掘进机回转支承常见故障分析及预防措施研究
2022-03-24 06:46尹凤贵
机械管理开发 2022年1期
尹凤贵
(山西潞安化工集团有限公司常村煤矿, 山西 长治 046012)
1 掘进机回转支承简介
目前,随着科技不断发展煤矿所用机械设备也得到了很大改善,由于矿内井下的开采技术越来越成熟,因此,掘进机在生产中起着至关重要的作用,并且具有操作方便、安全、实用性强、工作可靠等许多优点,因此得到了广泛应用。
掘进机所有部件中回转台位于核心部位,特别是在机器运转时发挥着无可替代的重要作用,它身上承载重量极大甚至可达几十吨的截割部,而且他还位于截割部和本体部的中间位置,截割部可以来回摇摆运转的关键就是依靠回转支承,基于此,回转支承使用时间的长短影响着回转台的使用寿命。掘进机回转支承安装示意图如图1 所示。掘进机在工作时,所受到的来自岩石和煤壁冲击给截割头的力都作用于回转台,所以回转台是整个机器中受到冲击力最大的部位。由于冲击不规律且强度高极易使回转支承受到破坏,所以要求掘进机的回转台和回转支承要有很大的支撑强度。而且在运转中出现问题时,一定要及时检查。首先掘进机这个机器本身就十分复杂且不灵便,其次需要它的工作环境也是十分复杂且情况多变的,致使对其进行维修的环境小,所以给维修工人的工作带来很大困难。为了减少出现事故,保障够工作正常进行,需根据以往因为回转支承而发生的问题和故障进行分析的基础上找到合理的解决办法,从而使回转支承的使用时间得以延长。
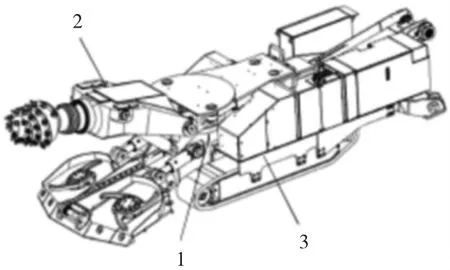
图1 掘进机回转支承安装示意图
2 回转支承的形式
2.1 结构形式
组成回转支承的部件有套圈(内、外圈或上、下圈)、滚动体、隔离块、密封带和注油嘴等,其按照结构的形式差异可以划分成4 种,01 系列为单排四点接触式;02 系列为双排异径球式;11 系列为单排交叉滚柱式;13 系列为三排滚柱式。该结构形式在我国机械行业标准JB/T 2300-2011 中已明确规定[1]。
2.2 安装孔形式
回转支承根据安装孔的异同所划分的4 种形式,分别是内、外圈安装孔均为光孔;内、外圈安装孔均为螺纹孔;内圈安装孔为螺纹孔,外圈安装孔为光孔;外圈安装孔为螺纹孔,内圈安装孔为光孔。
2.3 安装配合形式
回转承可以依据不同的组装方式划分为标准型无止口和标准型有止口。
3 回转支承损坏故障分析及解决措施
矿厂选用的掘进机的回转支承通常都使用的是下页图2 展示的单排四点接触球式回转支承(01 系列)。选择这一类型的原因是其没有较复杂的结构、安装的技术要求也较低、结构强度高、运转起来也不容易出现故障。而且掘进机生产厂家会综合机器的特殊要求情况等去自己设计,两侧的安装孔都需使用固定性极强的光孔模式,使用强度很大的螺栓直接把回转支承的内外圈固定在机架上。因为矿井下环境复杂,回转支承如使用时没有得到很好的保养,再者由于生产和安装方式的影响,有可能在工作中出现套圈断裂、滚动体散落等突发情况,这样就会极大地阻碍回转支承功能的发挥,导致掘进机暂停工作。基于此就需要在机器制造、组装、防松、维修等方面去分析回转支可以承担破坏的情况,然后提出行之有效的措施。
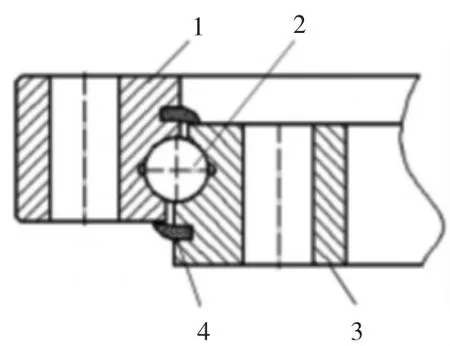
图2 单排四点接触球式回转支承
3.1 回转支承的加工质量
目前,我国生产轴承以及回转支承此类型的零部件技术相较于国外还有差距,而且部件的生产供应商在加工、制造上也有很大不同,使生产出的回转支承有一部分在生产时就存在缺陷,使其使用寿命大打折扣。
如何避免在生产时造成的缺陷,提高回转支承的质量,就必须提高材料和工艺的标准。滚动体的组成主要有钢球和圆柱滚子两种,制作这两种滚动体的材料选择和计算其公差等级等都可以借鉴GB/T 308 和GB/T4661 的有关资料;隔离块大部分情况下都会选用聚酞胺1010 树脂,可参考HG/T 2349;密封带的材料选择SN7453 型的丁睛橡胶,可参考HG/T 2811;注油嘴即油杯,可参考JB/T 7940.7[2]。
回转支承最多出现的问题就是套圈断裂,所以对套圈进行了详细的分析。由于掘进机对回转支承外部尺寸略大,但是其内圈的直径却小于等于1 m,所以更要将选材阶段牢牢把关,大部分的工厂都选择42CrMo,SCrMnMo,50Mn 或者必这些材料性能更好的专用高碳铬钢。对材料进行加热后要使其硬度(HBW)必须处于207~262 之间,正火状态下的硬度(HBW)达到187~241,套圈滚道一定要实行淬火处理,使其的硬度(HRC)能够在61~65 之间。
3.2 回转支承的装配工艺
3.2.1 装配
回转支承按其重量大小来看属于特大型的轴承,由于体积巨大在加工过程中,容易出现回转承套圈内外出现淬火的软带,这就需要在对其进行安装时加以观察,假如没有注意软带,把软带安装在了负荷区域内,就会使软袋受损,所以必须将其安装在非负荷区域。安装时潜规则要求软带与悬臂的中心线处于垂直状态,还必须处于回转中心的76°~104°内,而且内、外圈的软带需位置相异,且相对180°,如图3 所示。

图3 回转支承正确安装位置
需清除掉回转支承结合面的污渍和异物后才能进行安装,而且对安装贴合面的平面度和粗糙度也有一定要求。表1 展示的是回转支承的安装面质量要求。

表1 回转支撑安装面质量要求
3.2.2 紧固件的选取
安装时,选择合适的紧固件也影响着回转支承能否正常使用。通常都会选择大于8.8 级强度的螺栓。而且基于矿井工作的特殊性,所以就要选择大于10.9 级强度的螺栓,如此就能保障紧固件的稳固,而且还要安装拧紧力矩。
3.2.3 防松方式
机器在运转时因为震动强烈导致导致紧固螺栓松也会造成回转支承损坏。所以要采取良好的措施来加固从而防止松动,规避由零件松动而引起的更严重的机器损害事故。其中防止螺栓松动时不能用弹性垫圈,以下方法用来针对螺栓松动:
1)使用nord-lock 防松垫圈;
2)选用有孔的螺栓(GB/T 32.1),在用低碳钢丝去以8 字型进行缠绕来防止松动;
3)加安双联防松的垫片,运用两个螺栓使其形成双联锁紧的模式,同时要把防松垫片贴向螺栓和所安面,以此来防松。
3.2.4 润滑
机器运转时回转支承会不停转动导致产生热量,为减少摩擦,快速散热,需定期滴入润滑油。且情况不同润滑油的选择也不同,选取时要依据负载强度、运行速度、使用工况等来进行选择。润滑油选取不当也会造成回转支承的使用时间缩短。矿井下掘进机的回转支承需选择3 号锂基润滑脂或者相同性能的其他润滑油。
一般把注油管和注油嘴相连接进行润滑油的注入,然后再手动帮忙。假如注油嘴坏掉或堵塞就不能正常加注润滑油,就需要进行检修、更换。
3.2.5 保养与维护
1)正常运转下,工作的第100 h 后需要对螺栓的预紧力进行检查,在此之后每400 h 进行一次检查,以此来确保回转支承固定螺栓不发生松动;
2)确保每运转100 h 就加注一次锂基润滑脂,避免回转支承摩擦力过大,假如加注的锉基脂未满足要求,就需要选取合适的润滑油脂,并做好记录;
3)使用时要维持密封带始终完好、整洁,在其出现破损时要马上更换;
4)维持齿面整洁,加注正确的润滑脂,注意观察啮合痕迹,确保啮合轨迹正确;
5)假如在机器运转时出现回转支承有异响、回转阻力过大,就需要停机检查,故障排除后才能继续使用。
4 结语
针对矿用掘进机的回转支承可能发生的故障进行了全面分析,并且对如何延长其使用寿命提出了行之有效的预防和解决办法,而且还对制作回转支承时的工艺要求以及装配质量和螺栓固定及防松性能的要求做了详细的说明和介绍,而且对如何进行检修、保养和维护进行了说明,给设备维修给了意见,而且还给非矿山设备回转支承的使用和维护提供了参考。
猜你喜欢
航空学报(2022年8期)2022-09-07
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
哈尔滨轴承(2022年1期)2022-05-23
组合机床与自动化加工技术(2022年1期)2022-01-27
动漫界·幼教365(小班)(2021年6期)2021-07-21
科学与财富(2021年33期)2021-05-10
小学生作文辅导·读写双赢(2017年4期)2017-09-13
中国新技术新产品(2016年20期)2016-12-08
山东工业技术(2015年21期)2015-11-04