可转位数控车刀片的失效分析
2022-06-27 06:11邵伟芹
热处理技术与装备 2022年2期
周 波,宋 斌,卢 威,邵伟芹
(张家界航空工业职业技术学院 航空制造学院,湖南 张家界 427000)
随着国家制造业朝高精度、高质量、高智能、高效率方向发展,对数控加工刀具的要求也越来越高。但由于传统一体式刀具及钎焊刀具存在使用寿命短、切削稳定性差等缺点,不能满足现代高精度零件的机械加工要求。因此在传统刀具的基础上,研究了可转位车削刀。相对传统刀具,可转位车削刀具有稳定性好、可加工材料范围广、制造成本相对较低、换刀片时间短、无需重新对刀等优点,被广泛用于航空、航天、武器装备等高精尖领域的零件制造。然而,可转位车刀片又是可转位数控车削刀具的重要组成部分,其切削加工性能将直接影响着零件的加工效率和尺寸稳定性。
在实际加工过程中,由于机床操作人员缺乏对可转位刀片失效影响的认识,并在过度追求机械生产效率的过程中往往忽视了切削参数、切削环境等对刀片使用寿命的影响,从而导致了刀片材料的大量浪费。此外,许多学者对转位刀片的失效进行理论分析,主要是以特定材质刀片针对某种被加工材料的切削失效进行分析,这与企业实际加工过程(一刀多用)存在偏差,进而导致一些理论研究成果在指导实际生产过程中存在着成果转化困难。因此,本文综述了可转位数控车刀片的失效特征,总结分析了刀片的主要失效机理和影响因素。
1 可转位车刀片失效形态及机理
在实际车切削加工过程中,可转位车刀片的磨损及破损状态直接影响工件的加工质量、尺寸精度以及几何形状。因此,在加工过程中必须经常观察可转位刀片的磨损及破损形态并进行分析,判断刀片能否继续使用。
1.1 失效形态
在数控车床切削加工过程中,由于切削力和切削热的共同作用,刀片容易产生前刀面磨损、后刀面磨损、积削瘤、崩刃等失效形态,具体见图1。
1.1.1前刀面磨损
前刀面磨损一般存在于刀片切削刃附近的前刀面上,呈月牙形凹坑。这种月牙形凹坑会导致刀片强度下降、排屑不畅,特别是在高速或者大进给切削状态下容易导致裂纹扩展并引起刀片崩刃。都晓峰等[1]对前刀面磨损失效形式及原因进行分析,发现前刀面的主要失效特征为微崩刃、宏观裂纹等。前刀面的失效可以归因于切屑与前刀面的高速摩擦行为,以及摩擦热的扩散不畅等引起的摩擦失效。
1.1.2后刀面磨损
后刀面磨损主要存在于靠近主切削刃附近的后刀面区域,造成该区域磨损的原因为:①相对刀片其他区域结构强度低;②与工件存在挤压摩擦;③与冷介质的接触条件受限,从而导致其散热性较差。在这三个主要因素的综合作用下,刀片的切削力增大,当切削力超过刀片的许用应力时,后刀面区域可能会引发微崩刃破损。此外,在高切削速度、快进给的精加工过程中,车刀片需要承受较高的切削热和摩擦磨损,也容易引起后刀面区域涂层脱落或者微崩刃破损。
1.1.3积屑瘤
由于刀片的前刀面存在着较高的切削温度和高挤压应力,使得切屑容易在此区域产生冷焊现象。并随着加工过程的继续进行,积屑瘤会不断长大,导致排屑不畅、切削力增大等问题出现,进而大大降低工件的加工质量,并且最终可能导致刀片崩刃[2]。
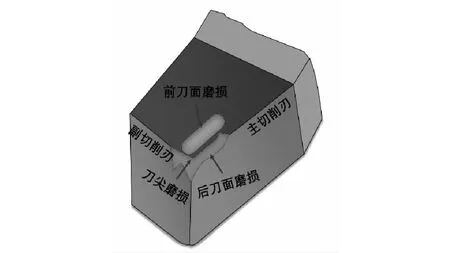
图1 常见刀片磨损及破损形态Fig.1 Common insert wear and damage morphology
1.1.4崩刃
崩刃一般是指在切削加工过程中,刀片切削刃突然出现局部断裂失效。而在实际加工过程中,一旦出现崩刃失效需要引起高度重视,因为这种失效将有可能导致数控机床撞刀、被加工工件报废等严重生产事故的发生。造成崩刃的两个主要原因为:①刀片材料发生了化学氧化和化学扩散,使刀片整体强度降低;②高温高压引起的热裂纹扩散。
1.2 失效机理
在车削加工过程中,刀片的前后刀面磨损、积削瘤、崩刃等失效特征往往是由粘结磨损、扩散和化学磨损、疲劳磨损、热应力与机械应力等磨损或破损机制导致形成的,但在不同的加工条件下,主要磨损和破损机制会有差异。
1.2.1粘结磨损
粘结磨损是刀片前表面的积削瘤在高速冲击载荷的作用下发生脱落,从而导致刀片表面涂层材料也被积削瘤带走,形成粘结磨损。
1.2.2扩散和化学磨损
扩散磨损是在高切削热的作用下,刀片表面的涂层元素与切屑元素发生相互扩散和置换作用,导致刀片综合力学性能、耐磨性能等显著降低的磨损机制。
化学磨损是在较高的切削温度下,刀片表面的涂层材料与空气中的氧气、被加工工件表面的酸碱性物质以及切削液中的一些化学元素发生化学反应生成一层低硬度薄膜。并且这层薄膜在切削过程容易被磨损,进而导致刀片的强度逐步降低的化学侵蚀失效机制。
1.2.3热应力与冲击载荷破坏
在切削过程中,刃口附近承受了较高的切削热,导致刀片涂层与基体接合处容易产生热裂纹,并在冲击载荷的作用下裂纹向基体内扩展,从而可能导致表面涂层的脱落以及刀片基体的突然断裂。
另外刀片表面涂层固有的微裂纹源(如:气孔、杂质等)在冲击载荷的作用下,也会不断扩张导致刀片断裂失效。
1.2.4疲劳磨损
在切削过程中,由于切削应力和温度容易出现不断波动,导致刀片涂层在交变载荷的作用下出现疲劳强度的下降。此外,涂层材料相对基体材料具有更高的硬度,因此需要承受更大的切削应力,从而更容易引发疲劳失效。
2 可转位车刀片的失效影响因素
影响可转位刀片的失效因素主要有切削加工参数、切削力、切削热、刀片结构和被加工工件材料等。
2.1 切削参数对可转位车刀片的失效影响
2.1.1切削速度
切削速度是指数控车床主轴的实际加工转速。在理论上,数控车床操作人员需要根据零件的技术要求、刀片的使用规范和零件的加工效率来合理设置切削速度。但是在一些实际加工过程中,为了追求高加工效率、较好表面光洁度,操作人员常常会选择较高的切削速度进行零件加工,然而这些不当的操作往往忽视了切削速度对刀片使用寿命的影响。
崔晓斌等[3]通过实验研究发现:刀片的切削温度会随着切削速度的增加而显著升高,承受的机械载荷会明显下降。因此切削温度成为刀片失效的主要影响因素,高切削温度导致刀片的综合性能降低。并且在循环热机械载荷的作用下,刀片容易发生复合损伤累积,使得刀片刀尖区域发生疲劳磨损、扩散和化学磨损,最终有可能引发刀片断裂失效。
2.1.2进给量
进给量是指主轴每转一圈,刀片沿着工件轴向的位移量。进给量的多少一般取决于被加工工件的材料性质以及所选用刀片的强度。在切削三要素中,进给量对刀片的失效影响最低。增大进给量会导致刀片的切削力增大,但也能在一定程度上降低刀片的切削震动。
据文献[4-5]报道,车刀片的使用寿命会随着切削进给量的增加而降低。这一结论也可以由常用的刀片寿命方程得出:
(1)
式中:T为刀片使用寿命;v为切削速度;dw为切削深度;f为切削深度。
2.1.3切削深度
切削深度是指刀片沿工件的径向移动的距离。在实际加工过程中,粗加工一般选用较大的切削深度,这有利于快速去除工件表面的大余量并提高车削效率。但切削力也随切削深度的增加成正比例增长,当切削力超过刀片允许的最大载荷时,刀片可能会发生破损失效。此外,根据袁勤等[6]研究发现:切削深度的增加会导致刀片表面的扩散磨损和氧化磨损加重,并有可能引起刀片材料发生局部剥落。
2.2切削热与切削力
在数控车床实际加工过程中,主要是通过切削力和切削热来影响刀片的失效形态及使用寿命。例如:刀片切削速度过快将会导致刀片烧蚀和工件过热。切削深度过大导致切削力显著增大,可能引起工件强烈震动等现象,严重时可能会导致刀片破损、工件飞离工位。
2.2.1切削热
在切削过程中,约80%的切削热来源被加工工件塑性变形时产生的剪切热(内摩擦),约18%来自刀片前刀面与切屑(外摩擦)产生的摩擦热,约2%来自刀片后刀面与工件已加工表面(外摩擦)产生摩擦热,如图2所示。
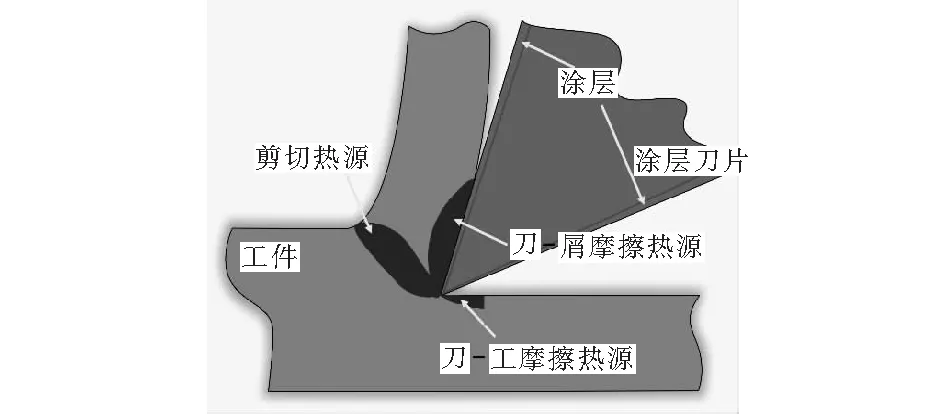
图2 切削热的三个产生区Fig.2 Three generating areas of cutting heat
L.Tu等[7]研究结果表明:随着切削速度的增加,刀片表面的温度迅速升高,最高温度出现在前刀面。这是由于切削速度较高,导致短时间内切屑底层的切削热来不及向切屑内部传导,大量切削热聚集在切屑与前刀面的接触区域。切削热容易引起刀片表面产生热裂纹、刀片热变形,涂层与基体材料的结合强度降低、摩擦系数增大等问题出现[8]。
2.2.2切削力
切削力指是在切削过程中刀片受到切削阻力的总称,主要来源于被加工工件的弹、塑性变形产生的抗力、切屑与刀片前刀面产生的摩擦阻力、刀片后刀面与工件已加工表面的产生的摩擦阻力。在切削过程中,切削力过大容易引起切削刀片的变形、表面微裂纹的扩张以及刀片突然过载断裂失效。
2.3 刀片结构
2.3.1涂层材料
自上世纪60年代开始,为了改善高速钢刀具的切削性能和使用寿命而研发了具有表面涂层的刀片并被广泛使用。目前常用的刀片涂层材料有:氮化钛、氮化铬、氮铝钛、金刚石等。闫建峰等[9]研究ZrN系列涂层对刀具的磨损和破损机理的影响时发现:在同等切削条件下,涂层能有效减小刀具的切削应力、切削热,并且对切削热还具有一定的热屏障作用。涂层改善刀片的使用性能及延长其使用寿命的主要机理如下[10]:
1)屏障作用。刀片涂层材料一般具有较高的硬度、较小的导热系数、较好的耐热性好和化学稳定等特点。一方面,可在刀片的前刀面和后刀面起到隔热、化学屏障作用,减少切削热、环境介质向基体内部传输;另一方面,涂层具有应力屏障作用能有效减小刀片与工件或者切屑的磨损。
2)堤岸作用。当涂层出现局部磨损时,磨损区域周边的涂层具有堤防作用,能限制裸露的基体材料被进一步剥离,进而限制磨损区域的进一步扩大。
2.3.2结构材料
刀片材料通常被分为五大类:高速钢、硬质合金、金刚石、立方氮化硼和陶瓷。
1)高速钢刀片。高速钢刀具在切削硬度较低的材料时,主要的失效特征为刀尖磨损、积削瘤等;在切削硬度相对较高的材料时,主要的失效特征为刀尖烧蚀磨损、后刀面沟槽磨损。
2)硬质合金刀片。硬质合金刀片在高速切削时的主要失效特征为刀尖区域磨损、崩刃、沟槽磨损等。
3)金刚石刀片。由于金刚石刀片一般采用的是多晶金刚石材料,因此在高速切削难加工材料过程中,会引起晶间裂纹并导致微崩刃和粘结磨损等失效特征产生。
4)立方氮化硼刀片(CBN)。相对于金刚石具有更高的耐热性和化学稳定性,一般用于车削加工淬火钢、高温合金等难加工材料。但在切削加工过程中,主要存在的问题是切削温度过高、散热性较差。CBN刀片的主要失效特征为相变磨损、氧化磨损、粘结磨损和磨粒磨损等引起的表面失效、氮化硼颗粒脱落失效。
5)陶瓷刀片。陶瓷刀片与常见的刀片(硬质合金刀片)相比,具有更高的耐热性、耐磨性和化学稳定性等。宋新玉等[11]研究发现:在加工镍基合金时,陶瓷刀片的主要失效特征是以粘结磨损和扩散磨损为主要磨损机制引起的表层剥落破坏,高切削温度引起的刀片塑性变形。
2.3.3几何形状
刀片的几何形状是影响其切削加工、使用寿命的重要影响因素之一。刀片前角越小,刀尖的强度越高,散热性相对较好,更适合粗车削加工。相反,前角越大,刀片的切削力越小,切削温度越低,因此适用于导热性较差、材料硬度较低的工件精加工。刀片后角越大,后刀面与工件已加工表面的摩擦力越小,可以有效地减小刀片后刀面磨损,但是后角过大将影响刀片的整体强度。刀片主偏角越小,可以有效减小冲击载荷对刀尖的损坏;但主偏角过小,刀片的背向分力增大,在高转速过程中容易震动过大而导致刀尖失效。增大刀尖的圆弧半径,能有效增加刀尖的强度并能有效降低刀片的切削温度,从而提高刀片使用寿命,因此,粗切削去除大余量的情况下,可以在选择刀尖圆弧半径相对较大的刀片进行切削加工。
2.4 被加工材料
在数控车削过程中,工件材料的性能不同对刀片的失效影响大不相同。例如:工件材料的硬度越高,刀片所需要承受的切削力、切削温度也越高,刀片的使用寿命也越短。此外,材料的导热性、强度等对刀片的失效影响也较大。因此,就常见的机械加工材料,特别是难加工材料的加工刀具进行失效特征分析。
2.4.1铝、镁、铜合金
铝、镁、铜等有色金属合金材料的机械加工性能相对较好,一般采用硬质合金刀片进行切削加工。刀片的主要失效形式有积削瘤、表面涂层剥落等。此外,在这些合金材料中也有硬度相对较高的合金材料,如:紫铜材料在加工过程中容易引起刀片刀尖微崩刃、后刀面出现沟槽磨损。
2.4.2铸铁
铸铁属于脆性材料,导热性差,并且工件表面常存在一些铸造缺陷致使其切削加工性能相对较差。因此在加工过程中,一般选用硬质合金刀片或者金属陶瓷刀片进行车削加工。在切削铸铁材料过程中,刀片的主要失效形式是崩刃、刃口及后刀面出现月牙形沟槽。
2.4.3高温合金
高温合金材料具有硬度高、导热系数小、切削力大、切削温度高、排屑困难和加工硬化严重等特点,被认为是典型的难切削材料。硬质合金刀片切削高温合金材料的主要失效形式为刀片局部破损、刀尖烧蚀和前刀面涂层失效。陶瓷刀片切削加工高温合金材料也容易出现刀片局部破损、沟槽磨损和积削瘤等失效特征。
2.4.4钛合金
钛合金材料被称为难加工材料主要是由于其具有导热系数极小、化学性质活泼、摩擦系数大、切削温度高、弹性模量小以及切削应力集中等难加工特性。在实际机械加工过程中,一般会选用硬质合金刀片进行钛合金材料加工。在切削加工钛合金材料过程中,硬质合金刀片的主要失效形式有微崩刃、刃口磨损、前后刀面月洼形破损等。
2.4.5高强度钢
高强度钢具有抗拉强度大、导热系数低等特点。在切削加工高强度钢的过程中,刀片往往存在较大的切削力和较高的切削温度。因此,常选用陶瓷刀片、硬质合金刀片、立方氮化硼刀片进行加工[12]。刀片的主要失效形式为扩散磨损、磨粒磨损、粘结磨损导致的刀面磨损坑和刀尖热磨损[13]。
3 延长可转位车刀片使用寿命的对策
3.1 合理选择刀片
刀片的耐磨性、耐热性、综合力学性能直接影响着刀片的使用寿命,为了防止刀片在使用过程中过早的出现严重的磨损现象,在实际加工过程中应该合理选择刀片进行不同材料的加工。通过前面的分析可知,不同材质的刀片在加工不同材质的工件时具有不同优势。例如:①涂层硬质合金刀片,综合性能较好,价格相对其他刀片便宜,因此适用于加工材质较软、导热性较好、强度适中的钢件或者铝件;②金刚石刀片,由于具有较高耐热和耐磨性等特点,适用于加工一些硬度较高的有色金属材料、复合材料等;③陶瓷刀片,具有较好的综合加工性能,相对金刚石刀片有价格优势,因此常用于高锰钢、高温合金、粉末冶金烧结件等难加工材料的切削加工。此外,针对不同被加工材料、加工条件(粗车、精车)、零件的经济加工条件等因素合理选择刀片的几何参数能有效减小刀片的不合理失效。
3.2 合理设置加工参数
切削参数的设置主要是通过控制切削力与切削热来影响刀片的磨损和使用寿命。因此在实际加工过程中,应合理选择冷却介质对加工刀片进行冷却,保证刀片不会因温度过高而导致刀尖烧蚀磨损而提前失效。此外,需要根据刀片的材质合理设置刀片的切削加工参数,避免出现因刀片切削力过大而导致刀片出现断裂失效和微崩刃失效。
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
工具技术(2022年8期)2022-10-13
机床与液压(2022年8期)2022-09-19
电动工具(2022年4期)2022-08-22
科学与财富(2022年3期)2022-06-01
东方汽轮机(2022年1期)2022-04-13
大连交通大学学报(2022年1期)2022-02-19
飞天(2020年9期)2020-09-06
科学种养(2015年11期)2015-11-10
职业·中旬(2009年6期)2009-07-21