微纳米三坐标测量机三轴垂直度误差测量及建模补偿
2022-05-26 02:29李瑞君何亚雄程真英黄强先
计量学报 2022年4期
李瑞君, 李 洁, 何亚雄, 程真英, 黄强先
(合肥工业大学 仪器科学与光电工程学院 测量理论与精密仪器安徽省重点实验室,安徽 合肥 230009)
1 引 言
高精密的机械零部件广泛用于航空航天、国防军事、医疗器械等领域中,为保证其加工精度,对测量所需的三坐标测量机提出了高精度的要求。三轴正交式的坐标测量机包括21项几何误差[1],其中3项垂直度误差是在测量机制造、组装过程中产生的,现有的工艺无法完全消除。垂直度误差会直接影响空间定位并对测量造成角度及位移偏差[2],且随着测量行程的增大而增大,因此有必要对垂直度误差进行测量并补偿[3~6]。
目前,垂直度误差测量方法分为直接测量法和间接测量法[7]。直接测量法主要通过安装在垂直轴上的标准件表征垂直度误差[8,9],通常将花岗岩或铸铁等制成的机械方块作为直角标准量,以一轴为基准轴,利用千分表测得另一轴直线度误差,然后求出直线度误差和运动行程的比值获得两轴的垂直度误差。沈阳机床有限公司用0级直角尺和平尺作为标准件,采用0级千分表测得TH5616A卧式机床轴间垂直度误差,该测量方法线性分辨力达1 μm[9]。直接测量方法原理简单,但是测量精度受标准件限制且易引入人为误差。为规避测量中的外界误差及提高测量灵活性,一些学者研究了多种间接方法用于垂直度误差测量。厦门大学使用Renishaw激光测量系统测量伺服平台两轴垂直度误差[10],该方法用激光干涉仪和直角反射镜组合测量两轴直线度并得出垂直度误差结果;整套测量系统精度高、方法灵活,但光路调整复杂且测量时间长,价格昂贵。考虑到垂直度误差为轴间关系,能直接体现到两轴联动轨迹中,基于多轴联动的对角线测量与建模解耦结合的方法[11~13]可用于垂直度误差测量,如天津大学采用激光干涉原理测量立柱式三坐标测量机面对角线;合肥工业大学任永强和上海交通大学杨建国则利用多普勒位移测量仪测量机床三轴所围成立方体的体对角线,然后根据联动定位误差模型计算得出垂直度误差。该类测量方法灵活,调整和测量方便,但需要建立复杂的数学模型,在同其他误差解耦过程中会影响垂直度误差计算精度,相比文献[8]直接测试法的测量精度大约低12%左右[14]。天津理工大学在对关节臂坐标测量机X、Z轴垂直度误差[15]测量时,通过对高精度方盒X、Z向直角线的直线度误差测量得到X、Z轴间垂直度误差;天津大学通过三坐标测量机测量L型球列得到拟合球心直线[16]推算出轴间垂直度误差。通过测量被测物表征垂直度误差的方法可用于在线测量中误差的快速实时测量,但坐标测量机自身其他误差及被测件精度均会影响垂直度误差测量精度。间接测量方法灵活性强,但直接测量法结果更为可靠[17]。
针对本团队研发的微纳米三坐标测量机,提出了基于光电位置敏感器件(PSD)的垂直度误差直接测量方法,对微纳米三坐标测量机的垂直度误差进行了测量,并建立了三轴的垂直度误差补偿模型。通过测量0级标准量块厚度,证明了模型的正确性和有效性。该测量和补偿方法具有精度高、操作方便及结构简单的特点,可用于其他三轴正交式坐标测量机和机床。
2 原理及方法
2.1 垂直度误差测量原理及方法
垂直度误差测量原理如图1所示,整个测量系统由激光器、五角棱镜和PSD组成。利用一束与一轴(设为X)运动方向平行的激光,通过五角棱镜使该激光方向转折90°,转折后的激光出射方向为Y轴的参考轴;将PSD安装在Y轴运动平台上,使激光入射到PSD的中心位置,将Y轴运动平台从零点移动到行程末端,等间隔记录PSD的读值;这些读值首尾连线拟合出一条直线就是Y轴实际运动轴,该运动轴与Y轴参考轴的夹角即为两轴垂直度误差。令三轴间垂直度误差分别为αxy,αxz,αyz,误差角度大于0°为正,小于0°时为负。
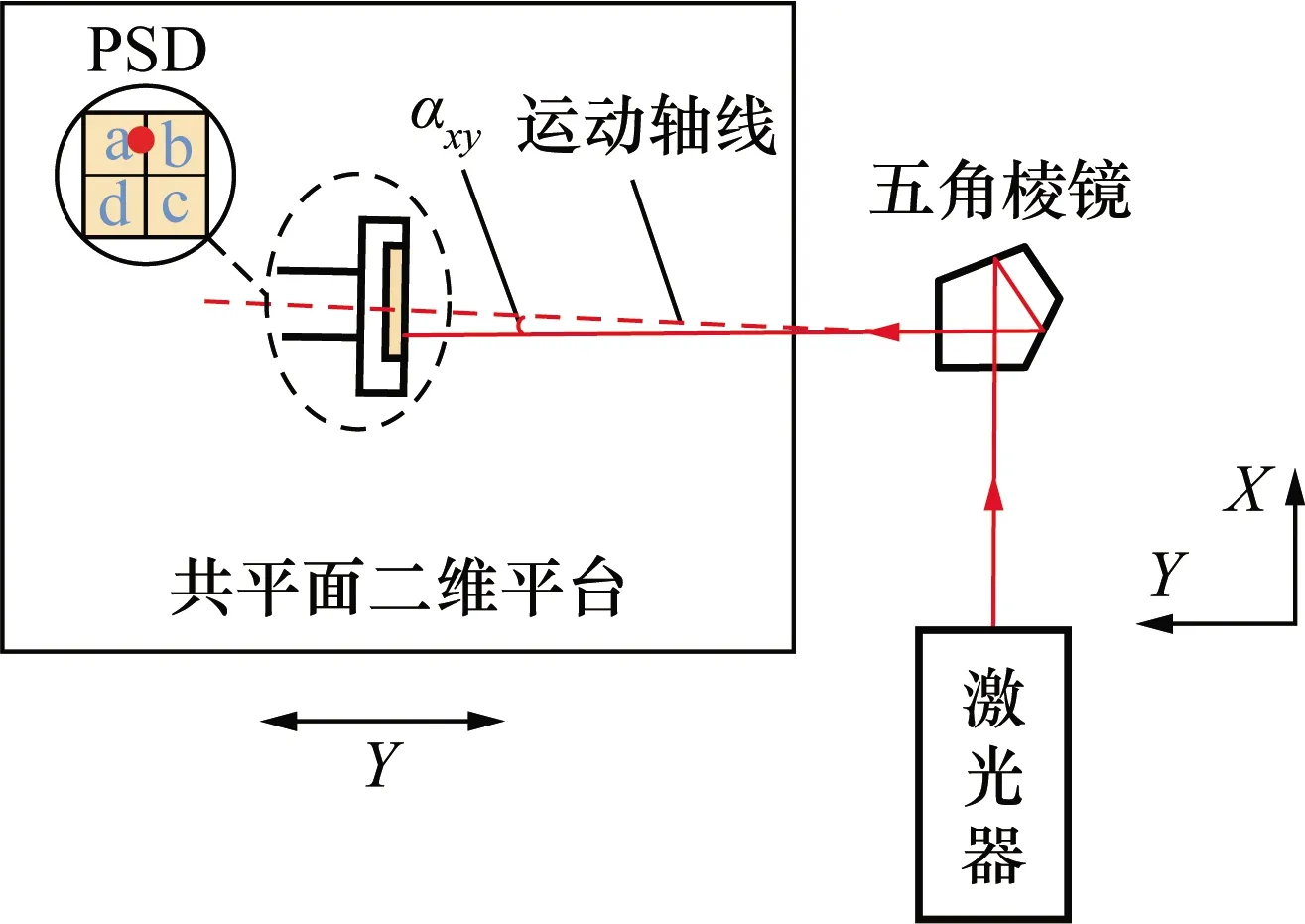
图1 垂直度误差测量原理图
在垂直度误差测量系统中,设PSD线性分辨力为a/μm,线性移动台行程最大值设为L/mm,角度分辨力设为r/(″),则有:
(1)
实验中所用PSD线性分辨力为0.3 μm,线性移动台行程为18 mm,所以角度分辨力约为0.06″。同理当线性移动台行程更长时,测量系统分辨力更高,如行程为1 000 mm时,其分辨力达到0.001″,相较于一般直接测量法,该测量方法分辨力提高了几倍[9]。
2.2 五角棱镜偏转角误差测量方法
由于五角棱镜不可避免地存在制造误差,使得五角棱镜转折的光线角度与公称值90°存在一定的偏差角度,所以在测量前需将五角棱镜的实际偏转角测量出来。设五角棱镜引入的角度偏差值为αp,通过差分的方式可以将其测量出来,方法如图2所示。
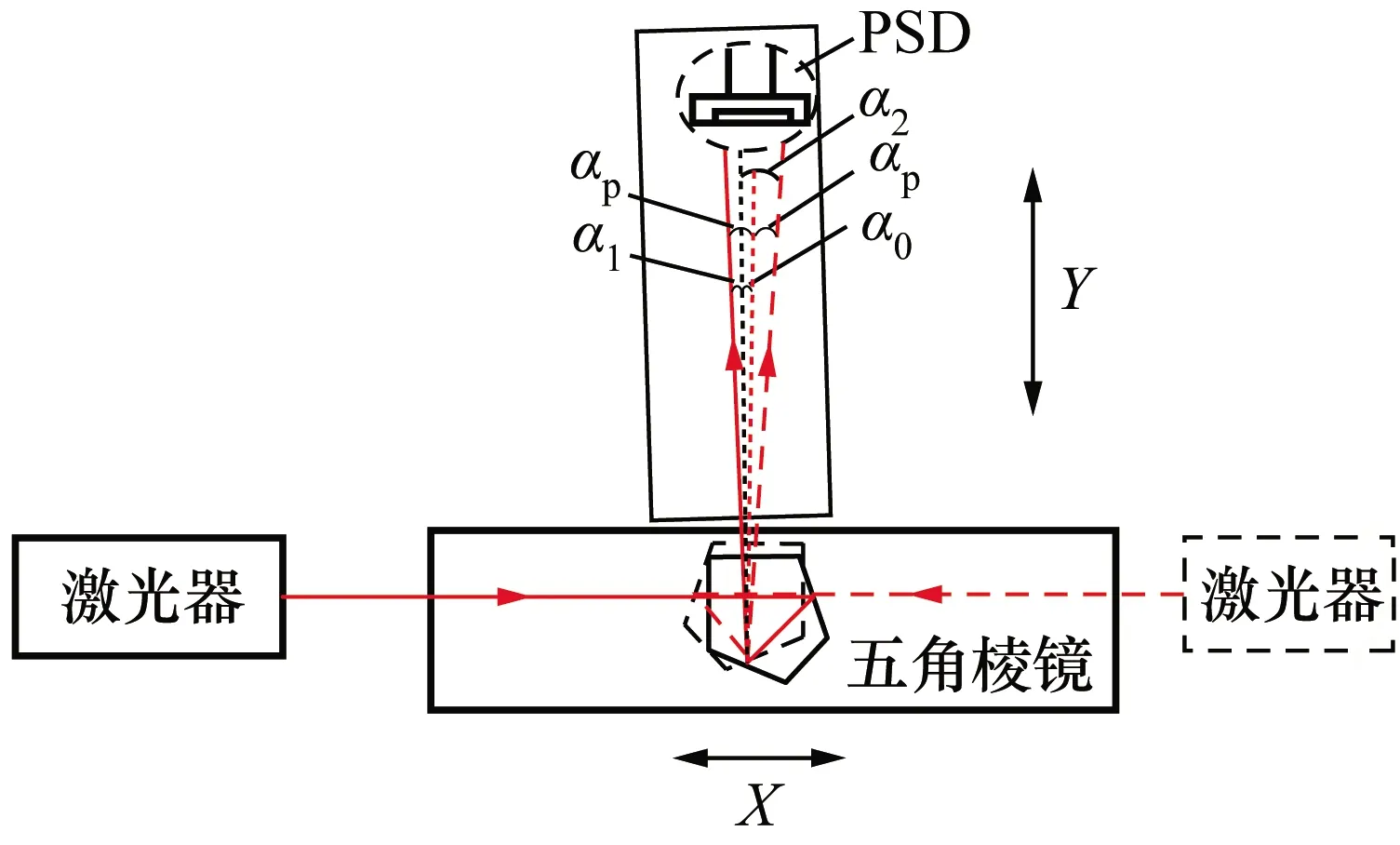
图2 五角棱镜偏转角误差测量原理图
将五角棱镜和PSD分别安装在X、Y向移动台上,并设X、Y间垂直度误差实际值为α0。激光器从X向移动平台左端出射,测得X、Y向线性平台垂直度误差值为α1,然后将激光器换到右侧,五角棱镜反方向放置,重复测量,得到X、Y向线性平台垂直度误差值为α2。
由于五角棱镜自身偏角误差会影响测量基准,所以两次测量结果较真值存在偏差且不相同,α1、α2都是由α0、αp共同作用产生,表示为:
α1=αp-α0
(2)
α2=α0+αp
(3)
经运算可得:
(4)
(5)
3 垂直度误差测量实验及结果
3.1 宝塔型微纳米三坐标测量机
以本研究团队研制的微纳米三坐标测量机为实验对象,整机结构如图3所示。总体设计采用具有力稳定性的宝塔型对称结构[18],宝塔结构采用低膨胀系数的花岗岩制成。测量机由3个运动轴和探头构成,XY工作台采用遵循阿贝原则的共平面设计,Z轴位于宝塔结构的顶端,探头悬挂在Z轴上,随Z轴做上下直线运动。三轴的运动由压电陶瓷电机驱动,位移由自行研制的微型迈克尔逊干涉仪测量。
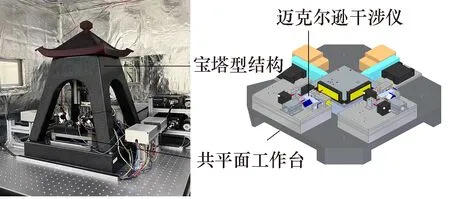
图3 宝塔式坐标测量机结构实物图
3.2 五角棱镜垂直度误差测量
五角棱镜的垂直度误差测量按照2.2节进行。测量时,将Y移动台从行程起始点移动到终点,测出激光在垂直度测量系统上平移的距离Δd1,设Y轴移动台的行程为L0,则激光轴与Y轴运动方向的夹角α1=Δd1/L0;然后,将五角棱镜反方向放置,并将激光器移到右侧,如图2所示,重复上述测量步骤,测出激光在垂直度测量系统上平移的距离Δd2,则激光与Y轴运动方向的夹角α2=Δd2/L0。由式(4)、式(5)得出五角棱镜垂直度误差测量结果见表1。
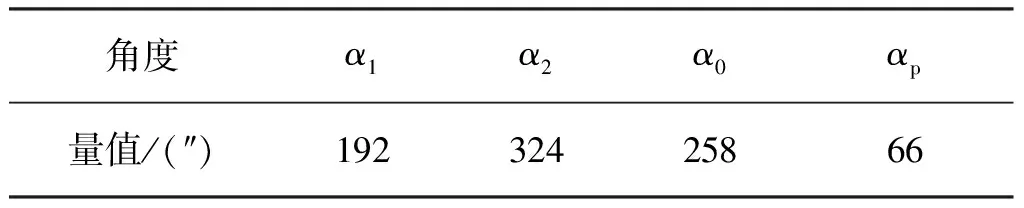
表1 五角棱镜垂直度误差测量结果
3.3 三轴垂直度误差测量
微纳米三坐标测量机的三项垂直度误差需要分别测量,以X、Y轴垂直度误差αxy的测量为例,将工作台移动到Y轴的起点(y=0 mm)位置,调整PSD的位置,使激光刚好入射在PSD的中心位置,并记录此时PSD的读值,然后以3 mm为间距,将工作台分成5步移动到y=15 mm的位置,记录工作台在中间各个位置时PSD的读值δi,最后将δi拟合成一条直线,该直线与基准轴(X)的夹角即为XY轴的实际夹角。测量YZ、ZX轴的垂直度误差时,分别以Y轴和X轴激光干涉仪的激光为光源,将PSD安装在Z轴上,步骤同上。
X、Y轴间垂直度误差拟合结果如图4所示,X、Z及Y、Z轴间垂直度误差结果如图5所示。
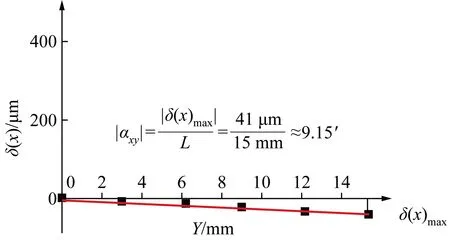
图4 X、Y轴间垂直度误差计算结果
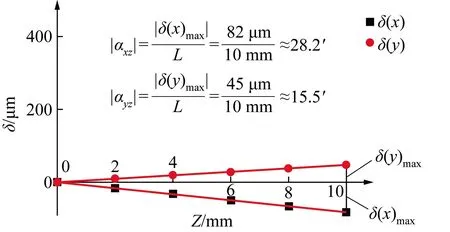
图5 X、Z轴及Y、Z轴间垂直度误差计算结果
在减去五角棱镜引入的偏角误差αp后,垂直度误差结果为:
axy=9.15′-ap=8.05′,
αyz=-15.5′-αp=-16.6′,
αxz=28.2′-αp=27.1′。
4 垂直度误差建模与微纳米三坐标测量机误差补偿
4.1 垂直度误差补偿模型
三坐标测量机的垂直度误差与测量误差的模型如图6所示,当XY工作台移动到y位置时会产生负X方向的位置误差-yαxy;当Z运动台移动到z位置时会产生负X方向的位置误差-zαxz和Y方向的位置误差-zαyz。由矩阵表示为:
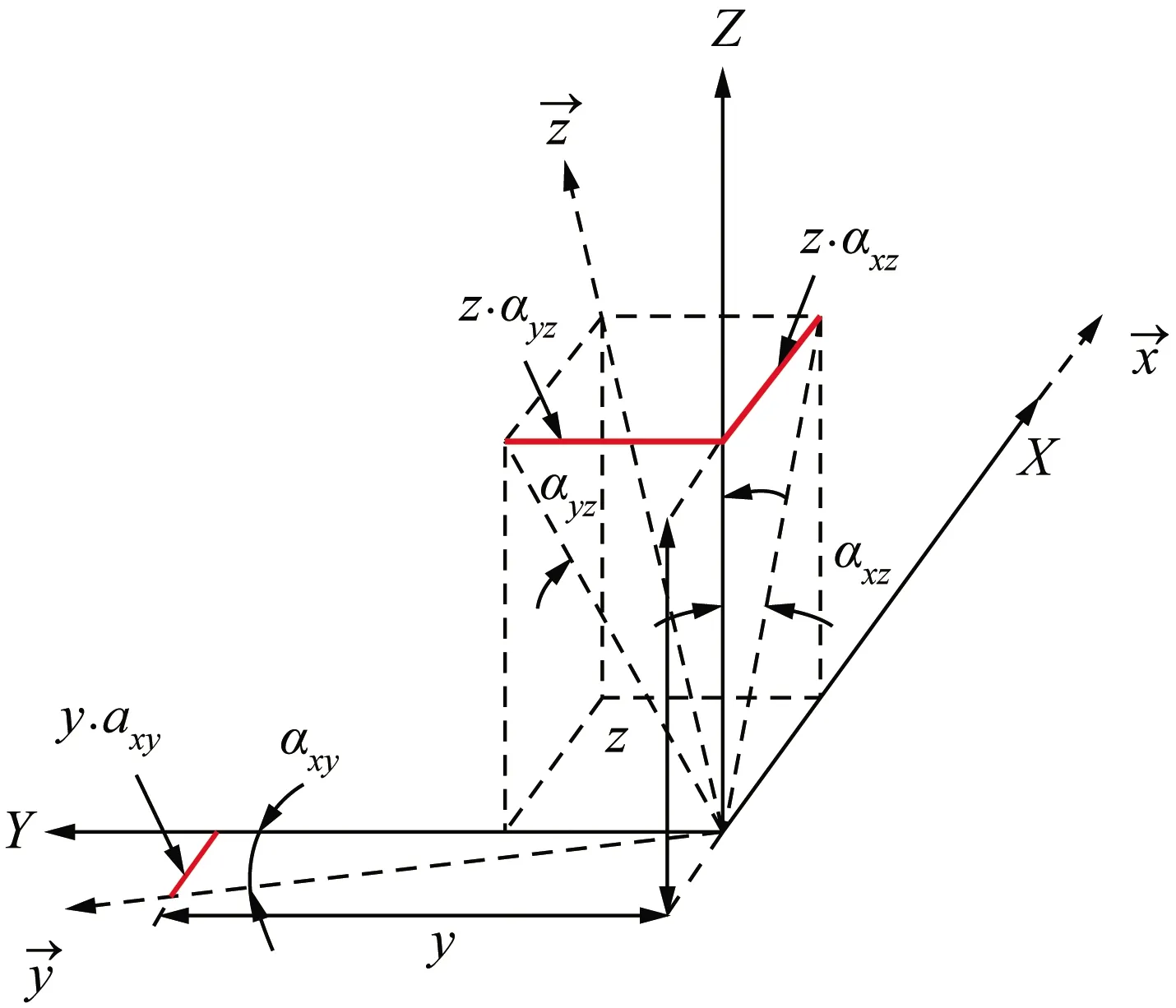
图6 垂直度误差建模示意图
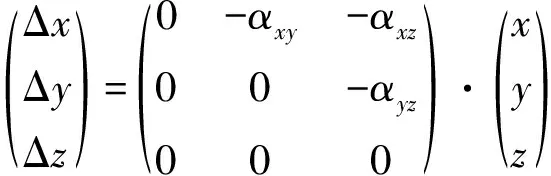

(6)
式中:x,y,z为工作台和Z轴所处位置的坐标值。
4.2 垂直度误差补偿效果验证方法
为了验证提出的垂直度误差测量方法的正确性和补偿模型的效果,用图3所示的微纳米三坐标测量机对量块的厚度进行测量。厚度测量的操作遵循GB/T 16857.2-2017[19]技术规范。首先需要对量块进行找正,利用坐标测量机在量块的一个测量面探测沿矩形分布的6点,根据这6点的坐标基于最小二乘法建立一个基准平面,垂直于这个面的方向就是量块的轴线,如图7(a)所示;然后在每个量块的端面测量一个点,构造点到点的长度,将此长度投影到量块的轴线方向上,即为量块厚度的测量值。
被测量块的组合方式如图7(b)所示,量块通过夹具安装在微纳米三坐标测量机的工作台上,该组合量块包含X和Y两个方向的厚度,分别对这2个方向的厚度进行10次重复测量。

图7 量块的找正及组合示意图
测试0级量块标称值,分别为:X方向的量块标称值为0.992 mm,Y方向的量块标称值为 1.000 mm,测量过程在标准的恒温恒湿实验室(温度20 ℃±0.5 ℃,相对湿度50%)完成。10次测量结果见表2。
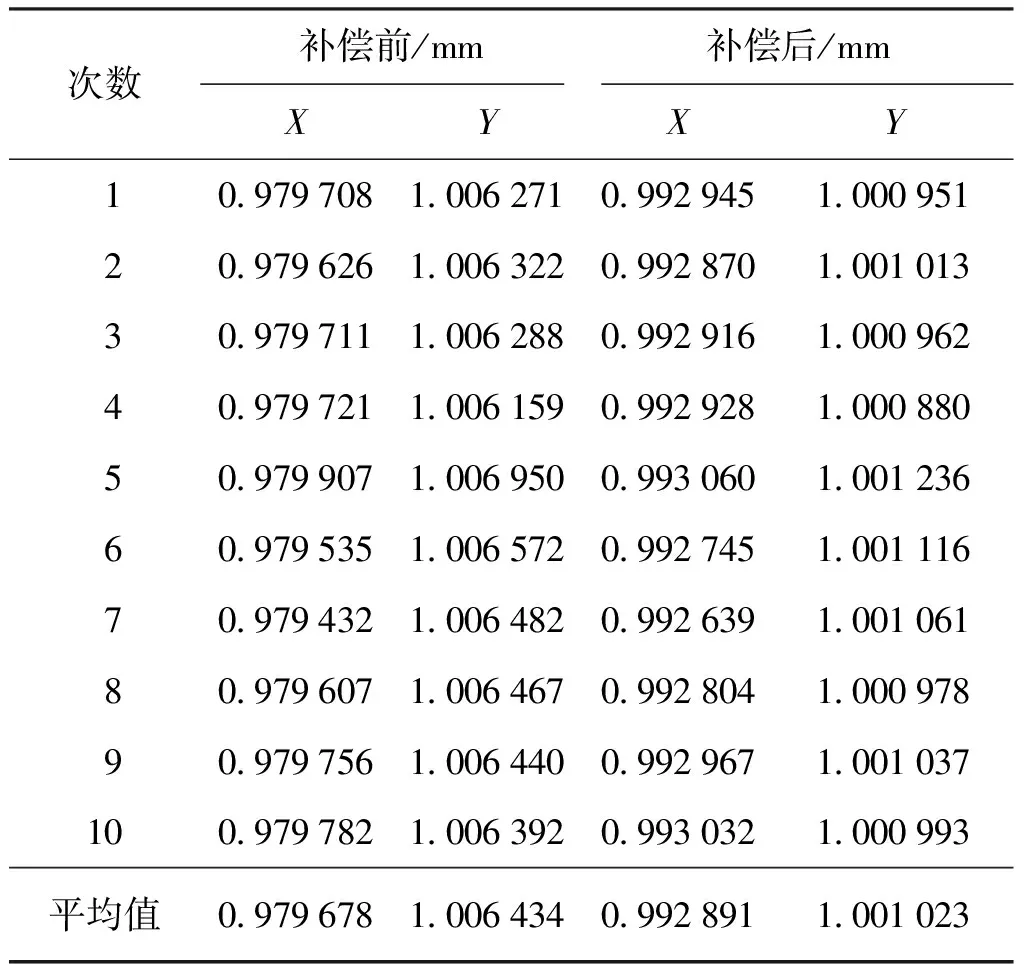
表2 补偿前后量块测量结果对比
从表中可以看出,与误差补偿前相比,X和Y方向的厚度测量补偿后的误差分别降低了11 μm和 5 μm,补偿后的测量值与量块标称值的偏差在1 μm以内。
5 结 论
本文提出了一种三轴垂直度误差测量方法,并应用在一台微纳米三坐标测量机上,测得该测量机的垂直度误差分别为8.05′、27.10′、-16.60′;建立了微纳米三坐标测量机垂直度误差的补偿模型,通过对0级量块进行测量,结果表明经过误差补偿后,X向和Y向精度分别提高了11 μm和5 μm,验证了提出的垂直度误差测量方法和误差补偿模型的有效性;该方法同样适用于一般三轴正交式机床和坐标测量机。后续研究可以对微纳米三坐标测量机的其他几何误差项进行测量和补偿,进一步提高测量精度。
猜你喜欢
天水行政学院学报(2022年4期)2022-11-18
法律方法(2022年2期)2022-10-20
内燃机与配件(2022年2期)2022-01-17
燃气涡轮试验与研究(2020年2期)2020-06-20
学苑创造·A版(2019年4期)2019-05-10
科学与财富(2018年23期)2018-08-19
新商务周刊(2017年6期)2017-12-27
三联生活周刊(2017年37期)2017-09-11
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27
汽车与新动力(2015年1期)2015-02-27