新型耐高温不锈钢药芯焊丝JW309HN性能研究
2022-10-25 07:55王立志曲维春
电焊机 2022年10期
王立志 ,曲维春,王 磊,李 柱,李 伟
1.北京金威焊材有限公司,天津 301906
2.国家钢结构工程技术研究中心焊接技术研究院,天津 301906
3.中冶建筑研究总院有限公司,北京 100088
0 前言
在碳达峰、碳中和目标的大背景下,发展清洁能源、可再生能源无疑是我国乃至全球都需要面对的问题。尽管如此,随着经济的飞速发展,国民用电量也快速增长,火电行业在未来一段时间内依然是发电量的主要来源[1-2],故火电的转型必将成为现阶段发展的重中之重。燃煤火电厂提供了我国约70%的电力需求量,延长火电装机寿命,发展优化超临界、超超临界机组,提高机组蒸汽压力和温度[3]、降低煤耗率等都是提质增效的可探索的技术路线。
为适配火电锅炉机组的转型改造,其配套的不锈钢焊材的工艺、性能等要求也在逐步提高,大部分场合尤其是在高温蒸汽、烟气环境下的蛇形管附件,存在大量不锈钢和异种钢接头,此类工况下的焊材在焊接过程中易出现熔合区缺陷,使得返修率高、效率低;同时,在高温蒸汽环境下服役,保证焊接接头性能的稳定性也是配套焊材研发的重要一环。
309型焊材主要应用于过渡层堆焊及异种钢的焊接,其熔敷金属在高温环境(500~800℃)下需具备优异的拉伸性能和冲击韧性,特研制了JW309HN药芯焊丝,为火电锅炉机组附件的生产制造、稳定运转提供有力保障。
1 研制难点及思路
含有铁素体的不锈钢在经过高温热处理后(在500~800℃区间加热或停留)会产生严重的σ相脆化,从而恶化焊缝金属的韧性和塑性。在一定温度下不锈钢中的铁素体会促进σ相的析出,一般认为σ相直接产生于铁素体相,即δ→σ转变,因此铁素体形成元素会促进σ相的产生[4]。
熔敷金属铁素体含量对其热处理后的力学性能影响很大[5],主要原因是铁素体经热处理后生成的σ脆化相会影响各项性能,因此本文以减少热处理后熔敷金属σ脆性相的产生作为提高其韧性和塑性的主要思路,通过寻求合适的奥氏体形成元素Cr、Ni、C、N含量,控制熔敷金属中的铁素体含量,保证焊缝抗裂性能,在高温环境下最大程度地减少焊缝金属中σ脆性相的产生,以确保熔敷金属的塑性和韧性。焊材熔敷金属力学性能相关设计文件要求如表1所示。

表1 焊材熔敷金属力学性能要求Table 1 Mechanical property requirements of welding deposited metal
2 试验材料与方法
2.1 试验材料
焊接材料为自主研发的φ1.2 mm JW309HN不锈钢药芯焊丝,熔敷金属化学成分如表2所示。在此焊丝成分基础上,设计不同配方体系的JW309HN药芯焊丝,其铁素体含量分别为16.5 FN、6.5 FN、1.0 FN。熔敷金属力学性能对接试板为Q345钢板,尺寸300 mm×150 mm×20 mm。
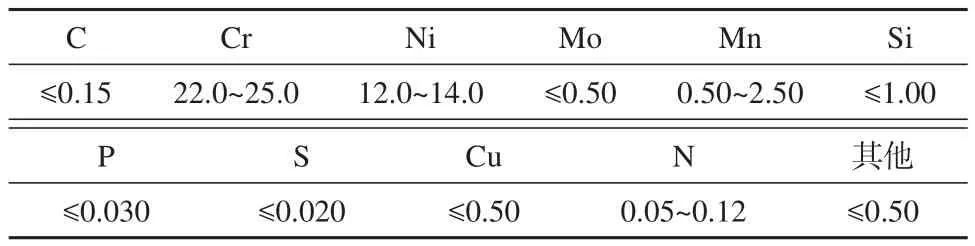
表2 不锈钢药芯焊丝JW309HN熔敷金属化学成分(质量分数,%)Table 2 Stainless steel flux cored welding wire JW309HN deposited metal chemical composition range(wt.%)
2.2 试验方法
焊接设备采用Panasonic YD-500GL5型熔化极气保焊机;熔敷金属力学性能测试试样制备及加工要求如图1、表3所示。母材和垫板均采用同种药芯焊丝堆焊约3 mm厚的隔离层,以避免母材对熔敷金属的稀释。焊接工艺参数见表4,热处理参数为(750℃±15℃)×1.5 h,随炉冷却。

表3 试件尺寸Table 3 Size of test piece

表4 焊接工艺参数Table 4 Welding parameters

图1 坡口形式Fig.1 Groove form
采用火花直读光谱仪测定焊丝熔敷金属化学成分;采用磁性法测定焊缝金属铁素体含量;在600 N万能试验机上按照国家标准GB/T228—2021进行拉伸试验,在JB-300B型冲击试验机上按照GB/T229—2020进行冲击试验;在OLYMPUS GX51型金相显微镜上进行金相组织观察,经过磨抛加工后的金相试样观察前采用FeCl3-HCl-H2O溶液进行腐蚀,采用X’Pert MRD型多功能衍射仪获得衍射图谱。
3 试验结果及分析
3.1 熔敷金属化学成分及分析
为保证各主要元素含量均合格,避免熔敷金属成分出现超标或不足的情况,通过对Cr、Ni、C、N四种元素含量的配合调整来得到目标铁素体含量。四种焊丝的熔敷金属化学成分测试结果、焊态及热处理态(750℃×1.5 h)焊缝金属的铁素体含量如表5所示,其中2#、3#为同一配方体系,2#为试验试样,3#为生产体系,以验证体系性能的稳定性。

表5 JW309HN熔敷金属主要化学成分测定值(质量分数,%)及铁素体含量Table 5 Determination of main chemical components(wt.%)and ferrite content of JW309HN deposited metal
表5中,1#为JW309HN药芯焊丝,焊态下其熔敷金属中铁素体含量为16.5 FN,热处理后铁素体含量降为5 FN。2#、3#主要通过提高C、N奥氏体形成元素的含量,降低熔敷金属内铁素体含量,焊态下铁素体含量为6.1 FN、6.5 FN,热处理后铁素体几乎完全转变,含量分别为0.1 FN、0.2 FN,极低的铁素体含量可避免高温工况下σ脆性相的再析出;提高熔敷金属的C含量是因为C会影响σ脆性相的形成,部分Cr与C结合变成M23C6高铬碳化物优先析出,减缓了σ脆性相的析出过程[6],保证热处理后力学性能良好。4#主要通过提高Ni含量,在降低Cr含量的同时,加入N元素,最大限度地降低熔敷金属的铁素体含量,焊态下铁素体含量约为1 FN,热处理后铁素体含量为0。
3.2 熔敷金属力学性能及分析
4种药芯焊丝熔敷金属的力学性能结果见表6,对比表1可知,2#、3#焊丝熔敷金属满足热处理后的力学性能要求。由表6可知,1#焊丝熔敷金属焊态断后伸长率为42%,室温冲击力平均值45 J,具有良好的塑性及韧性,但经热处理后熔敷金属塑性、韧性急剧下降,不符合热处理后的力学性能要求;2#、3#焊丝熔敷金属焊态、热处理态均具备良好的塑性及韧性,数据稳定,满足技术要求;4#焊丝熔敷金属塑性较差,经热处理后断后伸长率由25%降至16%,但其焊态及热处理态下室温冲击功均值分别为51 J、53 J,具备良好的韧性,热处理状态下抗拉强度和屈服强度均有所下降。
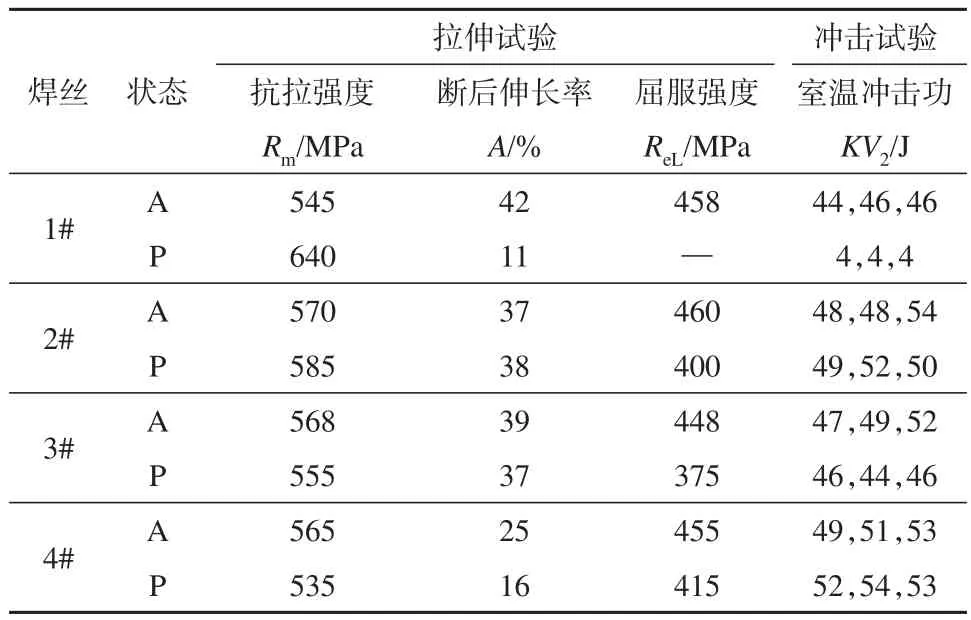
表6 JW309HN药芯焊丝熔敷金属力学性能Table 6 Mechanical properties of JW309HN flux cored wire deposited metal
综上,热处理状态下,随着熔敷金属内铁素体含量的降低,其抗拉强度呈下降趋势,未出现不符合要求情况,但铁素体过高或者过低,其断后伸长率下降明显(见图2),不符合技术要求;当铁素体含量约为6 FN时,熔敷金属能够维持良好的塑性及韧性。
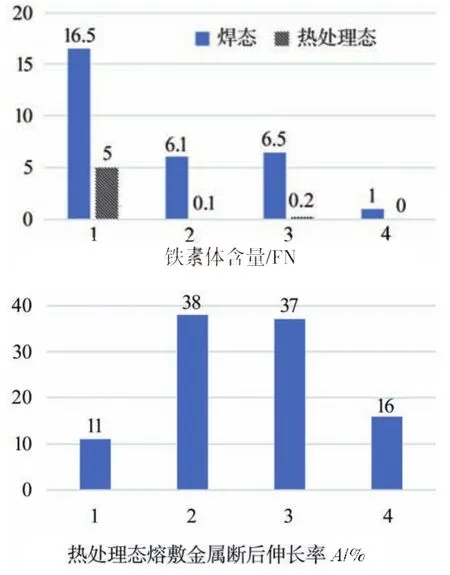
图2 热处理态熔敷金属铁素体含量和断后延伸率对比Fig.2 Comparison of elongation and ferrite content of heat-treated deposited metal
3.3 熔敷金属微观组织的演变
熔敷金属的化学成分为奥氏体不锈钢凝固模式主要影响因素,根据熔敷金属化学成分计算出铬当量(Creq)及镍当量(Nieq),利用WRC-1992组织图(见图3)判定其凝固方式及凝固组织,Creq、Nieq的计算公式为:

计算得出1#、2#、4#试验焊丝的Creq、Nieq及其比值结果如表7所示,在WRC-1992组织图中对应位置见图3。

表7 试验焊丝熔敷金属Creq、Nieq及其比值Table 7 Deposited metal Creq,Nieq and its ratio of test wires
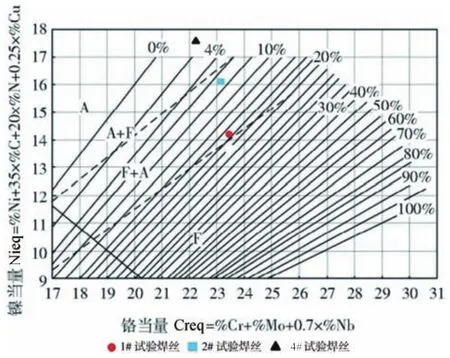
图3 WRC-1992组织图Fig.3 WRC-1992 Organization Chart
分析WRC-1992组织图可知,1#、2#焊丝熔敷金属凝固模式均为以δ铁素体为初始析出相,凝固终了前形成一些奥氏体的凝固过程的FA模式[7],在此对2#试验焊丝熔敷金属的凝固过程进行分析。研究表明,FA模式凝固终了时存在骨架状铁素体或板条状铁素体两种形态的铁素体,一般中等焊缝冷却速度和(或)Creq/Nieq值较低的情况会使其形成骨架状铁素体形态,而2#焊丝熔敷金属Creq/Nieq=1.43处于FA范围内偏低值且焊接层温控制在100~150℃,具有较低的冷却速度,故形成含骨架态铁素体的焊缝组织,该凝固模式下可使焊缝组织获得较高的热塑性[8],有利于提高焊缝金属的耐高温性能。
4#焊丝熔敷金属凝固模式推测为AF模式,以奥氏体为初始相,通过共晶反应会在奥氏体晶界产生稳定的一定量铁素体,4#试验焊丝磁性法测定铁素体含量为1,故在晶界形成的铁素体并不明显;在AF凝固模式下,焊缝金属通过包晶/共晶反应虽然形成了γ-δ组织,但δ量较少,不足以形成理想的γ-δ界面,出现液膜润湿现象,故AF模式下焊缝组织均存在一定的热裂倾向,热塑性能有所降低。
3.4 熔敷金属金相组织分析
2#、4#焊丝熔敷金属焊态和热处理态的显微组织如图4、图5所示。
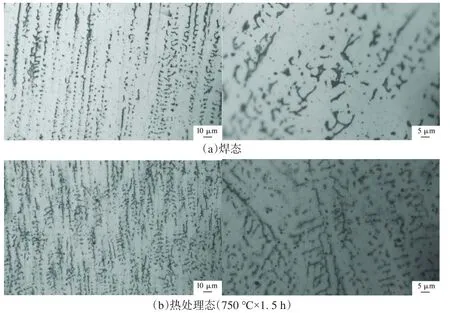
图4 2#JW309HN药芯焊丝焊态和热处理态熔敷金属的显微组织Fig.4 Microstructure of deposited metal of 2#JW309HN flux-cored wire as welded and heat treated

图5 4#JW309HN药芯焊丝焊态和热处理态熔敷金属的显微组织Fig.5 Microstructure of deposited metal of 4#JW309HN flux-cored wire as welded and heat treated
研究表明,对于铁素体含量过高(FN≥10)的奥氏体-铁素体不锈钢熔敷金属,在500~800℃温度范围工作时,由于生成较多的σ相而脆化,脆性相的形成并在组织中呈连续的或近似连续的分布,严重降低其韧度和延性[9]。而1#焊丝熔敷金属在热处理状态下失去良好的塑性及韧性正是由于铁素体含量过高,经热处理后,熔敷金属内析出了大量的σ脆性相,形成连续分布,导致力学性能变差。
2#焊丝熔敷金属的凝固模式为FA模式,焊态下为典型奥氏体组织上分布较多的骨架状δ铁素体,且尺寸较小,能打乱奥氏体晶间的连续分布,形成稳定的γ-δ组织,使组织具备良好的力学性能。经750 ℃×1.5 h热处理后,虽发生δ→σ+γ′的共析转变,但析出σ相较少,并未形成连续的脆性相分布,对其力学性能并未造成明显影响,在高温环境下仍具备较好的塑性和韧性。
4#焊丝通过提高熔敷金属中N含量,使铁素体含量降至1 FN,铁素体含量极少,其凝固模式属于AF模式,在奥氏体的亚晶界上形成少量的铁素体,并有较多的点状合金元素和杂质化合物析出;熔敷金属经750℃×1.5 h热处理后,晶界极少量的铁素体完成转化为σ相,且奥氏体晶界析出了更多的点状偏析物,外加单一的γ相,导致熔敷金属塑性严重恶化,无法满足高温环境下的性能要求。
3.5 熔敷金属XRD分析
对符合技术要求的2#JW309HN药芯试验焊丝进行XRD分析,结果如图6所示。由图可知,2#焊丝熔敷金属焊态下为奥氏体+少量铁素体组织,衍射峰中奥氏体强度最高,存在少量的铁素体,经热处理后,发生δ→σ+γ′的共析转变,铁素体相对应衍射峰消失,出现少量σ脆性相。
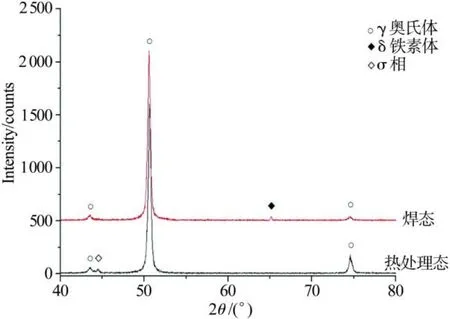
图6 2#JW309HN药芯焊丝焊缝组织XRDFig.6 XRD of deposited of 2#JW309HN flux cored wire
4 结论
基于对JW309HN不锈钢药芯焊丝化学成分调整、焊态及热处理态下力学性能的系统分析,并结合实际工程应用要求,研制了新型耐高温JW309HN药芯焊丝,并分析研究其熔敷金属的各项性能,均满足相关技术要求。
(1)调整熔敷金属的C、Ni、N含量,控制铁素体含量约6.0 FN,焊态下力学性能良好,且经750℃×1.5 h热处理后仍具备良好的力学性能,断后伸长率38%,室温冲击力平均值45 J,均满足技术要求。
(2)FA凝固模式相比AF凝固模式,具备更优的热塑性,耐高温性能得到保障。
(3)750℃×1.5 h热处理后,2#焊丝熔敷金属力学性能仍满足技术要求,在高温环境下塑性和韧性并未受到严重影响,组织内δ→σ+γ′的共析转变析出少量的σ脆性相,但未形成连续分布,未对组织性能造成不良影响。
猜你喜欢
电焊机(2022年8期)2022-09-09
电焊机(2022年5期)2022-06-01
金属热处理(2022年4期)2022-04-19
焊管(2022年1期)2022-02-11
魅力中国(2021年29期)2021-09-15
金属世界(2019年5期)2019-10-31
航天制造技术(2018年6期)2019-01-11
爆炸与冲击(2018年4期)2018-07-04
汽车文摘(2016年3期)2016-12-09
汽车文摘(2015年6期)2015-12-12