球磨钢件表面残留锈蚀度及其对热浸镀锌漏镀的影响
2023-01-09 12:06李智伟彭浩平吴长军王建华苏旭平
表面技术 2022年12期
李智伟,彭浩平,吴长军,王建华,苏旭平
球磨钢件表面残留锈蚀度及其对热浸镀锌漏镀的影响
李智伟a,b,彭浩平a,b,吴长军a,b,王建华a,b,苏旭平a,b
(常州大学 a.江苏省材料表面科学与技术重点实验室 b.江苏省光伏科学与工程创新中心,江苏 常州 213164)
目的 探究球磨前处理对钢件表面残留锈蚀度及其对热浸镀锌漏镀的影响,以期开发一种环境友好型的热浸镀锌工艺。方法 采用自主设计的高温双筒球磨机,对热浸镀锌钢件进行前处理。采用光学与电子显微镜分析球磨参数对钢件表面残留锈蚀度的影响。对球磨后的钢件进行热浸镀锌,采用扫描电镜(SEM)、X-射线衍射仪(XRD)以及高温悬滴式接触角测定仪研究钢件表面残留锈蚀产物及其对热浸镀锌漏镀的影响。结果 随着磨球粒径的增大,钢件表面残留锈蚀度先减小后增加,磨球粒径为5 mm时达到最小值;随着滚筒转速和球磨时间的增加,钢件表面残留锈蚀度不断减少;当磨球粒径为5 mm、滚筒转速为140 r/min和球磨时间为40 min时,钢件表面残留锈蚀度可减少到0。随着钢件表面残留锈蚀度的减小,锌液滴与基体间的接触角减小。当残留锈蚀度达到0时,接触角=84°,锌液在基体表面均匀铺展,可避免漏镀的发生。结论 球磨除锈可以代替酸洗除锈,以减少热浸镀锌工艺对环境的污染。
球磨;前处理;热浸镀锌;润湿性;漏镀
批量热浸镀锌技术[1-5],作为一种工艺成熟的防腐手段,已经广泛应用在结构钢件的腐蚀与防护方面。一般情况下,钢材表面会产生一层厚度5~10mm的氧化层。氧化物的存在,严重影响了钢材的表面质量,在热浸镀锌过程中,会造成漏镀,甚至不能镀的现象。因此,除锈是热浸镀前处理中非常重要的一步。
钢材除锈技术主要有化学除锈和机械除锈。化学除锈以酸洗为主,它能够去除钢材表面的氧化物层,为热浸镀锌提供良好的表面质量[6]。且因为其具有成本低、处理时间短、操作简单等优点,已经成为热浸镀锌工艺中不可或缺的一道前处理工序。然而,由于大量高浓度盐酸、硫酸等的使用,酸洗在去除氧化层的同时,也将消耗钢材基体,造成“过酸洗”或“欠酸洗”等缺陷。酸洗过程中还可能产生氢脆,降低钢材的物理性能[7]。此外,酸洗液具有的高挥发性和高腐蚀性,对生产环境和人身安全有着严重的威胁。为此,开发一种绿色环保的新型除锈工艺是很有必要的。王祥洪等[8]从酸洗液的挥发性着手,研发了一种不易挥发的除锈剂。相比于传统的15 %浓度的盐酸溶液,新型除锈剂的酸雾挥发量可以减少50%~70%,并且具有可回收的优点。袁传勋等[9]从酸洗液的浓度着手,研发了一种浓度较低且仍能保持高除锈效率的除锈剂。该新型除锈剂由于浓度较低,具有对钢基体腐蚀损伤轻、价格合理等优势。以上2种除锈剂配方,虽然分别从挥发性和腐蚀性考量,减小了酸洗工序的危害,但是仍然没有规避盐酸的使用。在实际生产中,产生的废酸对环境的污染仍是不可忽略的。
机械除锈工序应运而生。机械除锈以机械加工的处理方式,如喷丸、干法喷砂、湿法喷砂、高压水枪、球磨等方式,达到去除氧化皮等杂质的效果。喷丸具有动能大、操作简单、适应性强[10-13]等优点。但是,由于喷丸的工艺限制,一次只能处理工件的一个表面,不适用于连续化作业的要求[14]。此外,由于喷丸的动能较大,对钢基体表面的粗糙度影响大。在热浸镀锌中,基体表面较大的粗糙度会对镀层的组织结构产生影响。Possart等[15]分析了喷砂工艺对钢基体表面状态的影响,证实了喷砂的除锈效果。喷砂除锈分为干法和湿法2种。干法喷砂会造成大量尘土悬浮于空气中,对环境、人身健康有很大的影响。因此,目前主要应用的是湿法喷砂工艺。Myeongseol等[16]通过试验和计算模拟相结合的方法,得出了高效且表面质量高的湿法喷砂工艺。湿法喷砂工艺的缺点也是显而易见的。在喷砂完成后,钢件表面会残留水分。暴露于空气中,钢基表面会迅速反锈,在热浸镀锌过程中会引起漏镀的现象[17]。此外,为了达到热浸镀锌所需的清洁度,通常需要进行长时间的喷丸(喷砂)处理。长时间的喷丸和喷砂,会导致钢基表面的结构和性能发生变化。
相较于喷丸的单一碰撞处理,球磨处理[18]利用摩擦、碰撞、切削等多种机械手段作用于钢基体,除锈效率更高。王世江[19]利用力学原理分析了球磨机转筒内物料被抛射后与滚筒碰撞时的撞击力计算问题,并与实际应用中的球磨机进行对比,证明了球磨除锈的可行性。王加成等[20]从滚筒的形状设计出发,证实了圆柱形滚筒具有最佳的球磨效果,并且可以使滚筒的撞击噪声大幅下降。此外,球磨处理对钢材的冲击能较小,可避免过度喷丸引起的基体表面结构和性能的失效。
目前,关于球磨除锈的工艺参数优化及其对热浸镀锌漏镀的影响的报道很少。因此,采用自主设计的高温双筒卧室球磨机,对结构钢进行球磨前处理以满足热浸镀锌的要求。通过调整球磨工艺参数,分析球磨参数对钢件表面残留锈蚀度,及残留锈蚀度对热浸镀锌漏镀的影响。研究结果对热浸镀锌行业的绿色可持续发展具有重要意义。
1 试验
1.1 球磨参数设计
试验采用定制卧式双筒球磨机,旋转轴线平行于水平面,球磨筒内径为60 mm,设计球磨参数如下[21]:
磨球粒径:磨球的直径()范围可以按照公式(1)确定。
=m×(1/18~1/24)≈(4~2) mm (1)
公式(1)的推导是在理想状态下得出的,滚筒球磨机实际运行过程中会受到物料及钢球之间的互相影响。磨球粒径的大小,对球磨产生的冲击能也会有影响。因此,需要在计算结果的基础上,扩大试验范围。结合实验室常用的磨球规格,本试验选取的磨球粒径分别为2、5、8 mm。
滚筒转速:球磨机理论临界转速(e)的计算公式为:
式中:m为球磨筒的内径(m)。滚筒转速大于等于临界转速时,磨球和物料与球磨筒之间处于相对静止的状态,导致球磨效果消失。因此,工作转速需要小于临界转速。
为了取得较好的球磨效果,球磨机的工作转速(0)宜取:
0=(0.65~0.80)e=112~138 r/min (3)
总的冲击能最大时的转速(j)为:
可以看出,总冲击能最大时的转速超过了球磨机的工作转速。但是,为了研究转速对除锈效果的影响,需要考虑冲击能最大时的转速。因此,结合定制双筒球磨机的安全运行参数,并从便于试验操作的角度出发,设定具体的工作转速分别为120、130、140、150 r/min。当工作转速小于120 r/min时,冲击能较小,导致球磨时间过长,因此没有采用110 r/min。
球磨筒填充系数:结合文献调研[22],本研究的磨球填充系数取0.5。
1.2 样品制备
试验采用工业纯铁试样(20 mm´20 mm´3 mm),其化学成分(以质量分数计)为:0.06% C,0.019% Si,0.07% Mn,0.008 5% S,0.008 5% P,0.032% Cr,0.034% Ni,0.02% Cu,99.748% Fe。在热浸镀锌前,试样需先在70~90 ℃的15% NaOH溶液中碱洗3 min,以去除表面油脂。然后,在室温下,分别采用酸洗和球磨的处理工艺去除表面锈蚀产物。酸洗是将碱洗后的试样置于10%~15%的盐酸溶液中浸泡3 min。球磨是将碱洗后的试样,连同磨球一起放入图1中的球磨筒内,通过磨球的机械作用去除试样表面的锈蚀产物。为了避免试验的偶然性,在同一种方法中,1次处理3个样品,每种方法重复3次。
球磨工艺参数按照1.1节计算分析的结果设置,磨球选用304不锈钢球。除锈后的试样置于去离子水中清洗,然后再进行助镀。助镀剂选用200~300 g/L NH4Cl-ZnCl2溶液(1.2∶1),助镀温度为(75±5)℃,助镀时间为5 min。助镀后的样品在100 ℃的鼓风干燥箱中干燥10 min后立即浸入锌池中。锌池成分为99.9%的纯锌,质量为2 kg,温度为(450±3)℃,浸镀时间取60 s。将浸镀后的工件缓慢提出锌池,然后立即浸入水中冷却。
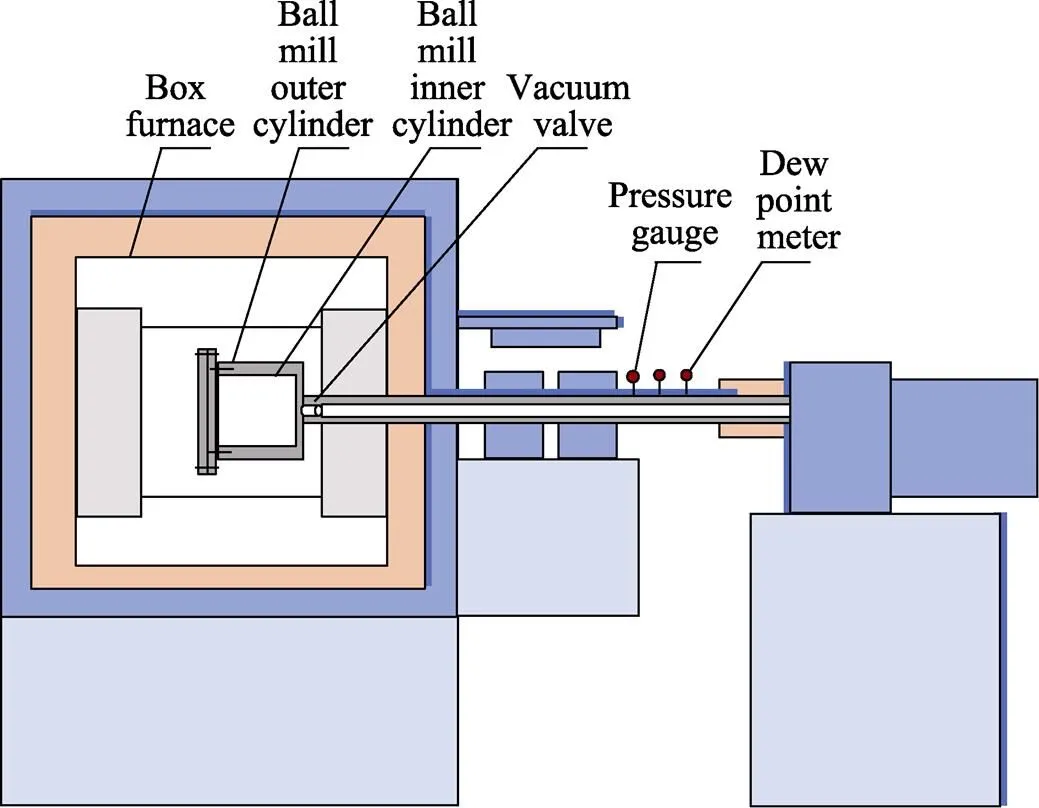
图1 高温双筒卧式球磨机示意图
采用高温悬滴式接触角测定装置,拍摄得到锌熔滴在钢基板上的润湿形貌。采用基于Yong-laplace方程的接触角测量软件ADSA,通过99点拟合法得到高温熔体在基板上的液滴几何形状,计算得到锌熔体与钢基板间的润湿接触角。
1.3 样品观察分析
采用Smart Zoom光学电子显微镜观察样品表面,并用方格网(10´10)比对的方法,计算得出钢件表面氧化皮面积分数(超过半格按一格计算,不满半格的按0计算),用来定量表征除锈后钢件表面的残留锈蚀度。为了改善测量精度,以上测试都经过至少3次的重复测量计算,再将测得的数据取平均值,用于试验分析。采用扫描电镜(SEM)对镀锌层表面质量进行观察。通过分析由Rigaku RINT2000 X射线衍射仪产生的X射线衍射谱图(XRD),确认相的组成。该X射线衍射仪在40 kV和100 mA下使用Cuka辐射进行工作。Jade软件包用于索引和计算XRD谱图。采用VK-H3型维氏硬度仪测量不同状态下Q235钢件表面的显微硬度,测试时加载载荷为0.098 N,加载时间为10 s。
2 结果与讨论
2.1 球磨参数对钢件表面残留锈蚀度的影响
2.1.1 磨球粒径对钢件表面残留锈蚀度的影响
图2是分别选用粒径为2、5、8 mm的磨球,以140 r/min的转速球磨30 min后的钢基体表面的微观形貌。图2a是2 mm球磨的基体表面,图中黑色区域对应的是残留的锈蚀产物。采用方格网法计算得到图2a中的残留锈蚀区域的面积分数为8%,如图中红色圆点处,记录于图3中。同样地,从图2b和图2c可知,5 mm和8 mm球磨的基体表面对应的残留锈蚀度分别为5%和6%。
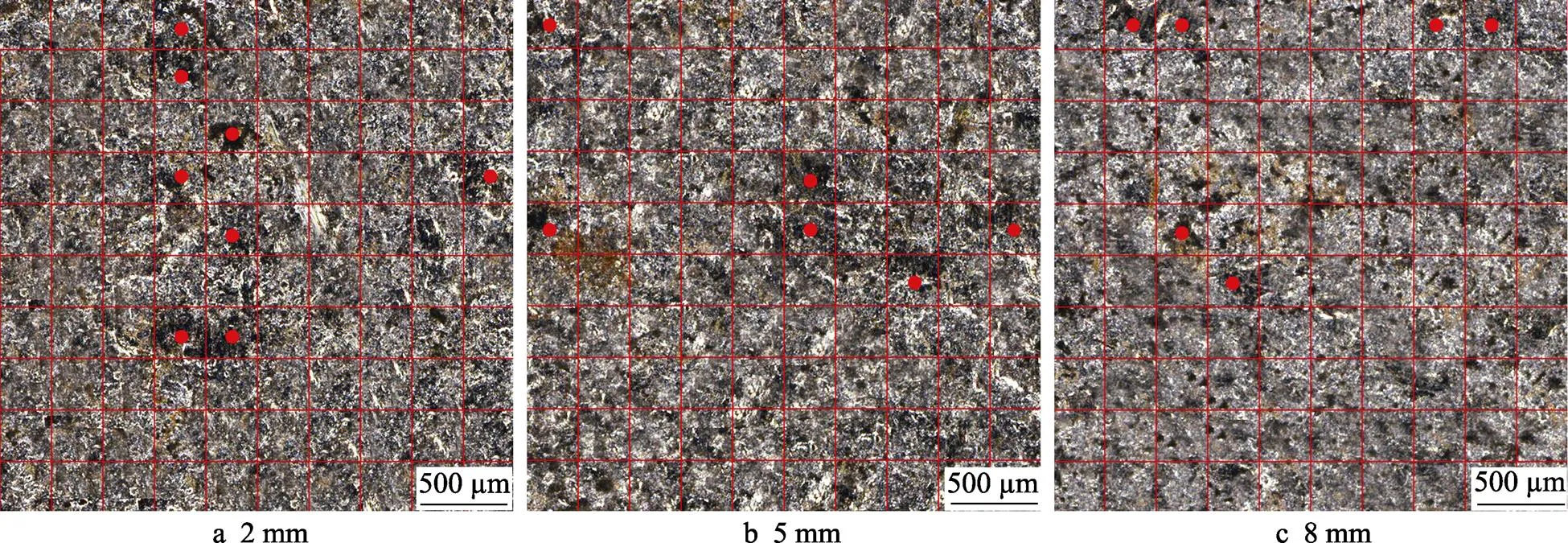
图2 采用不同粒径磨球以140 r/min转速球磨30 min后基体表面的微观形貌
图3显示了基体表面的残留锈蚀度随磨球粒径变化的曲线。可以看出,相较于大粒径的磨球(5、8 mm),采用2 mm粒径磨球处理后基体表面的残留锈蚀度最高,=8%。这是因为磨球粒径越大,单球的质量就越大,作用于钢件表面的动能也会越大。氧化产物等杂质由于自身疏松多孔的结构而与基体表面结合力较弱,在受到较大外力作用下会发生脱落,从而实现快速除锈的目的。相较于5 mm粒径的磨球(=5%),8 mm粒径磨球处理后的基体表面残留锈蚀度略微增大(=6%)。这是因为在相同的填充系数下,磨球粒径越小,单球体积就越小,磨球总数量就会越大。相同时间内,作用于钢件表面的撞击和摩擦频率会极大地提高。这就造成了球磨时间一定时,5 mm粒径磨球作用下的基体表面残留锈蚀度更低。此外,钢铁件表面会存在一些尺寸较小的凹坑缺陷,8 mm粒径的磨球由于自身尺寸较大很难作用于凹坑内部,无法去除一些残留的氧化物等杂质,表面清洁不彻底,一定程度上也会影响钢件表面氧化物的清除效果。从以上分析可以看出,当磨球粒径为5 mm时,球磨对钢件表面氧化物的去除效果最佳。
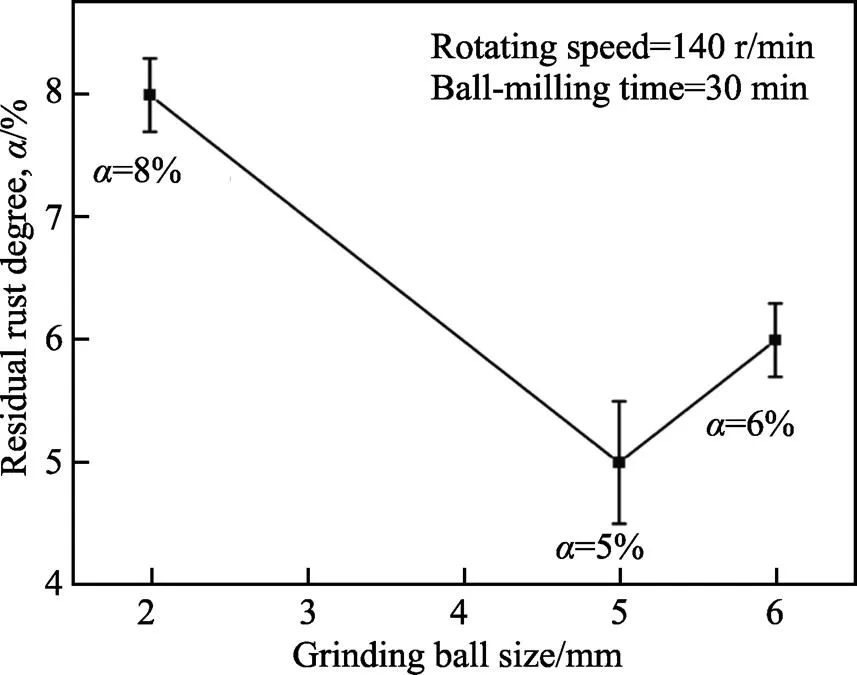
图3 基体表面的残留锈蚀度a随磨球粒径变化的曲线
2.1.2 滚筒转速对钢件表面残留锈蚀度的影响
为了分析滚筒转速对钢件表面氧化物去除程度的影响,采用5 mm粒径的磨球分别以120、130、140、150 r/min的转速球磨钢件40 min,得到钢基体表面的残留锈蚀度见图4。可以看出,随着滚筒转速的增加,钢件表面的残留锈蚀度减小。当滚筒转速为140、150 r/min时,钢件表面的氧化物等杂质被完全去除掉。从生产成本和效率的角度出发,转速为140 r/min时钢件表面的残留锈蚀度可减少到0,满足球磨除锈的目的。
2.1.3 球磨时间对钢件表面残留锈蚀度的影响
图5显示了采用5 mm粒径磨球,以140 r/min转速分别球磨0、20、30、40 min后基体表面的微观形貌。对应的基体表面残留锈蚀度见图6。图5a是球磨0 min的基体表面形貌。可以看出,基体表面几乎全部被锈蚀产物覆盖,此时的锈蚀度=80%。球磨20 min后,基体表面的大部分锈蚀产物被清除掉,仍然残留有少许块状黑色的氧化皮,如图5b所示,对应的残留锈蚀度=14%。球磨时间增加到30 min时,如图5c所示,基体表面的锈蚀产物几乎全部被清除掉,=5%。当球磨时间增加到40 min时,如图5d所示,基体表面干净平整,新鲜的铁基体被暴露出来,此时=0。从图6可以看出,磨球粒径和滚筒转速分别为5 mm和140 r/min时,随着球磨时间的增加,钢件表面的残留锈蚀度逐渐减小。当球磨时间为40 min时,钢基体表面的氧化产物可以被完全去除。
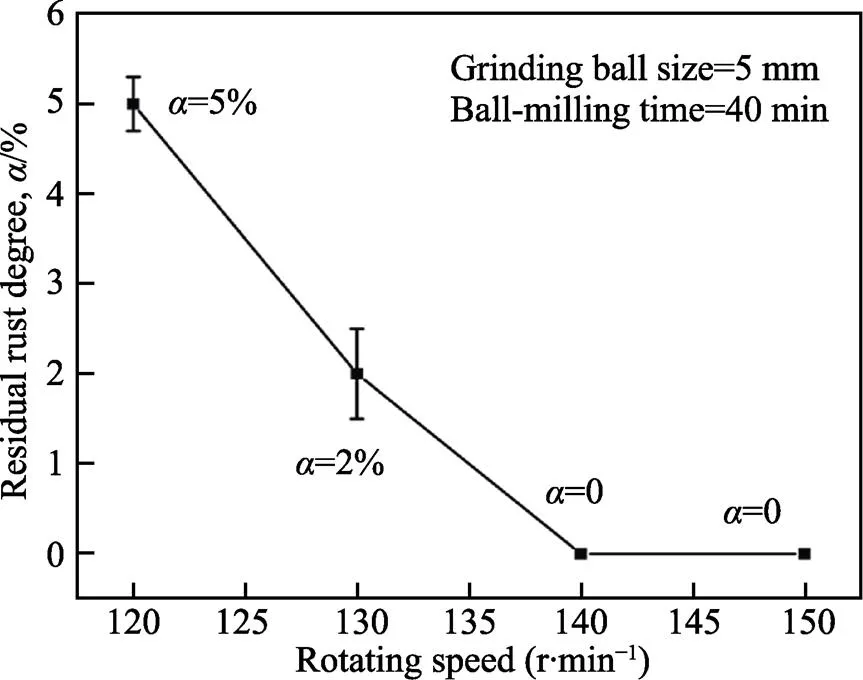
图4 钢基体表面的残留锈蚀度a随滚筒转速变化的曲线
基于上述球磨参数对钢件表面残留锈蚀度的影响分析,可以得出完全除锈的球磨工艺参数为:磨球粒径5 mm,滚筒转速≥140 r/min,球磨时间≥40 min。
2.1.4 球磨除锈的作用机理
图7是不同状态的钢件表面微观形貌的二次电子图,基体表面物相的X-射线衍射谱图(XRD)见图8。图7a是未处理钢件的表面形貌,可以看出钢件表面存在有疏松、不均匀的覆盖层。从图8可以看出,未处理钢件表面的覆盖层是由Fe2O3、Fe3O4和氢氧化铁(FeO(OH)、Fe(OH)3)等Fe的氧化物构成的氧化层。图7b是酸洗钢件的表面形貌。酸洗后,基体表面的氧化层被完全去除,暴露出铁基体。在酸洗钢件表面,存在大量尺寸不均的凹坑。图8的XRD结果显示,酸洗试样的表面物相是Fe。图7c是采用5 mm粒径磨球以140 r/min转速球磨40 min的钢件表面形貌。球磨后钢件表面的氧化层被去除掉。基体表面的物相仅存在Fe。球磨钢件表面同样存在大量凹坑。但是相较于酸洗钢件,球磨钢件表面凹坑的分布和尺寸都更为均匀。可以看出,与酸洗除锈一样,采用合适参数球磨后的钢件,其表面的锈蚀产物可以被完全去除掉。球磨除锈可以代替酸洗除锈。
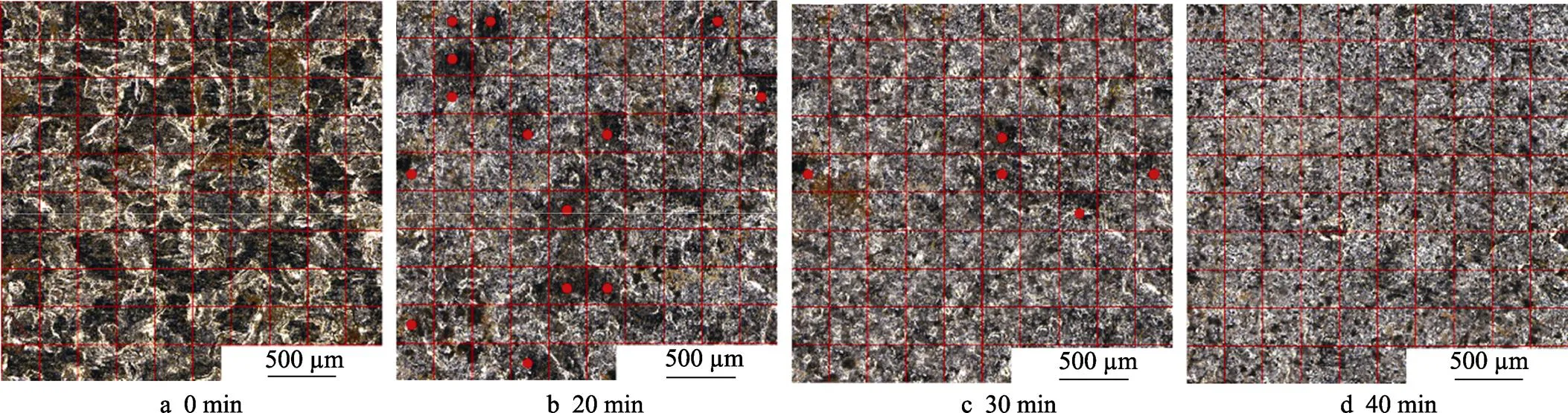
图5 采用5 mm粒径磨球以140 r/min转速球磨不同时间后基体表面的微观形貌
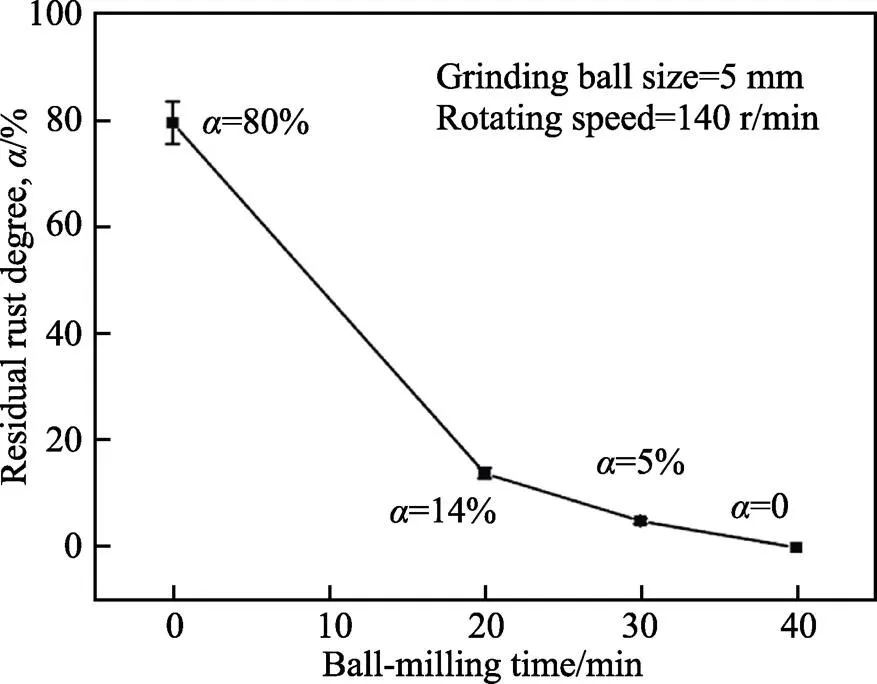
图6 基体表面的残留锈蚀度a随球磨时间变化的曲线
此外,显微硬度的结果显示,未处理钢件表面的硬度与酸洗钢件一致,为200 MPa。球磨后钢件表面的硬度增加至230 MPa。可以看出,酸洗前处理不会影响基体表面的硬度,但球磨前处理使钢基体表面硬度稍有增加。但是,与喷丸[18]相比,由于球磨处理对钢材表面的冲击能大大减小,导致球磨对基体表面硬度的影响较小。
图9分别显示了酸洗和球磨除锈的作用机理示意图。目前普遍认为,钢铁件表面的氧化层具有双层结构[23]:外层是由Fe2O3和Fe3O4构成的疏松多孔层,内层是由FeO构成的较为致密的亚表面氧化层,这与图7和图8中的结果相符合。在酸洗过程中,H+和Cl‒一方面直接与表层的Fe2O3和Fe3O4反应生成可溶性的铁盐和水,如方程(5)—(6)所示。另一方面,H+和Cl‒通过Fe2O3和Fe3O4中的缝隙进入FeO层,并与FeO发生反应(7),使外层的Fe2O3和Fe3O4失去与基体的附着而脱落。此外,由于溶液中离子浓度差异的驱动,H+和Cl‒会沿着FeO的晶界向氧化层/基体界面间迁移,对铁基体造成侵蚀,如方程(8)所示。基体表面氧化物分布的不均性导致腐蚀性离子在基体表面的富集量不均,对基体的侵蚀效果存在差异,从而形成图7b中尺寸不均的凹坑。
Fe2O3+ 6HCl → 2FeCl3+ 3H2O (5)
Fe3O4+ 8HCl → FeCl2+ 2FeCl3+ 4H2O (6)
FeO + 2HCl → FeCl2+ H2O (7)
Fe + 2HCl → FeCl2+ H2(8)
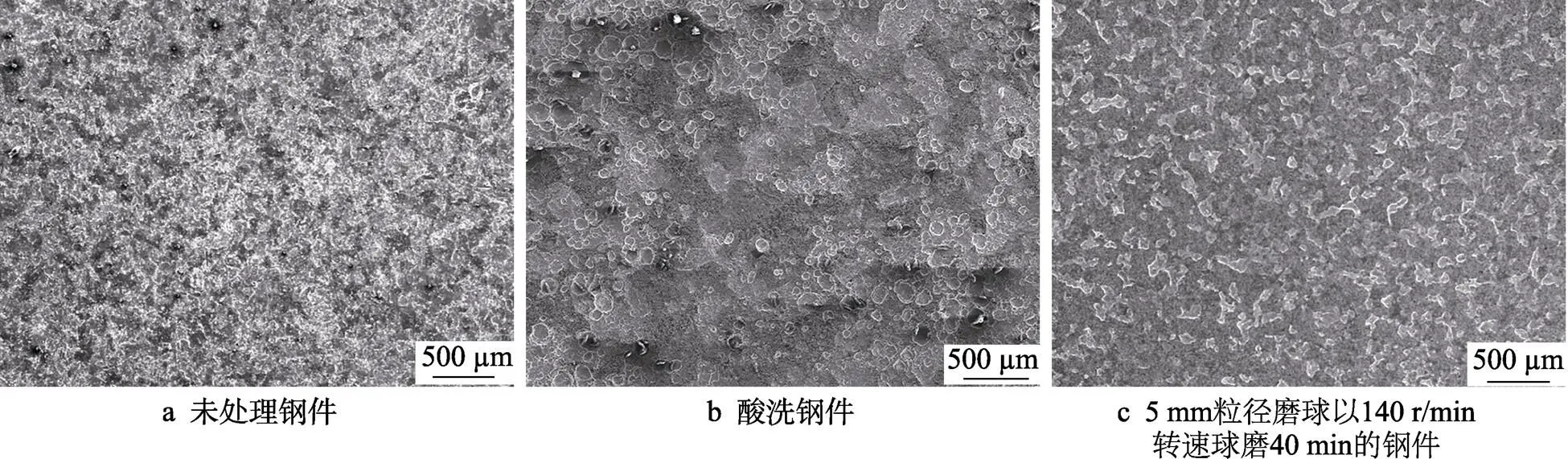
图7 不同状态的钢件表面微观形貌的二次电子图
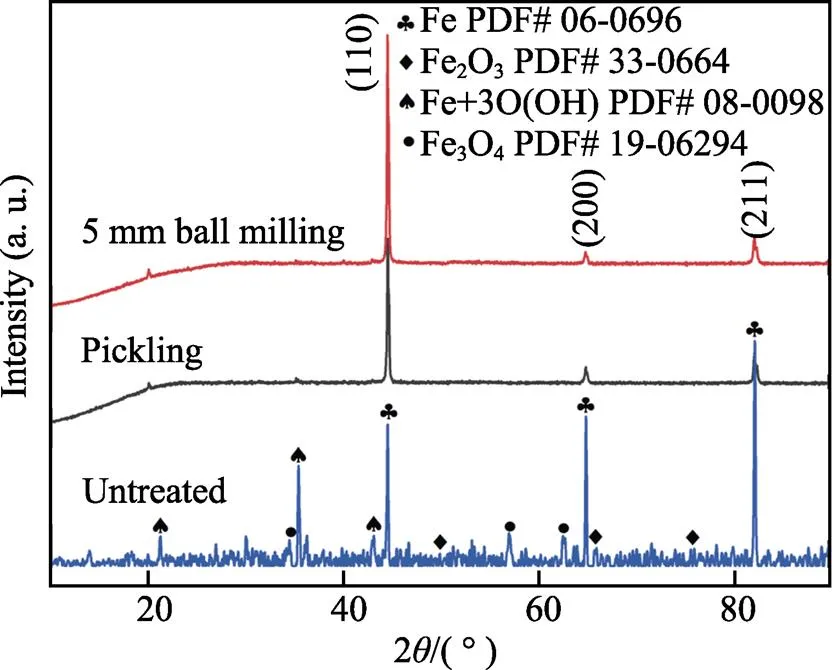
图8 不同状态的钢件表面的X-射线衍射谱图
与酸洗的化学除锈不同,球磨除锈依靠磨球对钢基体的机械作用方式来实现除锈的目的。在球磨过程中,由于质量不同,钢件与磨球在随筒体旋转的过程中会发生相对运动,导致磨球以抛落的方式作用在钢基体表面。由于铁的氧化物具有疏松多孔的结构,与基体表面的结合力较差。在受到较强外界作用力的情况下,会发生脱落,从而实现除锈的目的。当磨球的冲击力较强时,会使钢件表面产生凹坑。另一方面,与钢件直接接触的磨球会在钢基体表面发生相对摩擦。这既可以清除基体表面疏松的氧化物,又可以对钢基体表面起到抛光的作用,从而使得球磨钢件表面更平整,凹坑的大小和分布更均匀,如图7c所示。
2.2 球磨钢件表面残留锈蚀度对热浸镀锌漏镀的影响
图10显示了不同表面残留锈蚀度的钢件热浸镀锌后的表面形貌。=14%时,如图10a所示,黑色区域是在锌浴中经过高温氧化后的铁基表面,带有金属光泽的灰色区域是锌液凝固后的镀层表面。可以看出,=14%时,锌液在基体表面的分布不均匀,发生了严重的漏镀现象,镀层质量很差。= 5%时,如图10b所示,锌液在基体表面分布比较均匀。但是在镀层表面仍然存在一些黑色的点区域,表明仍有漏镀现象存在。= 0时,图10c和图10d分别对应球磨和酸洗钢件的热浸镀锌层表面,可以看出镀层表面光亮平整,且没有漏镀现象存在。这表明只要球磨钢件的表面残留锈蚀度达到0,就可以得到与酸洗钢件一样的热浸镀锌镀层。这也与国标GB/T 19355.2—2016中的规定相一致:钢铁件表面残留锈蚀度小于等于0.1%可以达到镀锌要求。
为了阐明钢件表面残留锈蚀度对热浸镀锌漏镀的影响规律,分别测量了锌液滴在不同锈蚀度钢基体表面的润湿接触角,如图11所示。残留锈蚀度=14%时,由于基体表面存在明显的锈蚀产物,如图11a所示,锌液滴与基体表面的接触角分别为144°和123°,润湿性很差。残留锈蚀度=5%时,由于基体表面不存在明显的锈蚀产物,锌液滴与基体表面的润湿性有所改善,如图11b所示,接触角分别为116°和110°。当残留锈蚀度=0时,图11c和图11d分别对应球磨和酸洗钢件表面与锌液滴之间的接触角,此时基体表面的锈蚀产物被完全清除掉,接触角= 84°,表明锌液滴与基体表面的润湿性很好。
钢件表面锈蚀产物对锌液与钢基体之间润湿性的影响主要有以下2个方面:一方面,锈蚀产物作为阻碍层,阻止了锌液与钢基体直接接触,使得Fe-Zn界面间的反应性润湿不能发生;另一方面,锈蚀产物的存在增大了钢基体表面的粗糙度,这不利于锌液在基体表面铺展。在热浸镀锌中,导致漏镀的根本原因是锌液与铁基之间没有发生原子扩散。锈蚀产物的存在,阻碍了Fe-Zn界面间的原子扩散,从而造成漏镀。随着基体表面残留锈蚀度的减小,锌液与基体的润湿性改善。当残留锈蚀度达到0时,锌液可以在基体表面均匀铺展,这有利于锌液与铁基之间的原子扩散,从而避免漏镀现象的发生。
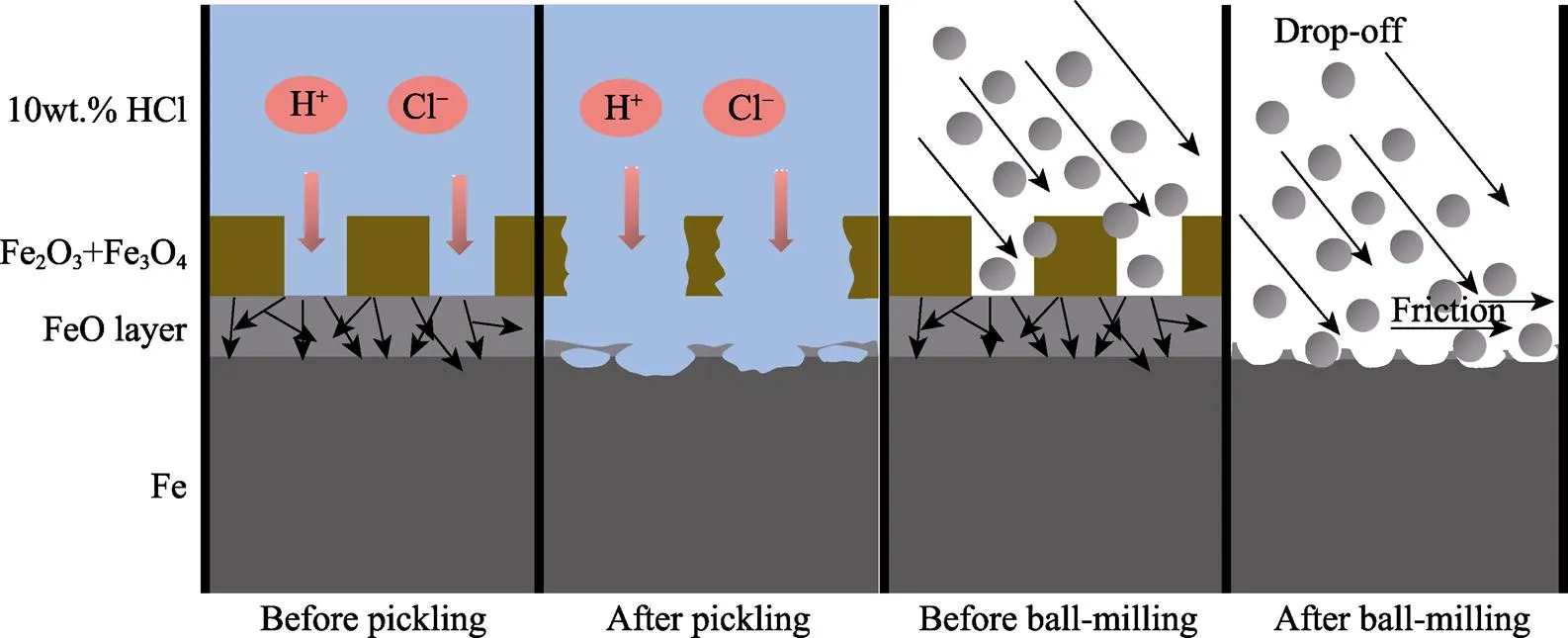
图9 酸洗和球磨除锈的作用机理示意图
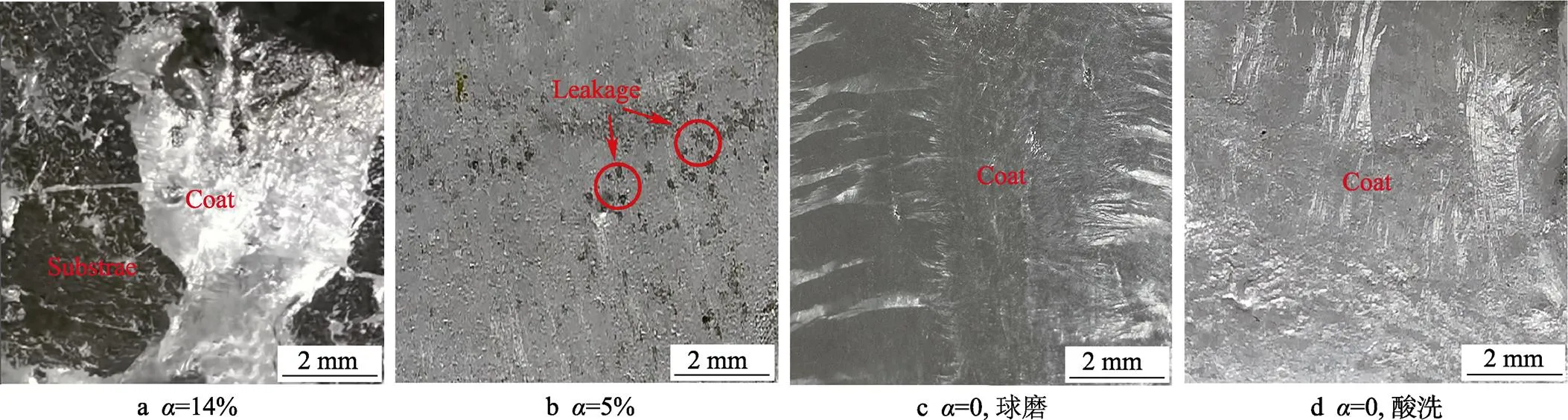
图10 不同表面残留锈蚀度a的钢件热浸镀锌后的表面形貌

图11 锌液滴在不同残留锈蚀度钢基体表面的润湿接触角
此外,由于在镀层与基体表面之间形成了化合物,它们之间的结合属于冶金结合,因此球磨前处理对镀层与基体间的结合力没有影响[24]。实际上,影响球磨钢件热浸镀锌层质量的因素还有许多,如基体表面粗糙度[24]、晶粒尺寸[25-26]、残余应力层[27]和亚表面氧化层[28]等。这些因素主要通过改变Fe-Zn合金层的组织形态来影响镀锌层的质量,这将在后续工作中进行详细研究。
3 结论
1)随着磨球粒径的增大,钢件表面残留锈蚀度先减小后增加,磨球粒径为5 mm时达到最小值;随着滚筒转速和球磨时间的增大,钢件表面残留锈蚀度减少;当磨球粒径为5 mm、滚筒转速为140 r/min和球磨时间为40 min时,钢件表面残留锈蚀度可减少到0。
2)随着球磨钢件表面残留锈蚀度的减小,锌液滴与基体间的接触角减小,润湿性改善。当残留锈蚀度达到0时,接触角= 84°,锌液在基体表面均匀铺展,可避免漏镀的发生,达到与酸洗除锈一致的效果。
[1] BERTO F. Fatigue Behaviour of Welded Structural Steel Subjected to Hot-Dip Galvanization Process[J]. International Journal of Fatigue, 2017, 101: 439-447.
[2] PENG Shu. Surface Characteristics and Corrosion Resistance of Spangle on Hot-Dip Galvanized Coating[J]. Journal of Alloys and Compounds, 2017, 728: 1002-1008.
[3] 崔德荣, 雷云, 李智伟, 等. Sb对锌液与X80钢表面润湿性影响的研究[J]. 表面技术, 2020, 49(3): 269-274, 318.
CUI De-rong, LEI Yun, LI Zhi-wei, et al. Effect of Sb on Surface Wettability of Zinc Liquid and X80 Steel[J]. Surface Technology, 2020, 49(3): 269-274, 318.
[4] WANG Zhe. Recovery of Zinc from Galvanizing Dross by a Method of Super-Gravity Separation[J]. Journal of Alloys and Compounds, 2018, 735: 1997-2006.
[5] SU Xu-ping, et al. Thermodynamic Analysis and Experimental Study on the Oxidation of the Zn-Al-Mg Coating Baths[J]. Applied Surface Science, 2017, 396: 154-160.
[6] 卢锦堂, 许乔瑜, 孔纲. 热浸镀技术与应用[M]. 北京: 机械工业出版社, 2006.
LU Jin-tang, XU Qiao-yu, KONG Gang. Hot dip plating technology and its application[M]. Beijing: China Machine Press, 2006.
[7] LOUTHAN M R J. Hydrogen Embrittlement of Metals[J]. Materials Science and Engineering, 1972, 10: 357-368.
[8] 王祥洪, 谢兵. 新型配方除锈剂的研究与应用[J]. 材料开发与应用, 2010, 25(5): 34-38. WANG Xiang-hong, XIE Bing. The Research and Application on New-Type Rust Removal Pharmaceutical[J]. Development and Application of Materials, 2010, 25(5): 34-38.
[9] 袁传勋, 王国霞, 潘见. 一种高效钢铁除锈剂的研制[J]. 合肥工业大学学报(自然科学版), 1999, 22(2): 74-77.
YUAN Chuan-xun, WANG Guo-xia, PAN Jian. Development of a High Efficiency Rust Remover[J]. Journal of Hefei University of Technology (Natural Science), 1999, 22(2): 74-77.
[10] WANG Cheng-xi, et al. Effect of Shot Peening on the Residual Stresses and Microstructure of Tungsten Cemented Carbide[J]. Materials & Design, 2016, 95: 159-164.
[11] LIU Y G, et al. Nanostructure and Surface Roughness in the Processed Surface Layer of Ti-6Al-4V via Shot Peening[J]. Materials Characterization, 2017, 123: 83-90.
[12] PANDEY V. Influence of Ultrasonic Shot Peening on Corrosion Behavior of 7075 Aluminum Alloy[J]. Journal of Alloys and Compounds, 2017, 723: 826-840.
[13] ARIFVIANTO B, et al. Effects of Surface Mechanical Attrition Treatment (SMAT) on a Rough Surface of AISI 316L Stainless Steel[J]. Applied Surface Science, 2012, 258(10): 4538-4543.
[14] HORSCH C, SCHULZE V, LÖHE D. Deburring and Surface Conditioning of Micro Milled Structures by Micro Peening and Ultrasonic Wet Peening[J]. Microsystem Technologies, 2006, 12(7): 691-696.
[15] POSSART W, BOCKENHEIMER C, VALESKE B. The State of Metal Surfaces after Blasting Treatment Part I: Technical Aluminium[J]. Surface and Interface Analysis, 2002, 33(8): 687-696.
[16] YANG M. Wet Blasting as a Deburring Process for Aluminum[J]. Journal of Materials Processing Technology, 2014, 214(3): 524-530.
[17] ZHOU Da-yuan, LI Mian, MI Zhen-li, et al. Investigation of Selective Oxidation and Reaction Wetting of Q&P Steel under Different Dew Point during Continuous Galvanizing[J]. Transactions of the Indian Institute of Metals, 2021, 74(2): 235-242.
[18] GUO F Q, LU K. Ball-Milling-Induced Crystallization and Ball-Milling Effect on Thermal Crystallization Kinetics in an Amorphous FeMoSiB Alloy[J]. Metallurgical and Materials Transactions A, 1997, 28(5): 1123-1131.
[19] 王世江, 邹仁平. 球磨机滚筒内物流抛落撞击力的优化计算[J]. 机械强度, 2017, 39(2): 463-466.
WANG Shi-jiang, ZOU Ren-ping. Optimization of the Dropping Percusive Force of the Material in the Roller of Ball Grinding Mill[J]. Journal of Mechanical Strength, 2017, 39(2): 463-466.
[20] 王加成, 王化校, 庄表中, 张方洪. 低噪声滚筒机的研制[J]. 噪声与振动控制, 1990, 10(3): 25-28.
WANG Jia-cheng, WANG Hua-xiao, ZHUANG Biao- zhong, et al. Development of Low Noise Roller Machine[J]. Noise and Vibration Control, 1990, 10(3): 25-28.
[21] 王加成, 王化校, 庄表中, 等. 低噪声滚筒机的研制[J]. 噪声与振动控制, 1990(3): 25-28.
WANG Jia-cheng, WANG Hua-xiao, ZHUANG Biao- zhong, et al. Development of Low Noise Roller Machine[J]. Noise and Vibration Control, 1990(3): 25-28.
[22] 陈振华, 陈鼎. 机械合金化与固液反应球磨[M]. 北京: 化学工业出版社, 2006.
CHEN Zhen-hua, CHEN Ding. Mechanization and solid- liquid reaction ball milling[M]. Beijing: Chemical Industry Press, 2006.
[23] SHAO Hui-ping, WANG Zhi, LIN Tao, et al. Preparation of TiAl Alloy Powder by High-Energy Ball Milling and Diffusion Reaction at Low Temperature[J]. Rare Metals, 2018, 37(1): 21-25.
[24] ZHANG Xin, NIU Yong-an, MENG Xiang-dong, et al. Structural Evolution and Characteristics of the Phase Transformations between Α-Fe2O3, Fe3O4and Γ-Fe2O3nanoparticles under Reducing and Oxidizing Atmospheres[J]. CrystEngComm, 2013, 15(40): 8166-8172.
[25] LI Zhi-wei, PENG Hao-ping, LIU Ya, et al. Effect of Surface Micromorphology and Roughness of Iron Ingot on Microstructures of Hot-Dip Galvanized Coating[J]. Transactions of the Indian Institute of Metals, 2022, 75(2): 397-406.
[26] JORDAN C E, MARDER A R. Effect of Substrate Grain Size on Iron-Zinc Reaction Kinetics during Hot-Dip Galvanizing[J]. Metallurgical and Materials Transactions A, 1997, 28(12): 2683-2694.
[27] WANG H L, et al. Enhanced Reactive Diffusion of Zn in a Nanostructured Fe Produced by Means of Surface Mechanical Attrition Treatment[J]. Acta Materialia, 2012, 60(4): 1762-1770.
[28] LI Jiao-jiao. Effect of Shot-Blasting Pretreatment on Microstructures of Hot-Dip Galvanized Coating[J]. Surface and Coatings Technology, 2019, 364: 218-224.
[29] PRABHUDEV S, et al. Effect of Oxides on the Reaction Kinetics during Hot-Dip Galvanizing of High Strength Steels[J]. Corrosion Science, 2011, 53(7): 2413-2418.
The Degree of Rust Remaining on the Surface of Ball-milled Steel Parts and Its Effect on the Leakage of Hot-dip Galvanizing
a,ba,ba,ba,ba,b
(a. Jiangsu Key Laboratory of Materials Surface Science and Technology, b. Jiangsu Collaborative Innovation Center of Photovoltaic Science and Engineering, Changzhou University, Jiangsu Changzhou 213164, China)
Batch hot-dip galvanizing is a mature corrosion protection method. However, the waste acid and gas generated in the pretreatment seriously pollute the environment, which urgently requires the development of an environmentally friendly hot-dip galvanizing. Ball-milling is a promising surface treatment method. The use of ball-milling instead of pickling in the traditional hot-dip galvanizing can avoid the generation of waste acid and meet the sustainable development requirements of green environmental protection.
The iron ingot samples (20 mm´20 mm´3 mm) were used as the raw material Before hot-dip galvanizing, the samples were alkaline washed in 15wt.% NaOH solution at 70-90 ℃ for 3 min to remove surface grease. Then, at room temperature, the surface oxides were removed by pickling or ball-milling. Pickling is to soak the alkali-washed sample in a 10wt.%-15wt.% hydrochloric acid solution for 3 min. Ball-milling is to put the alkali-washed samples together with 304 stainless steel grinding balls into a ball mill with a diameter of 60 mm, and remove the oxides on the surface of the samples through the mechanical action of the grinding balls. Based on theoretical calculations, the ball-milling parameters designed: the particle size of the grinding ball= 2 mm, 5 mm, 8 mm; the rotational speed of the drum=120 r/min, 130 r/min, 140 r/min, 150 r/min; the filling factor of the grinding ball is 0.5. The rust-removed samples were rinsed in deionized water and then fluxed. The NH4Cl-ZnCl2solution (1.2∶1) with a concentration of 200-300 g/L using as the fluxing agent, the temperature was (75±5) ℃, and the time was 5 min. Then the samples were immediately dipped in the zinc bath after being dried in a blast drying oven at 100 °C for 10 min. The composition of the zinc bath is 99.9wt.% pure zinc, the mass is 2 kg, the temperature is (450±3) ℃, and the time is 60 s. The hot-dipped workpiece is slowly lifted out of the zinc bath, and then immediately quenched in water.
Optical Microscope was used to observe the effect of ball-milling parameters on the residual rust degree of the steel surface. With the increase of the particle size of the grinding ball, the residual rust degreeon the steel surface decreases and then increases, and reaches the minimum value when the particle size of the grinding ball is 5 mm. With the increase of the rotating speed and ball-milling time, the residual rust degree on the steel surface decreases. When the particle size of the grinding ball is 5 mm, the rotating speed of the drum is 140 r/min, and the grinding time is 40 min, the residual rust degreeon the steel surface reduces to 0.
Scanning Electron Microscope and High-temperature Pendant Drop Contact Angle Measuring Instrument were used to analyze the effect of residual rust degree of steel surface on hot-dip galvanizing leakage. With the decrease of the residual rust degree, the contact angle between the zinc droplet and the matrix decreases, and the wettability improves. When the residual rust degree reaches 0, the contact angle=84°, and the zinc liquid spreads evenly on the substrate surface, which can avoid the leakage of the coating and achieve the same effect as pickling.
ball milling; pretreatment; hot-dip galvanizing; wettability; leakage
TG174.441
A
1001-3660(2022)12-0151-08
10.16490/j.cnki.issn.1001-3660.2022.12.015
2021–10–11;
2022–01–13
2021-10-11;
2022-01-13
国家自然科学基金面上项目(51971039、51771035);江苏省研究生科研与实践创新计划项目(KYCX21-2800)
The National Natural Science Foundation of China (51971039, 51771035); Postgraduate Research & Practice Innovation Program of Jiangsu Province (KYCX21-2800)
李智伟(1993—),男,博士研究生,主要研究方向为表面工程。
LI Zhi-wei (1993-), Male, Doctor student, Research focus: surface engineering.
王建华(1963—),男,博士,教授,主要研究方向为合金设计。
WANG Jian-hua (1963-), Male, Doctor, Professor, Research focus: alloy design.
李智伟, 彭浩平, 吴长军, 等. 球磨钢件表面残留锈蚀度及其对热浸镀锌漏镀的影响[J]. 表面技术, 2022, 51(12): 151-158.
LI Zhi-wei, PENG Hao-ping, WU Chang-jun, et al. The Degree of Rust Remaining on the Surface of Ball-milled Steel Parts and Its Effect on the Leakage of Hot-dip Galvanizing[J]. Surface Technology, 2022, 51(12): 151-158.
责任编辑:万长清
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
热喷涂技术(2022年1期)2022-08-06
造船技术(2022年2期)2022-07-19
广东建材(2022年1期)2022-01-28
矿产保护与利用(2021年4期)2021-10-26
表面技术(2021年9期)2021-10-16
化工机械(2020年5期)2020-11-14
中国金属通报(2019年3期)2019-05-24