基于机器视觉的大轴激光清洗控制系统研发
2022-09-15 05:12熊娟张荣詹文赞杨金堂
机床与液压 2022年13期
熊娟,张荣,詹文赞,杨金堂
(1.武汉科技大学冶金装备及其控制教育部重点实验室,湖北武汉 430081;2.武汉科技大学机械传动与制造工程湖北省重点实验室,湖北武汉 430081;3.武汉东湖学院机电工程学院,湖北武汉 430212)
0 前言
轴类零件广泛应用于各种大型机械设备中,主要作用是支撑其他零件旋转并传递扭矩,其性能会直接影响设备的平稳性和使用寿命。但在实际服役过程中,由于工作的环境恶劣,轴类零件长期受到重载、高温、高冲击、重腐蚀、磨损等综合作用,其关键部位表面极易形成厚氧化层、腐蚀层、油层等污染层,这些污染层会影响设备的运转,造成重大损失。
现阶段国内多采用人工打磨或喷砂喷丸的方法进行轴件表面污染层的清洗,但清洗效率低下且耗时耗力。而激光清洗技术作为新兴的绿色高效清洗方法,有着对材料无损伤、经济效益高、成本低的优点。又因为大型轴类零件质量大,人工清洗十分不便,而现有的再制造技术不能满足严苛环境下冶金轴件的清洗需求,亟需研发一种智能化激光清洗装备,提升国内现有再制造技术水平。所以针对废旧大型冶金轴件的清洗,本文作者提出一种基于视觉技术的PLC控制方案。通过视觉检测系统来识别大型轴类零件表面污染层位置,设计了基于S7-200PLC的激光清洗控制系统,进行了硬件的选择与设计,使用STEP7 Micro/win软件编写了十字滑台移动定位程序。该系统取代了繁琐的人工清洗,降低了生产成本的投入,提高了清洗效率和系统自动化程度。
1 清洗设备的结构及工作原理
典型冶金设备中所废弃的大型轴件如图1所示,质量可达几十吨,长度和直径尺寸变化大,移动较为困难,人工清洗十分不便。为了解决大轴清洗困难的问题,本文作者提出一种基于机器视觉的废旧冶金轴件表面无损激光清洗控制方案,该方案中所用到的清洗装备是基于作者课题组公开号为CN111451641A的中国专利《一种大型轴类零件自动激光清洗装置与方法》。

图1 废旧大型冶金轴类零件
1.1 设备整体结构
该设备主要由大轴驱动装置、视觉检测装置和激光清洗装置三大部分组成,如图2所示。大轴驱动装置主要是由卡紧基座、齿式联轴器构成,利用电机驱动大型轴类零件做周转运动,配合机器视觉完成大轴表面图像信息的采集,确定需要清洗的具体位置。视觉检测装置由龙门架状滑轨、工业相机和滚珠丝杆机构等组成,工业相机从龙门架箱体的开口缝中伸出,沿着平行于待清洗轴水平布置的直线滑轨横向移动。激光清洗装置由十字滑台、脉冲激光器和吸尘器等组成,激光器和吸尘器位于十字滑台的支撑座上,十字滑台由两个垂直导轨组合而成,两套丝杆步进电机机构驱动,吸尘器位于脉冲激光器两侧,配合十字滑台和机器视觉在轴向与径向两个自由度方向上对清洗点定位,对轴体表面及孔键槽进行清洗。
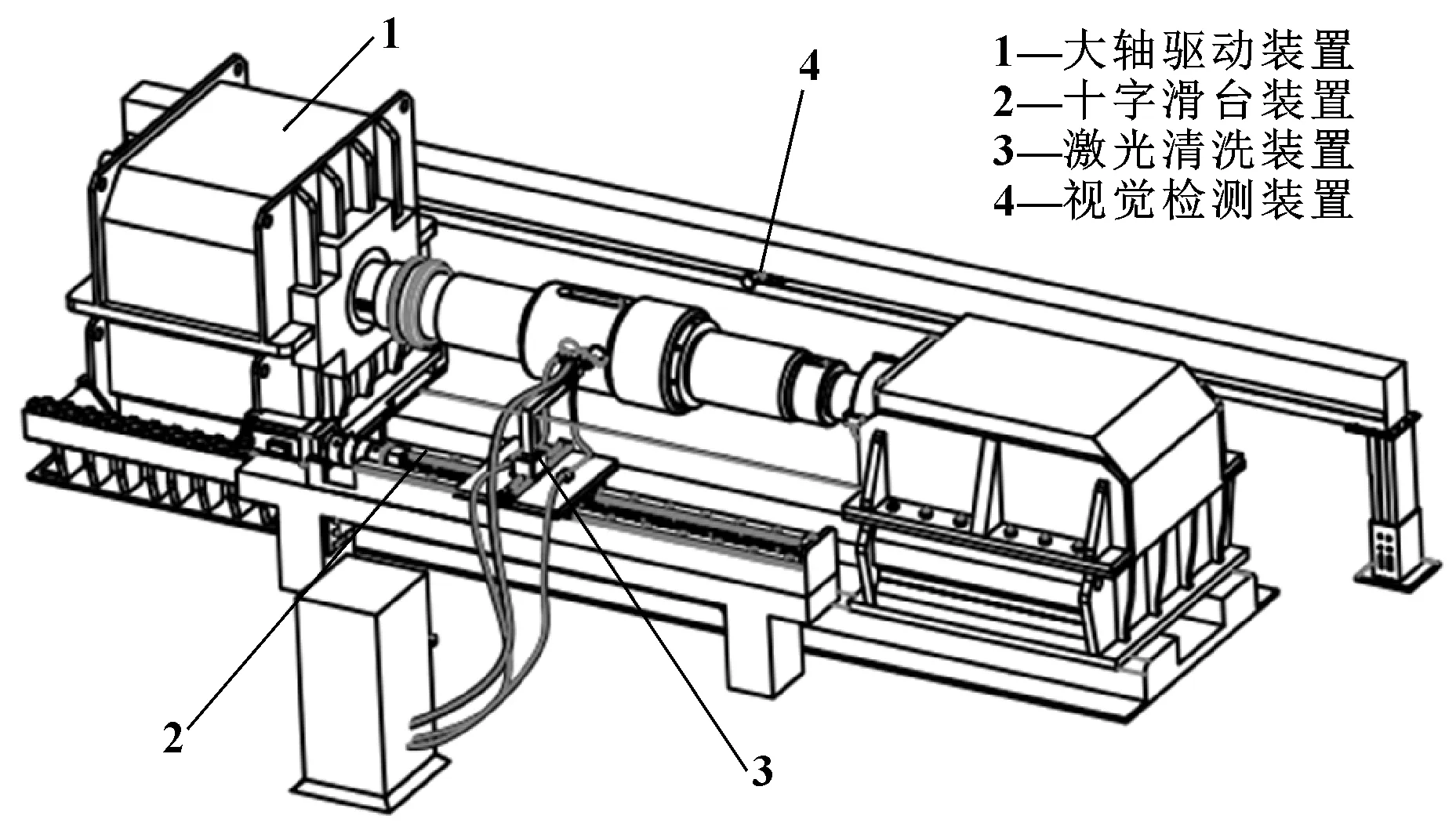
图2 激光清洗装备
1.2 清洗设备的工作原理
激光清洗设备的工作过程注重合理规划、提高效率和柔性的原则,实现各个机构之间的协同工作,依靠多个传感器进行协调配合,其工作流程如图3所示。在激光清洗前后分别对轴件表面进行图像采集,并判断轴件表面清洗情况,若未清洗彻底,十字滑台再次移动定位,并进行二次清洗。
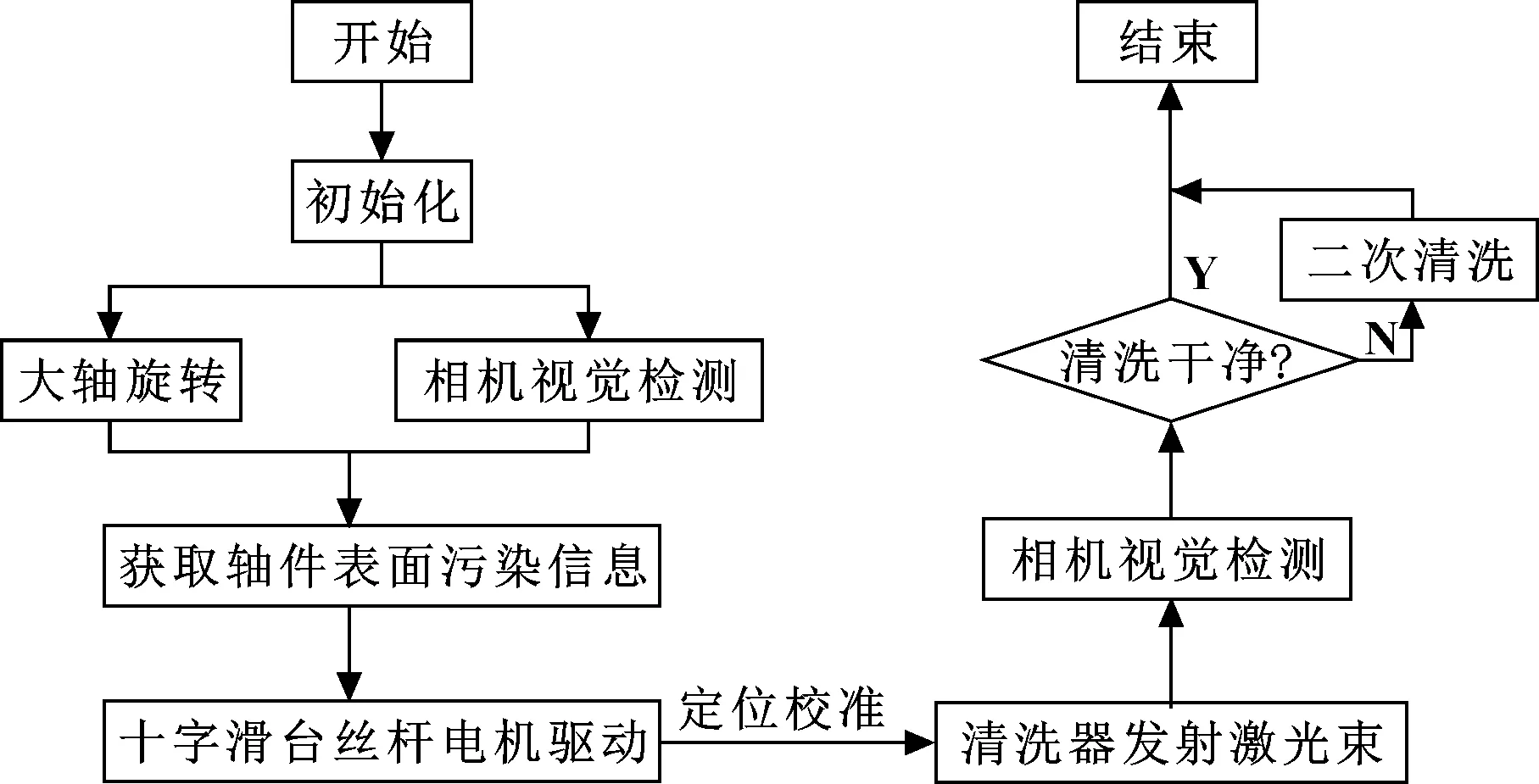
图3 工作流程
2 激光清洗控制系统设计
2.1 控制系统方案设计
在该控制系统中,以PLC为核心,依靠多个传感器,将大轴驱动装置、视觉检测装置和激光清洗装置配合起来协同工作,同时利用一台MCGS触摸屏进行控制操作和监控整个设备的运行过程。大轴驱动装置由一台伺服电机驱动轴类零件做周转运动;视觉检测装置由一台伺服电机通过滚珠丝杆与滑块相连,驱动滑块上的相机在滑轨上进行轴向移动;激光清洗装置由两套相互垂直设置的丝杆步进电机机构驱动激光器进行、轴方向上的移动定位,激光器移动到相应位置后,发射脉冲激光束对轴件进行清洗,激光清洗装置中只需预设好激光的参数即可,后续的清洗过程中不需要进行参数调解。整个控制系统设计方案如图4所示。
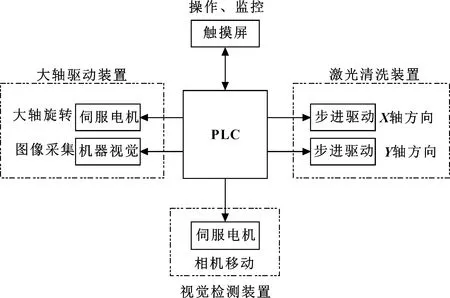
图4 控制系统设计方案
该系统工作环境恶劣,存储要求高,输入输出信号较多且反馈信号复杂,为满足自动化生产的要求并保证清洗效率和出于经济性和便利性的考虑,采用S7-200PLC系列中型号为CPU226CN的控制器进行控制。以待清洗的冶金轴件为参照物,负责轴向和径向运动的步进电动机及步进电机驱动器可以通过控制脉冲个数和脉冲频率来控制角位移量和电机转动的速度,从而达到精准控制系统的位置和速度的目的,丝杆由步进电机驱动旋转,带动滑块做直线往复运动,使得清洗泵可在和方向进行移动。编码器可将直线位移或者角位移转化为电信号,用脉冲的个数表示位置关系,准确控制清洗泵的具体位置,相机在滑轨上的时刻位移和激光清洗泵在十字滑台上的时刻位移都需要编码器进行记录,并实时反馈具体方位。原点、极限传感器用于复位,使相机和清洗泵回到原点位置和限制相机和清洗泵的行程。
2.2 控制系统硬件设计
在十字滑台装置中,两套相互垂直设置的丝杆步进电机机构由S7-200PLC控制,并由一个编码器记录十字滑台上支撑座的具体位置,实现激光清洗器在轴和轴方向的移动和具体位置的记录,当支撑座移动相应位置后,激光器发射激光束进行清洗,脉冲激光器只需预设好激光的参数即可,后续的清洗过程中不需要进行参数调解。大轴驱动装置和视觉检测装置也由S7-200PLC控制,实现对大轴旋转运动的控制和相机在滑轨上的移动控制。考虑到图像采集过程中大轴处于旋转状态,所以视觉系统中的相机采用面阵CCD工业相机,该相机可实现在任何快门速度下一次曝光拍摄移动物体;内嵌图像采集卡,与图像采集模块相连,对图像进行运算处理;由相机控制器与PLC进行通信。该控制系统的接线图如图5所示。
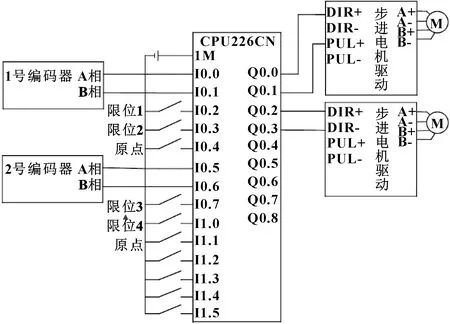
图5 清洗系统电路设计
2.3 控制系统软件设计
激光清洗装置中清洗器的定位精度主要是由机器视觉的图像采集和处理来决定的。在图像采集过程中,大轴做周转运动,采集的图像难免会有噪声,画面对比度低,因此采用中值滤波和直方图均衡的方法来对图像进行预处理。图6所示为预处理前后的对比图,使用该方法增加了油漆层与背景的对比度,使边界变得更为清晰。
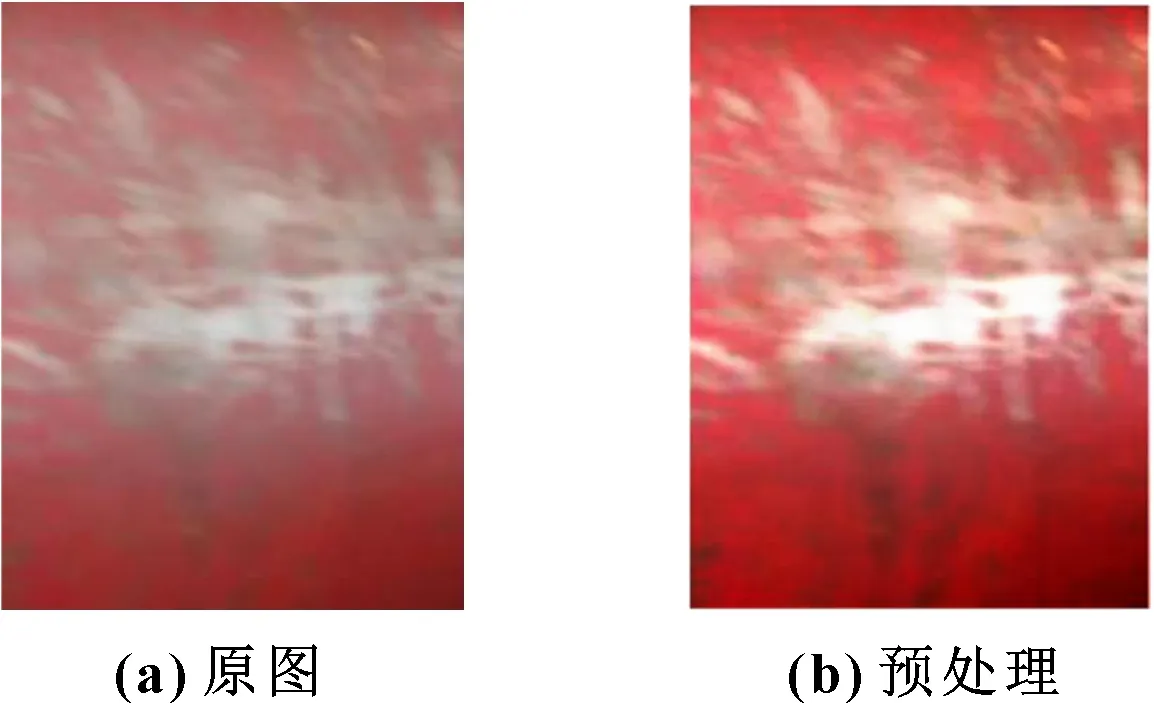
图6 预处理示意
其次采用阈值分割的方法对预处理的图像进行特征提取以实现对图像清洗效果的判断。为了保证清洗效果判断的准确性,需要保证特征全部提取,故应适当放宽特征提取的阈值区间。图7所示为图像分割之后的效果图。
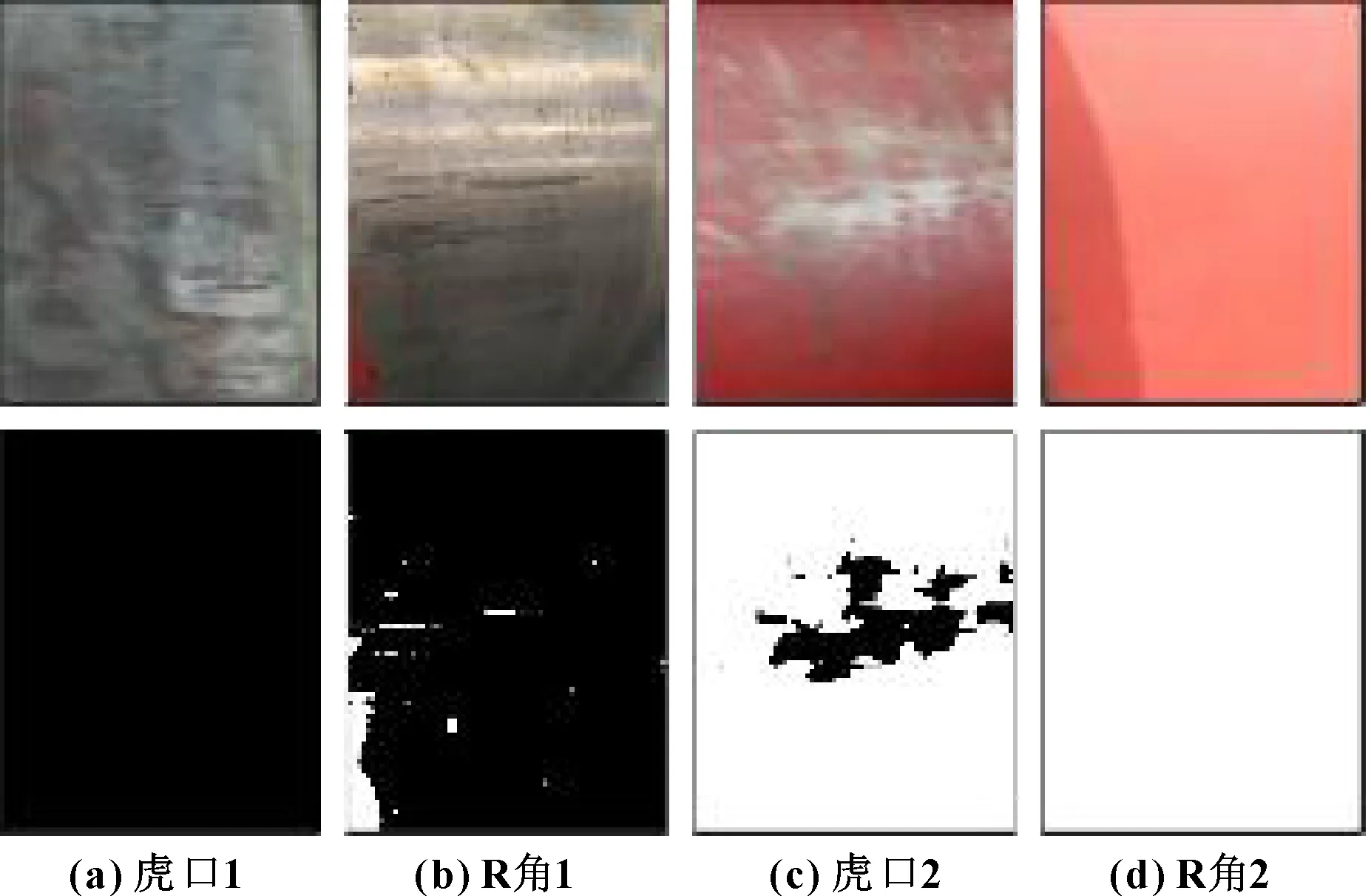
图7 分割效果示意
梯形图(LAD)语言是PLC程序设计中最常用的编程语言,具有直观性、形象性与实用性,易于掌握、便于修改;采用STEP7 Micro/win软件编写程序,该软件为西门子S7-200PLC最新版本的编程软件,功能和操作界面都更加完善。基于十字滑台的移动定位控制进行了图8所示梯形图的编写。该程序首先需要根据视觉系统检测出清洗点坐标(,);紧接着编码器计算出丝杆机构需要转动的圈数,清洗泵进行移动,其坐标为(,);最后将两者进行比较,若相等则表明清洗泵到达了目标位置,若不相等则继续进行移动直到相等为止。
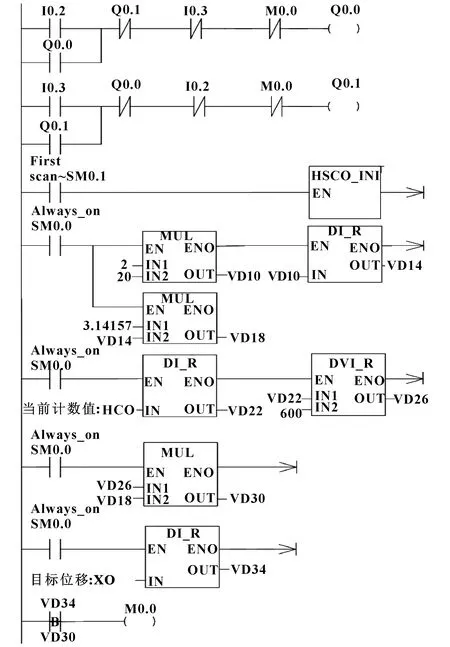
图8 十字滑台移动程序段
2.4 界面设计
采用西门子WINCC V7.3组态软件对系统进行组态和控制。配置和修正控制系统的每个部分(设备,标签量和屏幕);处理数据和系统报警;提供多种数据驱动程序;各类报表的生成和打印输出;使用脚本语言辅助开发功能;存储数据;提供实时监控画面,及时修复和清理现场的设备。
监控画面分别是相机运动界面和实时位置,主轴旋转运动界面和电机的启停控制,十字滑台移动界面和实时位置,清洗泵界面和流量控制,清洗完成情况的结果显示。图9所示为监控运行界面。
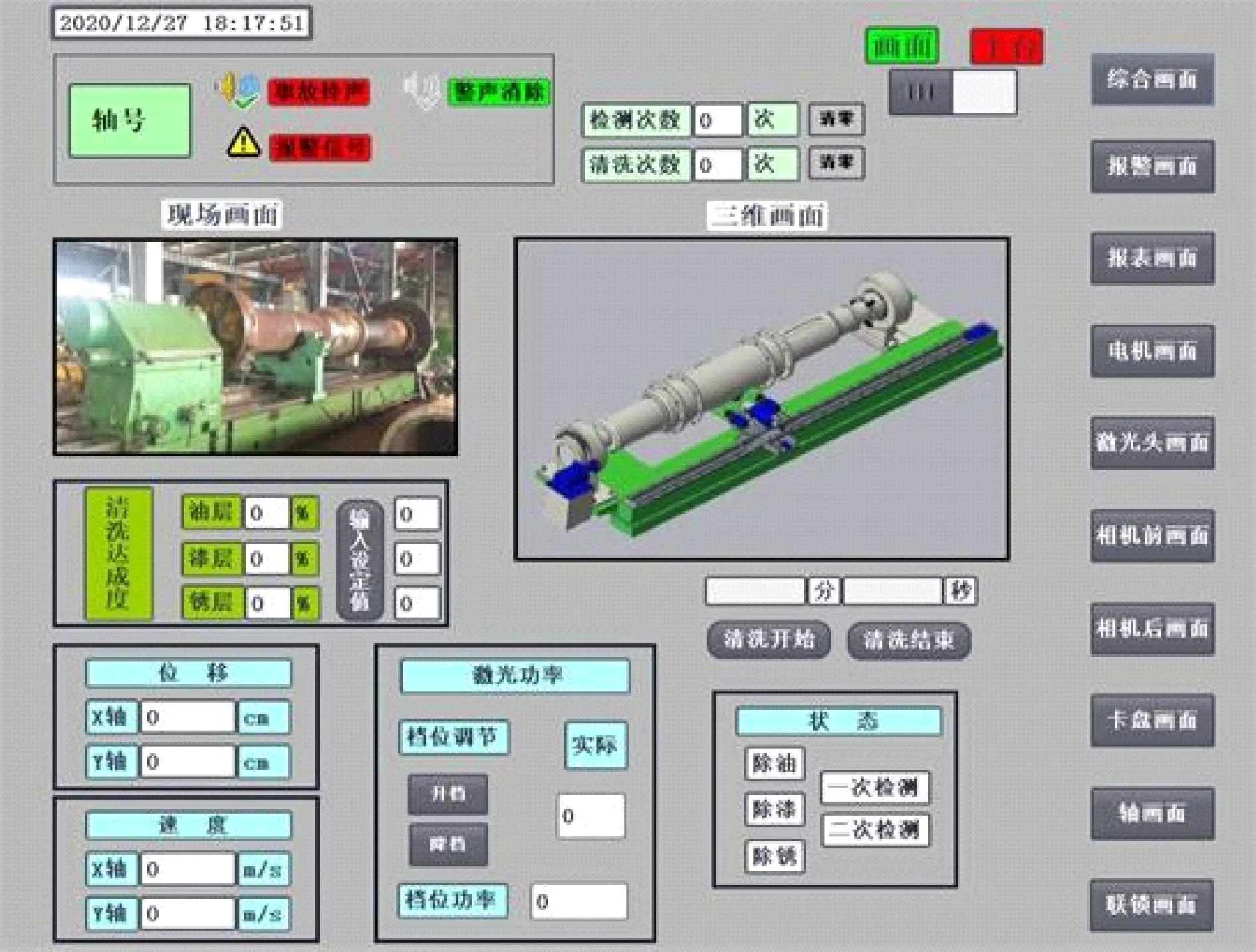
图9 监控运行界面
3 结束语
针对大型轴件表面的污染层,设计一套基于视觉技术的激光清洗自动控制系统;完成了控制系统硬件的选择、控制程序的编写以及对复杂人工操作过程的改造;实现了轴的转运、轴的清洗、轴的归位以及其他特定功能。目前,该激光清洗系统已投入工厂使用。该装备能准确寻找到清洗位置并根据不同表面污染层特点合理调节清洗流量;响应速度快,运行稳定可靠,能有效地“除漆、除油、除锈”,清洗效果满足探伤要求。与传统的人工清洗方式对比,极大地提高了大型轴类零件的清洗效率;实现了高端装备重要部件的再制造,推动相关产品和再制造技术的跨代式发展,提升了产品的附加值。
猜你喜欢
文史春秋(2022年4期)2022-06-16
数学大王·趣味逻辑(2021年3期)2021-03-10
青少年科技博览(中学版)(2021年11期)2021-03-07
阅读(低年级)(2019年2期)2019-04-19
Coco薇(2017年10期)2017-10-12
儿童故事画报·发现号趣味百科(2016年3期)2016-06-24
儿童故事画报·智力大王(2016年3期)2016-05-05
小学生作文选刊·低年级版(2015年12期)2015-12-16
中国信息化·学术版(2013年5期)2013-10-09
小哥白尼·军事科学画报(2009年6期)2009-02-03