热合工艺对热合布材料性能的影响*
2022-12-27 02:47朱李芳王显达刘平平
合成材料老化与应用 2022年6期
朱李芳,王显达,乔 陟,刘平平
(中国特种飞行器研究所,湖北荆门 448035)
浮空器是一种轻于空气的浮空飞行器,在运输、旅游、反恐、侦查、通信、预警、临近空间等方面有着广阔的应用前景,随着科技的发展,浮空器因其独特的优势越来越受到各国青睐[1-9]。气囊是组成浮空器的核心部件,通过热合布将经裁剪加工后的蒙皮材料热合拼接而成。热合布主要结构包括热封层、织物层和胶膜层,其中热封层和胶膜层一般选用具有良好的热合工艺性能聚氨酯材料等。热合布与蒙皮材料之间一般采用热合的方式进行连接。热合工艺属于高温高压的特殊工艺,加工过程可能对材料产生影响导致其性能发生改变,以往的文章主要研究蒙皮材料的变化,对热合布的研究较少[10-12]。本文以H6300热合布材料为研究对象,分别测试材料在不同热合时间后的性能变化,揭示热合工艺对热合布性能的影响。
1 实验部分
1.1 主要原料
H6300,长春应用化学研究所,材料结构示意图如图1所示。
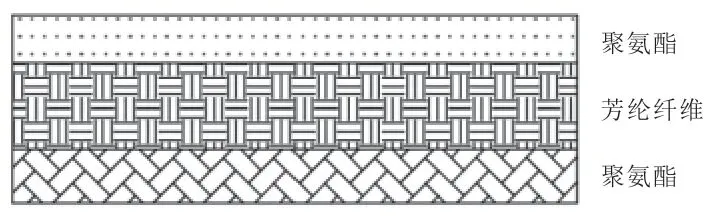
图1 H6300结构示意图Fig.1 Schematic diagram of 6300 structure
1.2 主要仪器设备
熔接热合机:JL-5010T,上海九罗机电设备有限公司;扫描电子显微镜(SEM):Sigma300,德国蔡司公司;拉力试验机:QJ211S,上海倾技仪器仪表科技有限公司;测厚仪:CHY-CA,济南兰光机电技术有限公司。
1.3 样品制备
制作H6300热合工艺样件,样件尺寸为400mm×500mm,共10件(样件取自同一卷材料)。使用熔接热合机对样件进行热合,热合参数为:上温160℃;下温165℃;热合时间x;冷却时间20s;气压0.7MPa。各样件具体热合时间要求见表1,样件完成热合后进行裁剪取样,制作相应试件。

表1 样件热合时间表Tab 1 Sample heat sealing time
1.4 性能测试与结构表征
SEM:将材料制成直径约为10mm的试样,热合面朝外,用导电胶固定在试样台上,经喷金处理后拍照。
本体拉伸强度:按照GJB 8177-2015测试,试样沿纤维经向裁剪,试验结果取5组测试结果的算术平均值。
撕破强度:按照AC-21-AA200909R1测试,试样沿纤维经向裁剪,试验结果取5组测试结果的算术平均值。
厚度:按照GB/T 6672测试,试验结果取5组测试结果的算术平均值。
2 结果与讨论
2.1 外观变化
将完成热合后的H6300进行SEM测试,结果如图2所示。相对于未进行热合加工的(a)样件,其余样件表面均有不同程度的变化,产生了一定的聚氨酯胶瘤。由图2可知,H6300材料表面的聚氨酯涂层受高温的影响逐渐变成了熔融状态,随着热合时间的增加,材料表面的胶瘤呈现逐渐聚集并扩大的趋势,中间的芳纶纤维因为高温高压的影响显现出轮廓。
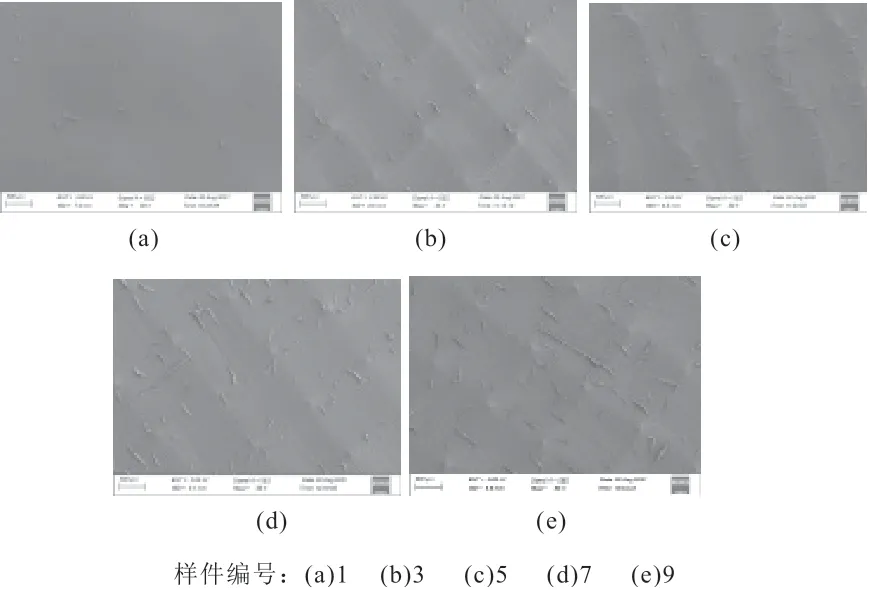
图2 不同热合时间材料表面状态Fig.2 Surface state of materials at different heat sealing time
2.2 拉伸强度
将热合后的样件裁剪后制作本体拉伸试件,图3为不同热合时间试件本体拉伸强度。由图3可知,随着热合时间的增加,H6300材料的本体拉伸强度在2400N呈现无规律上下浮动的变化。织物层是蒙皮材料的主要承力结构,直接决定着材料拉伸强度性能的高低,作为织物层的芳纶纤维具有较高的耐温性,本试验中的加工温度和时间对芳纶的性能影响有限,因此材料拉伸强度保持较好[13-15]
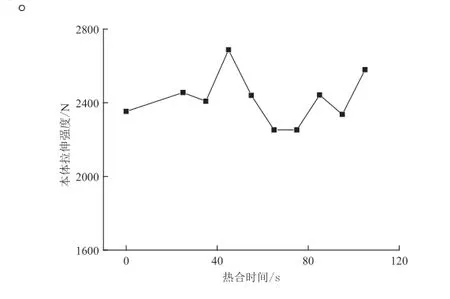
图3 不同热合时间材料拉伸强度变化Fig.3 Material tensile strength change at different heat sealing time
2.3 撕裂强度
将热合后的样件裁剪后制作本体撕裂试件,图4为不同热合时间试件撕裂强度。由图4可知,随着热合时间的增加,H6300材料的撕裂强度呈现明显下降趋势,撕裂强度从475.65N逐渐下降至347.60N,强度降低26.92%。蒙皮材料的撕裂强度与纤维本身强度和涂层剂对织物纤维的束缚能力有关[16-18]。由2.2可知,热合过程对纤维本身的强度变化较小,故导致H6300材料撕裂强度下降的可能原因是聚氨酯等对纤维的束缚能力增加。对撕裂强度变化曲线进行拟合,可得R2值为0.98747的高匹配度拟合曲线。由拟合曲线可以看出,随着热合时间的逐渐增加,材料撕裂强度下降趋势逐渐变缓并趋于稳定。
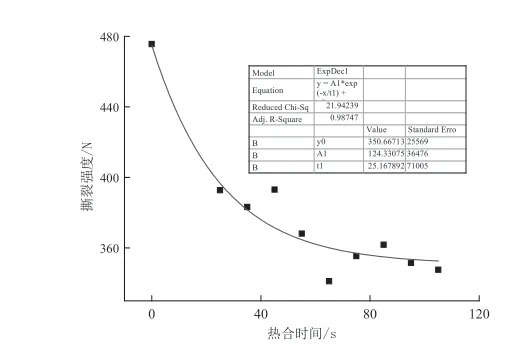
图4 不同热合时间材料撕裂强度变化Fig.4 Material tear strength change at different heat sealing time
2.4 厚度
将热合后的样件进行厚度测试,图5为不同热合时间试件厚度值。由图5可知,随着热合时间的增加,H6300材料的厚度呈现明显下降趋势,材料厚度从从323.44μm下降至267.86μm,厚度降低18.11%。对厚度变化曲线进行拟合,可得到R2值为0.90184的高拟合曲线,其下降趋势与材料的撕裂强度拟合曲线趋势基本一致,这表明二者之间有较强的关联性。由2.1可知,热合过程中,在热合机高温环境下材料表面的聚氨酯涂层出现了熔融的状态,PU膜具有了一定的流动性;在热合机高压外力作用下聚氨酯层胶膜将出现向织物层浸润的趋势。随着热合时间的增加,芳纶纤维中浸润的胶膜增多,导致材料的厚度下降;芳纶纤维间隙逐渐被填充,降低了芳纶纤维运动及形变的能力,撕裂强度随之降低。因此,导致H6300材料撕裂强度下降的主要原因是热合过程加速了聚氨酯PU膜向芳纶纤维浸润,降低了芳纶纤维间相对运动的能力。
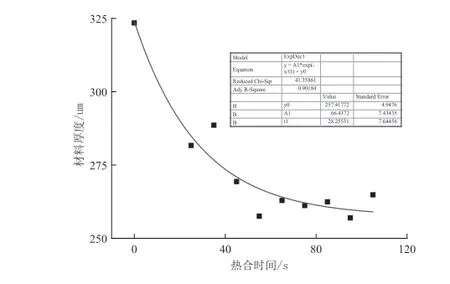
图5 不同热合时间材料厚度变化Fig.5 Material thickness change at different heat sealing time
3 结论
(1)随着热合时间的增加,H6300材料的厚度、撕裂强度均呈现下降趋势,且趋势逐步放缓,并趋于稳定,因此需慎重选择材料合适的加工参数。
(2)热合布作为浮空器生产过程的主要热合材料,设计人员考虑材料技术指标时,还需兼顾加工过程的影响。
猜你喜欢
科学与信息化(2022年21期)2022-11-16
科学技术创新(2022年30期)2022-10-21
纺织科学研究(2021年6期)2021-12-02
纺织科技进展(2021年4期)2021-07-22
皮革制作与环保科技(2020年13期)2020-03-17
上海建材(2019年4期)2019-05-21
电子制作(2018年10期)2018-08-04
中国塑料(2015年8期)2015-10-14
橡胶工业(2015年2期)2015-07-29
锻造与冲压(2014年20期)2014-10-10