拉伸工艺对PETG 热收缩膜弹性模量的影响
2022-11-08 03:32郑明伟
塑料包装 2022年5期
郑明伟
(江苏光辉包装材料有限公司)
1. 概述
随着世界经济的快速发展,及近几年极端天气的出现频率增加,人们对环境的重视程度不断增强,环保意识的日益加深,特别是食品软包装行业及防伪标签行业对热收缩标签膜的需求逞大幅上涨趋势,我国国内热收缩标签膜的市场也保持这良好的增长势头,年均增长率均保持在10%-20%左右,在当前的经济下行的大环境下,还能逆势上涨,且保持这种高速的增长速度,是其它包装及印刷行业所无法想象的,在如今这种环境下,作为新型环保材料的聚酯热收缩膜顺势脱颖而出,成为包装行业众多包装材料里的明星产品,极大的促进了聚酯热收缩薄膜在市场中的应用及推广[1,7]。
作为包装标签使用的基材,聚酯热收缩膜多为单向热收缩膜,基于单向收缩要求的基础上,致使聚酯热收缩膜存在纵向方向弹性模量相对较小的问题,导致使用聚酯热收缩膜为基材的标签产品在后续的套标过程中,存在套标速度慢,飞标、卡标、等问题,严重影响生产效率及产品质量,给薄膜生产厂家及该产业链上的各个环节的厂家带来一定的经济损失及材料浪费[2]。
如今市面上的聚酯热收缩薄膜其产品各个性能综合对比已由于同为包装材料的其他材料品类(如:PVC、PP、PE 等),其在环保性能、光学性能、热收缩稳定性、厚度均匀性等方面的性能已然相当优良[6,10],只有在力学性能方面还有一定的待提升空间,由于标签用热收缩膜大多以单横向拉伸为主,导致其在横向的弹性模量相对较高,而纵向的弹性模量相对较低,纵向易弯曲。
2. 实验部分
2.1 实验原料
PETG 聚酯切片,江苏光辉包装材料有限公司提供。
2.2 仪器设备
双向拉伸生产线(山东永健);
电子拉力机(型号:XLW(PC)济南兰光)。
2.3 试样制备
将PETG 聚酯切片经过挤出机的熔融挤出形成流动的熔体,然后在经过过滤器过滤后流向模头,在经过铸片系统形成片材,最后经过纵向拉伸和横向拉伸形成薄膜[8]。
2.4 性能测试
拉伸强度按照行业标准规定的ASTM D882规定进行测试。测试样品采用长条型,样品尺寸:长150 mm,宽:(15±0.1)mm,夹具间距为100 mm,拉伸速度为(100±10)mm/min,测试样品各取样5 条,采取平均值左右参考依据。[3]
3. 结果与讨论
3.1 横向拉伸倍率对弹性模量的影响
普通的聚酯热收缩膜为单横向拉伸的薄膜,只是不同的产品拉伸比有所不同,如图1 所示,40 μ m 薄膜纵向的弹性模量只有1180 左右,而横向的弹性模量为3350 左右,伴随着横向拉伸比由3.8 加大至5.0,横向的弹性模量随之增加最高来到了3910,纵向的弹性模量随之少量降低,最低降至980,随着横向拉伸比的加大,分子链的横向取向则越大,取向后的分子链模量增大,弹性模量增加,纵向分子链的模量减少,弹性模量降低[4,9]。
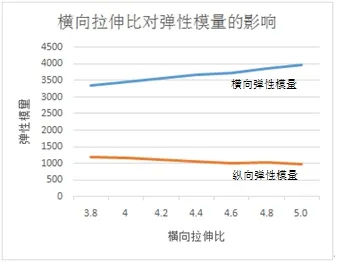
图1 横向拉伸倍率图
3.2 纵向拉伸倍率对的影弹性模量响
以横向拉伸比为4.5 倍为基础,分别设定不同的纵向拉伸比,如图2 所示,40 μ m 薄膜纵向的弹性模量只有960 左右,而横向的弹性模量为3570 左右,随着纵向拉伸比由1.0 加大至1.25,纵向的弹性模量随之增加最高来到了1330,横向的弹性模量无明显变化规律,随着纵向拉伸比的加大,分子链的横向取向则越大,取向后的分子链模量增大,弹性模量增加,因纵向拉伸比小对横向的分子取向影响不大,故在横向上的弹性模量无明显变化规律。

图2 纵向拉伸倍率图
3.3 纵向定型辊温度对的影弹性模量响
以横向拉伸比为4.5 倍,纵向拉伸倍率为1.2倍为基础,分别设定不同的纵向定型辊温度,来考察其对薄膜挺度的影响,如图3 所示,40 μ m薄膜纵向的弹性模量1200 左右,横向的弹性模量为3400 左右,随着纵向定型辊温度由35℃逐步提高至50℃,纵向和横向的弹性模量无明显变化。
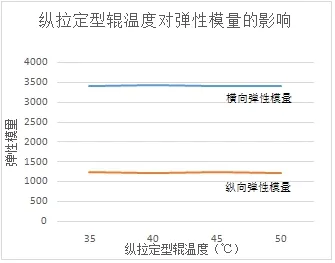
图3 纵向定型辊温度图
3.4 纵向拉伸间隙对弹性模量的影响
同样以横向拉伸比为4.5 倍,纵向拉伸温度为80℃倍率为1.2 倍为基础,通过设定不同的拉伸间隙,来考察其对薄膜挺度的影响,如图4 所示,40 μ m 薄膜纵向的弹性模量1200 左右,横向的弹性模量由轻微提升,随着间隙由5 mm 逐步提高至20 mm,纵向的弹性模量无变化不大,由于拉伸间隙的增大,同样的拉伸倍率,颈缩量变大,铸片宽度变窄,TDO 出口宽度不变的情况下变相增加横拉倍率,因此横向弹性模量有轻微增加。
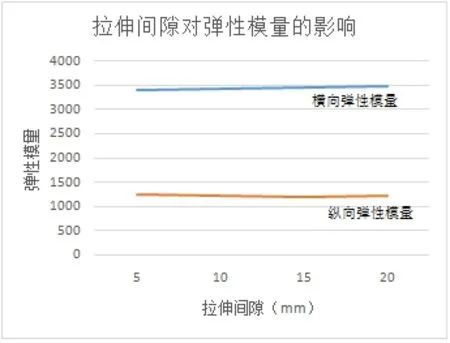
图4 纵向拉伸间隙图
3.5 横向拉伸温度对弹性模量的影响
以横向拉伸比为4.5 倍,纵向拉伸比为1.0倍为基础,通过改变TDO 的拉伸区温度,来考察其对薄膜挺度(弹性模量数值)的影响,如图5 所示,随着TDO 拉伸区的温度设定由80℃分段提高至95℃时,分子链在拉伸过程中,边拉伸边定型,随着拉伸温度的升高,横向分子链的解取向度减少,分之间的相对横向移动变多,纵向分子链模量相对增加,弹性模量数值在一定程度内有所增加,弹性模量数值由930 来到了1400。
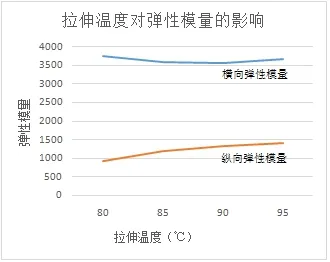
图5 横向拉伸温度图
4. 结论
聚酯热收缩膜主要的应用领域为标签领域,这也就决定了其主要指标为横向收缩率,纵向挺度的大小决定了产品的品质和应用广泛性。
通过对产品加工工艺上的纵、横向的拉伸倍率和拉伸温度对薄膜纵向弹性模量影响的研究和论证,可以得出以下结论:
1)随着横向拉伸倍率的增加,横向弹性模量对应增加,纵向弹性模量对相应轻微降低;
2)纵向拉伸倍率越大,纵向弹性模量越高;
3)纵拉定型辊温度变化,对薄膜弹性模量无明显影响;
4)纵向拉伸间隙越大,横向弹性模量越大,纵向弹性模量无明显变化;
5)横向拉伸区温度越高,纵向弹性模量越好,且随着温度的提高,弹性模量提高的幅度越小。
猜你喜欢
山东交通科技(2020年1期)2020-07-24
纺织科学与工程学报(2020年1期)2020-06-12
山西建筑(2020年11期)2020-06-04
安徽电子信息职业技术学院学报(2019年2期)2019-04-26
石油石化绿色低碳(2019年6期)2019-01-14
上海公路(2018年4期)2018-03-21
纺织科学研究(2017年4期)2017-05-17
制造业自动化(2017年2期)2017-03-20
东北电力大学学报(2015年4期)2015-11-13
中国塑料(2015年6期)2015-11-13