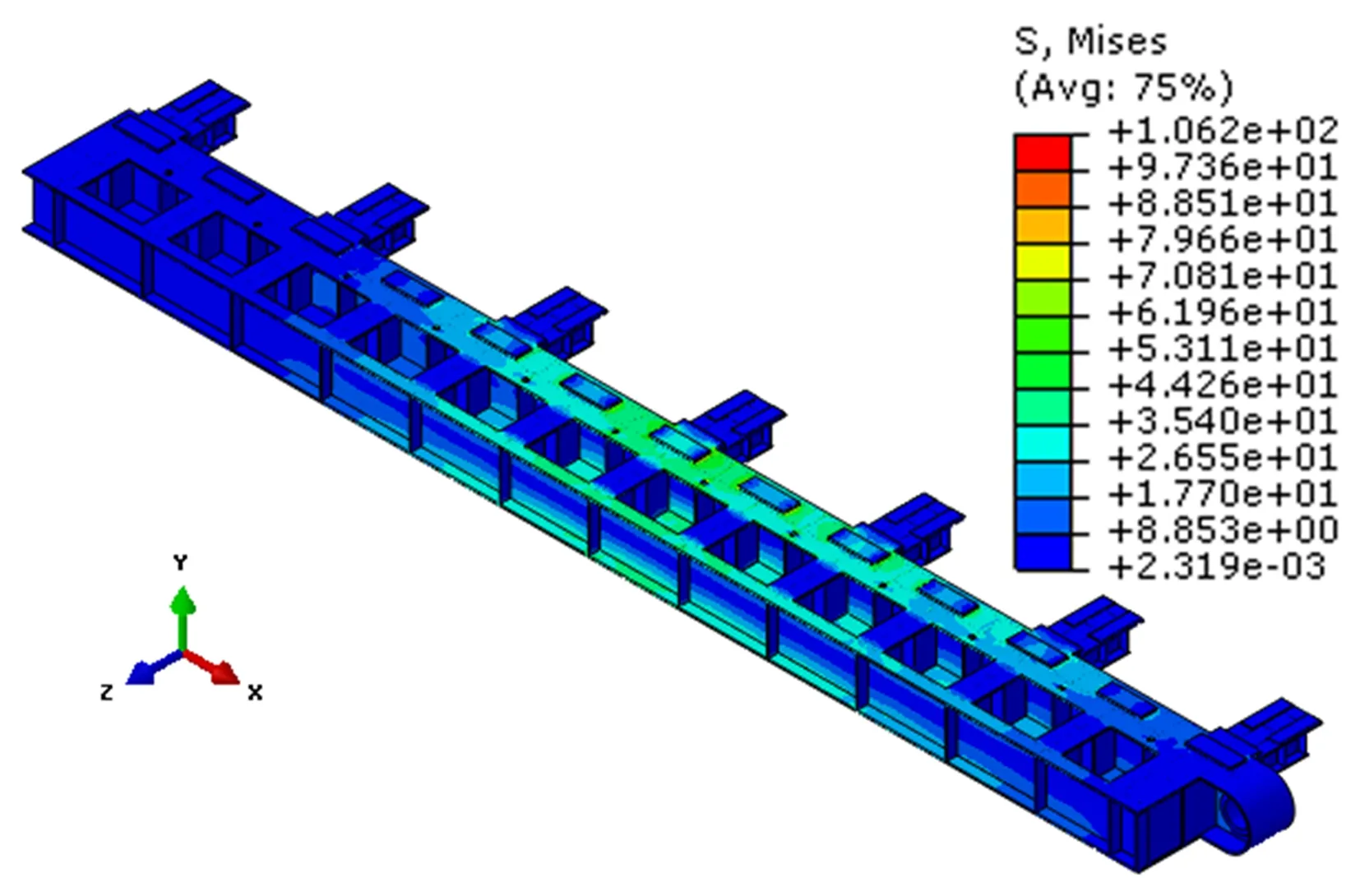
图7 板坯运输时等效应力云图Figure 7 Equivalent stress nephogram in the condition of slab transmission
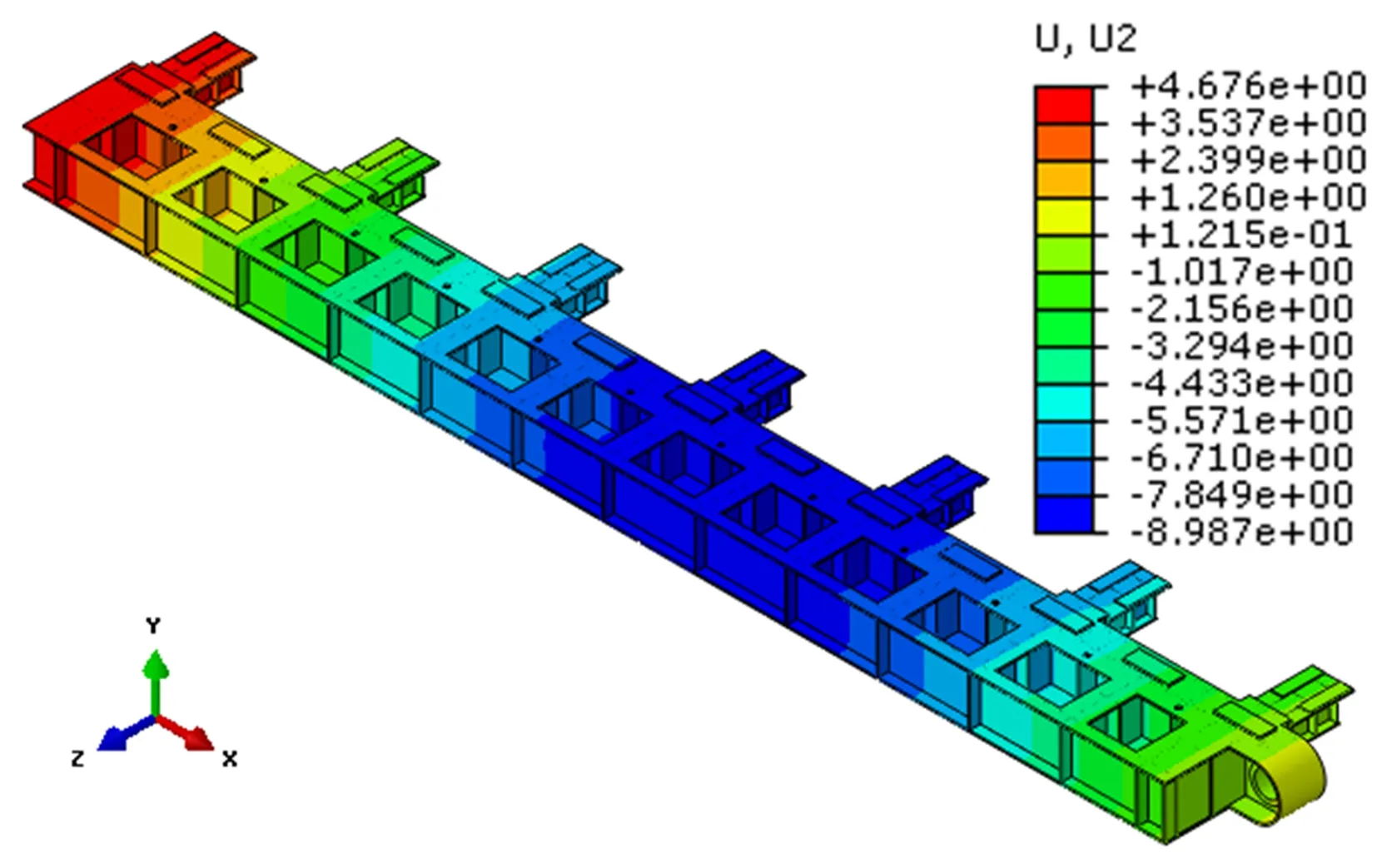
图8 板坯运输时竖直方向变形云图Figure 8 Vertical deformation nephogram in the condition of slab transmission
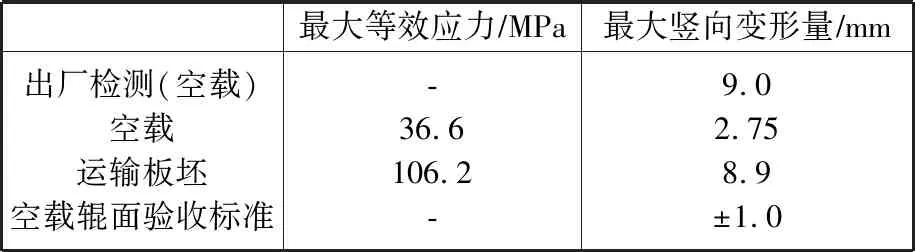
表1 有限元仿真应力与变形极值Table 1 Finite element simulation of stress and deformation extremum
从计算结果可以看出,增加支撑装置对改善接坯辊道刚度有显著作用,辊道中心最大变形由空载的9 mm减小到2.75 mm,大大降低了辊道架的变形,后期现场安装时,很容易通过垫片调整达到辊面标高要求。同时,所有工况下的应力水平都控制在材料许用范围内,安全系数高。
4 结语
对1780 mm热轧线接坯辊道在出厂时提出的增设支撑装置方案,大大提高了辊道刚度,方便后期通过垫片调整来满足辊面标高要求;通过有限元仿真计算对改进方案进行验证,使产品最终满足用户要求。此外,采用支撑装置方案对以后的接坯辊道设计具有一定指导意义。
猜你喜欢
科学技术创新(2022年26期)2022-09-26
数字技术与应用(2021年10期)2021-11-19
科学技术创新(2021年13期)2021-05-16
宝钢技术(2021年2期)2021-05-10
商品与质量(2021年17期)2021-04-23
中国金属通报(2020年10期)2021-01-06
鞍钢技术(2020年3期)2020-06-22
新商务周刊(2019年12期)2019-08-08
汽车实用技术(2018年13期)2018-07-26
建筑工程技术与设计(2015年22期)2015-10-21
