
木制品坯料出材率的影响因素分析
2022-10-12 14:11姜新波李珂姜博文
科学技术与工程 2022年25期
姜新波, 李珂, 姜博文
(1.东北林业大学林业机械与木工工程技术中心, 哈尔滨 150040; 2.哈尔滨东安汽车发动机制造有限公司, 哈尔滨 150040)
中国的木制品由于质量和价格优势在国际上很受欢迎,每年有100多个国家从中国进口木制品。由于木制品巨大的出口量,中国的木材产量并不能满足现有需求,因此中国每年从世界各国购买大量锯材来弥补生产原料的不足[1-3]。实际生产中,由于锯材中有节子、腐朽、虫眼等缺陷,需要去除缺陷后再加工成木制品坯料使用,因此提高锯材锯切成木制品坯料的出材率,既可提升原材料利用率,又可提升相关企业经济效益。为了提高木制品坯料出材率,各国学者在木材缺陷、缺陷识别、下锯优化等方面开展了大量的研究工作:Broman等[4]通过测试177根原木,分析了木材缺陷和木材特性对坯料产量的影响;Fredriksson[5]利用电子扫描技术来处理云杉原木锯切时的定位误差问题,提高了原木的利用率;李丽[6]将学习矢量量化(learning vector quantization,LVQ)神经网络技术与图像处理相结合,用于识别锯材表面的缺陷;杨建华等[7]通过分析中外相关锯材检测标准和检测现状,认为利用算法检测锯材表面缺陷是未来锯材加工行业的发展趋势;房友盼等[8]将图像识别技术与排样算法结合,提出了一种面向缺陷锯材的智能启发式算法,大幅提高锯材加工自动化程度;陈冲[9]提出了一种拟人-动态规划算法,该算法可用来处理带缺陷板材下锯优化加工问题。在锯材实际加工过程中,坯料出材率可能受到锯材上节子的相对尺寸,锯材中不允许缺陷的平均数量,原木中不小于10 mm的节子数量,坯料表面允许的节子最小尺寸,腐朽部分的尺寸,锯材长度,坯料的长度、宽度和厚度和锯材等级等因素的影响[10-13]。现以松木锯材为研究对象,通过4因素3水平的Box-Behnken试验设计,完成锯材的模拟下锯实验,并使用响应曲面法对下锯结果进行分析,以确定对木制品坯料出材率影响最大的因素。
1 材料与方法
1.1 材料
在某家集成材生产企业实测的192块长度约 6 m、厚度60 mm的毛边松木(云杉)锯材。
1.2 锯材登记表的建立
为了准确记录锯材中木材缺陷的原始数据,设计了记录缺陷数据的锯材登记表。在锯材登记表中,记录了锯材在原木中的位置、锯材的尺寸和形状、锯材中木材缺陷和加工缺陷的尺寸及位置坐标、数据采集的地点和时间等信息。
1.3 影响坯料出材率因素及其变化范围确定
实际生产中,坯料出材率可能受到锯材上节子的相对尺寸,锯材中不允许缺陷的平均数量,坯料的长度、宽度和厚度,锯材等级,不允许缺陷等因素的影响,其中影响最大的无疑是锯材的质量。除此之外,坯料本身的质量和规格对其出材率的影响也是不容忽视的,并且相关研究较少。锯材的长度可以假设是恒定的,因为锯材长度在4~6 m范围内不会显著影响坯料的出材率。
因此,试验设定了4个影响坯料出材率的因素:锯材上节子相对面积的百分比δ;节子最大直径与坯料宽度之比T;基本坯料的长度l;锯材与坯料宽度比Bb。其中,第一个因素与锯材质量有关,其余3个因素与最终的坯料有关,各因素及其取值范围见表1。
对锯材锯切成坯料的特征进行数学描述,目的是获得上述因素的回归方程,各因素变化范围的确定是构造回归依赖性的主要问题[14]。在确定因素的变化范围时,应充分参考试验设计理论,使各因素在尽可能宽的范围内变化,但变化范围不能太大,以免影响响应函数的平滑性。在表1中,质量因素的取值范围参考国家标准对锯材和木制品坯料质量的具体要求[15]。用锯材上节子相对面积的百分比δ作为衡量锯材质量的指标,取值范围为 0.1%~1.5%符合绝大多数锯材的特性,相较于国家标准中规定的具体数值更具有统计学价值;用节子最大直径与坯料宽度之比T作为衡量坯料质量的指标,其取值范围为0~0.3,则充分参考了锯材的质量要求。坯料规格因素的取值范围则根据木制品规格设置的坯料尺寸确定,考虑到木地板和门窗材的规格要求,以及采用横-纵-横向的下锯方法,将满足国家标准质量要求的基本坯料的长度范围设定为1~3 m;坯料的宽度范围则充分考虑到锯材的最大化利用,以毛边锯材最小宽度与基本坯料宽度的比值作为量化指标,其取值范围为1~3。

表1 试验中的可变因素及其变化范围
1.4 试验设计
回归设计方法也称为响应曲面设计方法(response surface methodology, RSM),其利用合理的试验设计并通过实验得到数据,采用多元二次回归方程拟合因素与响应值之间的函数关系,通过对回归方程的分析寻求最优工艺参数[16]。
回归试验可以使用全因子试验设计或者部分因子试验设计,4因素3水平的全因子试验设计包括16项基本试验,其中有8项是半复制,虽数量很少,但回归方程不包括二次效应。因此,在二阶数学计划中选择试验计划。
可以建立k个变量的二次正交多项式回归模型进行计算,其一般形式为

(1)
式(1)中:k为影响因素总数,k=4;ai和aii为根据试验结果确定的回归系数。
响应曲面设计方法包括Central Composite试验设计(CCD)和Box-Behnken试验设计(BBD),CCD需要25个基本正交试验,满足旋转性时需要31个试验;BBD需要29个试验,但其中有5个重复的中心试验点。从最少的实验次数和获得足够效果的角度出发,选择了4因素3水平的Box-Behnken试验设计,其试验因素水平表如表2所示,试验设计见表3。

表2 试验因素水平表

表3 Box-Behnken试验设计
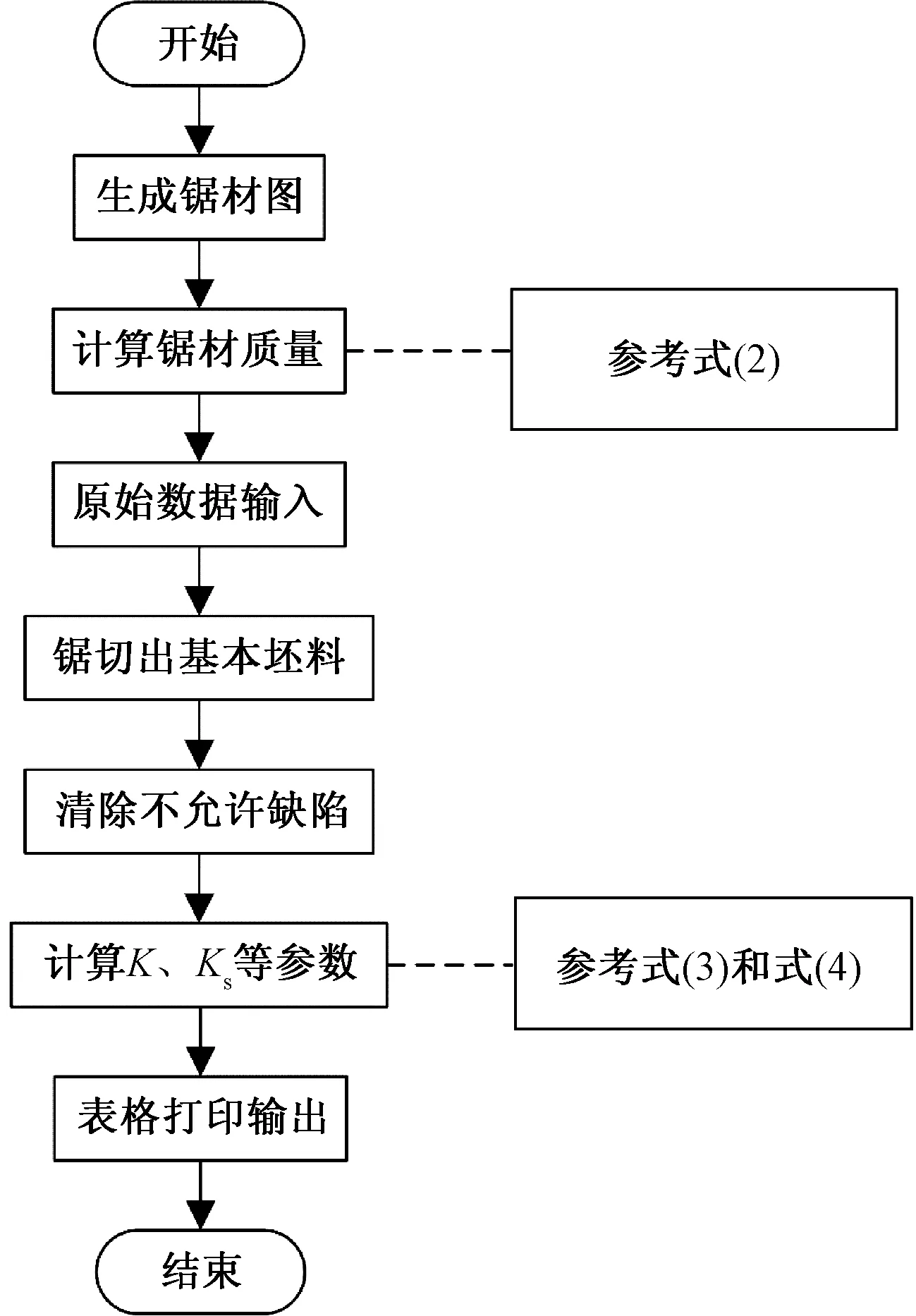
图1 模拟下锯流程图Fig.1 Flow chart of simulated sawing
1.5 锯材的模拟下锯实验
试验方案确定后,需进行毛边锯材的锯切实验,可通过计算机模拟此过程。模拟下锯不仅可以实现对同一锯材的多次下锯,还有利于统计使用不同下锯方法获得的关于基本坯料与短坯料体积出材率系数的实验数据,可降低锯切实验工作的劳动强度和成本,并提高其精确度。
通过计算机进行模拟下锯的流程图如图1所示。其步骤如下。
步骤1将来自锯材登记表的信息转换为锯材表面结构图。
步骤2计算锯材上节子相对面积δ。
步骤3输入模拟下锯任务原始数据T、l和Bb。
步骤4根据基本坯料长度将锯材模拟锯切成带有缺陷的基本坯料。
步骤5去除基本坯料中不允许的缺陷,如腐朽、夹皮、青斑、裂纹和树脂囊等,同时按照坯料质量要求去除不允许的节子。
步骤6统计模拟下锯结果,记录基本坯料体积出材率、短坯料体积出材率、基本坯料数量和短坯料数量等数据,并以专用表格的形式打印输出。
(2)
式(2)中:δ为锯材质量特性,%;S为锯材上所有缺陷总面积,m2;S0为锯材表面面积,m2。
(3)

(4)
进行模拟下锯时,可以进行任意次数的锯切,为节省时间和工作量,需计算每个试验的必要测量次数,根据抽样统计数据[17],重复试验的必要数量计算公式为

(5)
式(5)中:n为所需重复实验的必要次数;t为对应于给定可靠性水平的系数;s2为输出因子的方差;Δ为输出因子的允许算术平均偏差。
在允许算术平均偏差Δ=4%和系数t=1.64(相当于P=0.9的可靠性)的情况下,重复实验的必要次数n=23.4,即在每一系列的试验中,必须模拟锯切至少24个锯材。
根据锯材上节子的相对面积δ(约为0.1%、0.8%、1.5%),将192块锯材分成了高、中、低3个质量组,随机从每组中取出24块锯材,对表3中Box-Behnken试验计划的前25个试验分别进行模拟下锯,即得到72块锯材在不同试验条件下的600次模拟下锯结果。表4中举例说明了锯材P-004(δ=0.88%)的模拟下锯实验结果。
在模拟下锯过程中需要说明以下几个问题。
(1)不考虑锯路损耗,虽将导致坯料体积出材率较实际锯切略有增加,但不影响总体趋势。
超声波测距模块用来测量模块距离地面的距离d;MPU-9250模块用来测量拐杖运动的角速度w。通过大量的实验来模拟老人摔倒时的状况,发现当d>240 cm、w>5 rad/s且最终测量角度大于80°时,有99.2%的情况老人处于跌倒状态,将此作为判定老人跌倒的标志[9],同时控制GSM模块将报警信息发送至远程的手机监测软件,其软件流程如10所示。

表4 锯材模拟下锯示例
(2)由于节子周边的木材材性有所变化,横截下锯位置距离节子边缘的距离按照沿锯材长度方向节子的直径量取。
(3)小于300 mm的短坯料不进行记录。
(4)锯材表面的其他缺陷,如腐朽、树脂囊等,均作为坯料中不允许出现的节子予以剔除。
2 结果与分析
2.1 构建坯料体积出材率系数的数学模型
通过Design-Expert软件对模拟下锯得到的大量数据进行回归分析,分别以基本坯料体积出材率K和短坯料体积出材率KS为响应值,得到K和KS与锯材上节子相对面积δ、节子最大直径与坯料宽度比T、基本坯料长度l和锯材与坯料的宽度比Bb的二次多项式回归方程式。
2.1.1 基本坯料体积出材率回归方程
对于基本坯料体积出材率K而言,其基于编码符号的回归方程为
K=28.05-25.94x1+23.70x2-14.50x3-
2.90x4-8.62x1x2-2.96x1x3+9.90x1x4+
0.081x2x3-14.71x2x4+1.62x3x4+

(6)
其基于实际因素水平的回归方程为
K=150.299 77-92.757 51δ+316.468 68T-
0.044 531l-43.971 01Bb-82.142 86δT-
4.233 93×10-3δl+14.137 50δBb+
5.381 94×10-3Tl-98.039 58TBb+
1.619 48×10-3lBb+30.133 04δ2+
340.753 86T2+ 7.524 77×10-6l2+

(7)
式(6)和式(7)中的模型F为34.18,这说明模型十分显著,F只有0.01%的几率是由噪声引起的。对回归方程系数的显著性进行了F检验,见表5。其中有4项的P大于0.10,分别为x4、x1x3、x2x3和x3x4,表明该模型项不重要,可以剔除,其余模型项的P均小于0.05,表明该模型项是有效的。
2.1.2 短坯料体积出材率回归方程
对于短坯料体积出材率KS而言,其基于编码符号的回归方程为
KS=61.41-18.66x1+17.87x2-15.68x3-
3.41x4-9.54x1x2+3.71x1x3-
7.21x1x4-1.38x2x3+10.97x2x4-

(8)
其基于实际因素水平的回归方程为
KS=-59.192 72+69.356 47δ-214.349 47T+
0.044 571l+43.552 7Bb+90.823 41δT+
5.307 14×10-3δl-10.294 79δBb-
9.222 92×10-3Tl+73.153 47TBb+
1.230 10×10-3lBb-28.967 86δ2-
351.103 40T2-7.322 53×10-6l2-

(9)
式(8)和式(9)的F为34.94,说明模型十分显著,F只有0.01%的几率是由噪声引起的。对回归方程系数的显著性进行了F检验,见表6。
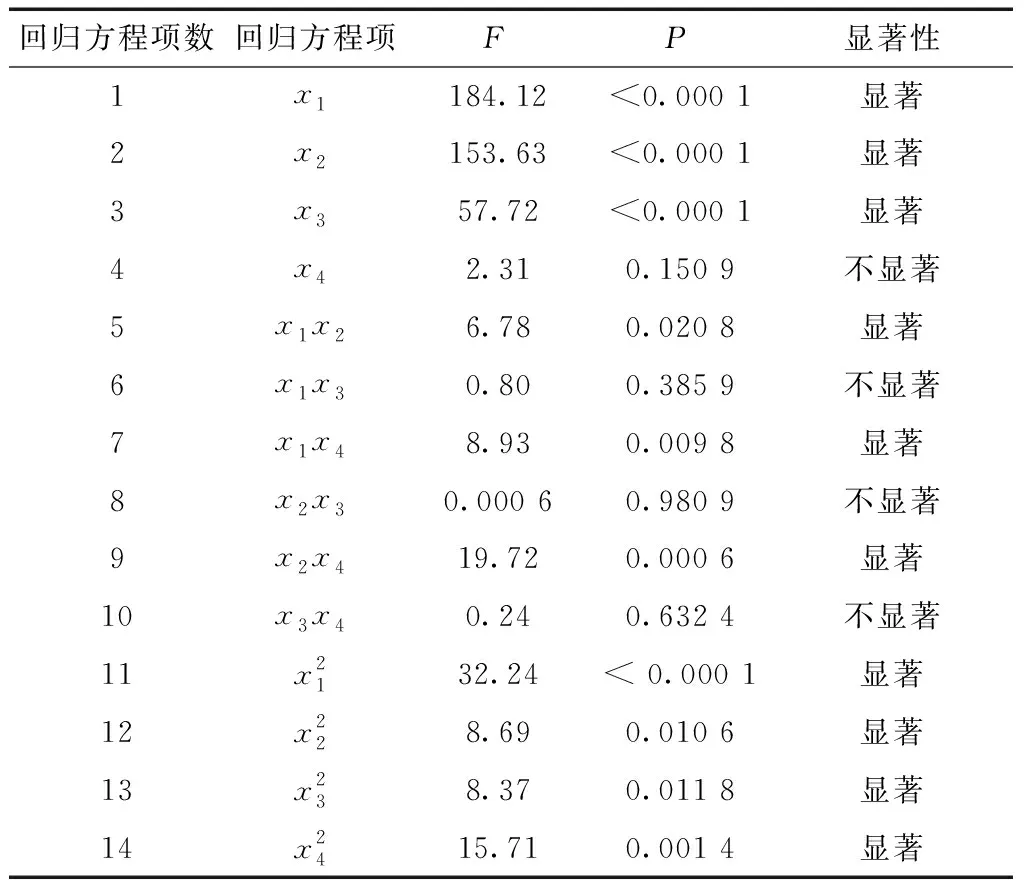
表5 基本坯料体积出材率K的回归系数相关性检验
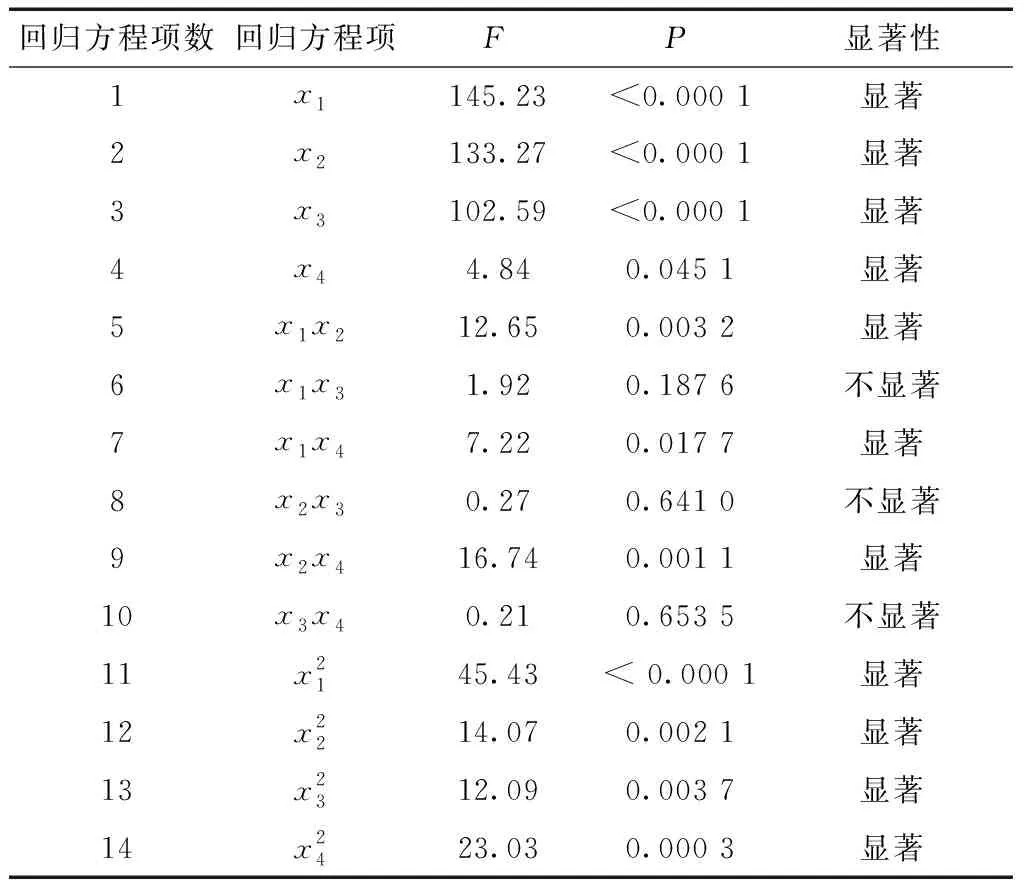
表6 短坯料体积出材率KS的回归系数相关性检验
其中有3项的P大于0.10,分别为x1x3、x2x3和x3x4,表明该模型项不重要,可以剔除,其余模型项的P均小于0.05,说明该模型项是有效的。
2.2 输入因素对坯料体积出材率的影响
根据式(6)和式(8)构建的坯料体积出材率与各因素之间的响应曲面图如图2和图3所示,通过响应面以及表5和表6的显著性检验结果可知,坯料体积出材率与各因素之间交互作用显著。
2.2.1 锯材质量对坯料体积出材率的影响
从图2(a)、图2(b)、图2(c)、图3(a)、图3(b)和图3(c)可以看出,当锯材质量提高时,即当锯材上节子的相对面积δ从1.5%降低到0.1%时,基本坯料的体积出材率K随之升高,当其他因素取中间值(T=0.15,l=2 000 mm,Bb=2)时,K从16.89%升高至68.91%,升幅达52.02%,同时短坯料的体积出材率KS随之下降,由67.55%下降至28.41%,降幅达39.14%。
综合上述分析可知,锯材质量对坯料体积出材率的影响是十分显著的。随着锯材质量的提高,满足坯料质量的基本坯料数量增多,基本坯料的体积出材率会大幅提升,但同时会挤压短坯料的份额,致使短坯料的体积出材率大幅降低,但总的坯料体积出材率有一定提升。经统计,当其他因素取中间值(T=0.15,l=2 000 mm,Bb=2)时,锯材上节子的相对面积δ从1.5%降低到0.1%时,总的坯料体积出材率会提升12.88%。
2.2.2 坯料质量对坯料体积出材率的影响
从图2(a)、图2(d)、图2(e)、图3(a)、图3(d)和图3(e)可以看出,随着对坯料质量要求的降低,即当节子最大直径与坯料宽度之比T从0增加到3时,基本坯料的体积出材率K随之升高,当其他因素取中间值(δ=0.8%,l=2 000 mm,Bb=2)时,K从11.81%升高至59.76%,升幅达47.95%,同时短坯料的体积出材率KS随之下降,由71.44%下降至36.03%,降幅达35.41%。

图2 各输入因素对基本坯料体积出材率K的响应曲面图Fig.2 The response surface plot of each input factors on the basic blank outturn rate K

图3 各输入因素对短坯料体积出材率KS的响应曲面图Fig.3 The response surface plot of each input factors on the short blank outturn rate KS
综合上述分析可知,坯料质量对坯料体积出材率影响也是十分显著的。当对坯料质量的要求降低时,满足坯料质量要求的基本坯料将会增多,基本坯料的体积出材率会大幅提升,同样也会挤压短坯料的份额,致使短坯料体积出材率大幅降低,但总的坯料体积出材率会有所提升。经统计,当其他因素取中间值(δ=0.8%,l=2 000 mm,Bb=2)时,节子最大直径与坯料宽度之比T从0增加到3时,总的坯料体积出材率会提升12.54%。
2.2.3 基本坯料长度对坯料体积出材率的影响
从图2(b)、图2(d)、图2(f)、图3(b)、图3(d)和图3(f)可以看出,当基本坯料长度l从 3 000 mm 缩短到1 000 mm时,基本坯料体积出材率K随之升高,当其他因素取中间值(δ=0.8%,l=2 000 mm,Bb=2)时,K从21.10%升高至49.97%,升幅达28.87%,同时短坯料的体积出材率KS随之下降,由69.57%下降至38.24%,降幅达31.33%。
综合上述分析可知,基本坯料长度对坯料出材率有一定影响。随着基本坯料长度的缩短,满足坯料质量要求的基本坯料数量将增多,基本坯料的体积出材率会有所提升,但是也会挤压短坯料的份额,致使短坯料的体积出材率有所降低,但总的坯料体积出材率变化不大。经统计,当其他因素取中间值(δ=0.8%,T=0.15,Bb=2)时,基本坯料长度从3 000 mm缩短到1 000 mm时,总的坯料体积出材率降低了2.46%。
2.2.4 锯材与坯料宽度比对坯料体积出材率的影响
从图2(c)、图2(e)、图2(f)、图3(c)、图3(e)和图3(f)可以看出,当锯材与坯料宽度比Bb从1增加到3时,基本坯料的体积出材率K在Bb=2处达到峰值,当其他输入因素取中间值(δ=0.8%,T=0.15,l=2 000 mm)时,K从47.56%升高至61.62%,随后降至54.68%,同时KS从41.58%降低至27.88%,随后升至35.46%,但是总的体积坯料出材率几乎没有变化。
综合上述分析可知,锯材与坯料宽度比对坯料出材率影响不显著。随着锯材与坯料宽度的提高,基本坯料体积出材率提升,短坯料的体积出材率随之降低,但总的坯料体积出材率几乎没有变化。
3 讨论
通过分析可知,锯材质量(锯材表面上节子的相对面积δ)和对坯料质量要求(节子最大直径与坯料宽度之比T)是影响木制品坯料出材率的最主要因素,依据此结论优化木制品坯料加工工艺,可以实现最佳木材利用率和最佳生产效益。
在现代木材加工企业中,分别使用两种不同类型的锯材生产木制品坯料。制材厂主要使用可厂内再加工的专用锯材,木材加工企业则使用商品锯材加工木制品坯料,两者之间的加工工艺有所区别。商品锯材的工艺流程中有额外的工序,这将导致加工成本的增加,其中影响较大的是锯材分级。由于商品锯材按截面、品种和长度尺寸分级的分散性非常高,需要两次分级,不仅增加了锯材的加工成本,单位投资额也几乎增加了一倍。而对于制材厂内使用的锯材,由于干燥后可直接送往坯料裁剪车间,单位投资额会降低很多。
如果把锯材生产过程看作从原木到坯料加工的一个完整过程,提供商品锯材会导致锯材分级和端面加工等额外成本的增加。锯材的合理利用很大程度上取决于锯材质量与所生产坯料质量之间的匹配关系,同一截面的锯材可加工成不同宽度的具有各种不同质量要求的坯料。因此,为了锯材的合理利用,可通过锯材质量对锯材进行分级。由于在确定锯材等级时必须评估多种木材缺陷和加工缺陷的影响,将锯材通过锯材质量进行分级,该方法较现有标准确定锯材等级更简单。根据锯材质量对锯材进行分级,不仅简化了分级过程,而且考虑了在不同坯料组中允许缺陷的变化量,包括结构性缺陷。
随着计算机和机器视觉技术在木材加工领域的应用,可以快速、准确地计算锯材表面缺陷的相对面积,使得按照锯材质量进行对锯材分级成为可能。
根据以上分析,建立了利用锯材表面缺陷的相对面积来划分的锯材等级与优质坯料生产工艺之间的对应关系,如表7所示。根据锯材表面缺陷的相对面积,可将锯材分为高(δ≤0.4%)、中(0.4<δ≤1.2%)、低(δ>1.2%)3个质量等级,随着锯材等级的降低,长的、高质量的基本坯料出材率和数量会大幅下降,相应地,可用于指接的短坯料的出材率和数量会大幅增加,而总的坯料出材率将维持在该等级锯材应有的坯料出材率水平。
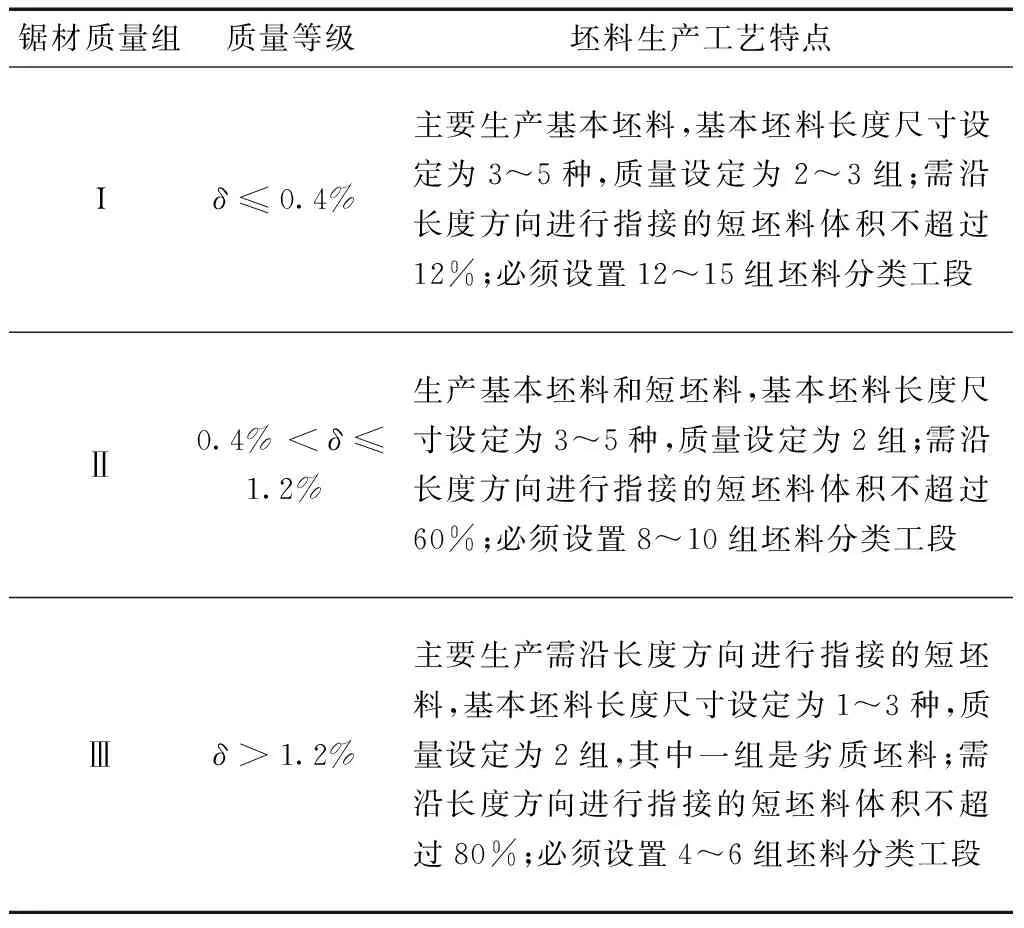
表7 锯材质量对优质坯料生产工艺的影响
如果基本坯料的尺寸规格较大,质量要求较高,建议使用价格较高的高等级锯材,沿长度方向多设定几种基本坯料的长度,使之形成系列,并按坯料的质量要求将其分成几组,这将有利于锯材的最佳利用,但是会提高坯料分类、码垛、打包工段的难度和工作量。
4 结论
(1)锯材质量(锯材表面上节子的相对面积δ)和对坯料的质量要求(节子最大直径与坯料宽度之比T)是影响木制品坯料出材率的最主要因素。经统计,当其他输入因素取中间值时,锯材上节子的相对面积从1.5%降低到0.1%时,总的坯料体积出材率会提升12.88%;当其他输入因素取中间值时,节子最大直径与坯料宽度之比从0增加到3时,总的坯料体积出材率会提升12.54%。
(2)提出了利用锯材表面缺陷相对面积来划分锯材等级的新思路,并建立了利用锯材表面缺陷的相对面积来划分的锯材等级与优质坯料生产工艺之间的对应关系。
猜你喜欢
轴承(2022年5期)2022-06-08
数学大王·低年级(2022年5期)2022-05-21
一重技术(2022年1期)2022-03-26
模具制造(2022年1期)2022-02-23
文化交流(2019年3期)2019-03-18
高中生学习·高二版(2017年9期)2017-10-25
商情(2016年51期)2017-03-05
幼儿智力世界(2016年11期)2017-02-21
湖北林业科技(2016年5期)2016-12-02
世界热带农业信息(2016年4期)2016-05-03
