煤质变化对水煤浆气化炉稳定运行的影响
2023-03-25 06:31杨会萍
当代化工研究 2023年4期
*杨会萍
(陕西神渭煤炭管道运输有限责任公司 陕西 714000)
水煤浆加压气化是指氧气和原料水煤浆在高温高压条件下出现化学反应的过程。目前,水煤浆加压气化炉最常用液态熔融排渣方法,呈现出气固产物共存状态,经过燃烧室下部的激冷室中,气体产物经过除尘和降温操作后,被运输到下游工序环节,从而实现净化工作。同时,系统中所产生的大量黑水被直接注入到三级闪蒸系统和沉降系统中,主要目的是实现热量回收和灰水再生。基于此,本文以甘肃华亭煤电股份有限公司煤制甲醇分公司为主要研究对象,来分析多元料浆汽化炉所使用的原料煤组分,合理利用Aspen Plus软件来真实模拟多元料浆气化炉,结合日常生产实际情况,来探究不同环节给气化炉稳定性带来的影响[1]。
1.水煤浆气化炉水工艺流程
(1)流程简述。德士古煤气化技术具有产气品质高、整体热效率高、煤适应性强等特征,但由于煤气化装置介质过于复杂,不同损伤机制间相互影响,导致其经常出现开裂、腐蚀等问题,给日常生产工作带来严重影响。常用生产方法是将原料煤和水倒入湿式棒磨机中,将其研磨成质量分数在60%左右的水煤浆,再通过泵加压后传输到气化炉中,和气化炉空分装置中的氧气相互混合,在持续加压条件下煤中碳物质被氧化,从而生成各种气体,如CO2、CO、CH4等气体。这些气体经过激冷室水资源降温后传输到文丘里洗涤器和碳洗塔中,进行二次洗涤除尘工作,粗煤气被运输到变换工段。
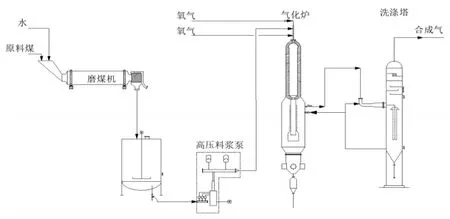
图1 水煤浆气化炉水工艺流程
(2)GE工艺烧嘴。GE工艺烧嘴(GE水煤浆气化工艺烧嘴)是利用三流道外混式喷嘴,外环隙和中心管运输氧气,中层环隙运输水煤浆。当烧嘴在1350℃高温环节下进行工作时,为保证工艺烧嘴安全性,工作人员可在烧嘴上设置冷却水盘管和头部水夹套,避免高温损坏烧嘴。烧嘴冷却水分离罐利用低压氮气作为CO分析的载气,通过放空管排到大气中。同时,在放空管上安装CO监测器,实时检测CO含量,判断烧嘴是否被烧穿。
2.气化炉渣口堵塞问题
在企业日常运行过程中,由于原材料煤供应稳定性不足,再加上灰分占比达到16.6%,灰熔点温度上升到1480℃,导致五台水煤浆气化炉均出现严重的堵渣问题。同时,在后期生产时,气化炉内部氧煤比通常处于500m3/m3,为确保气化炉排渣工作能顺利进行,在原料煤煤质出现波动时,工作人员应将氧煤比控制在520~540m3/m3范围内,其中出口环节粗煤气中甲烷含量降低(100~200)×10-6。从目前水煤浆气化炉实际运行情况来看,由于原料煤煤质出现不同程度的波动,给工作人员日常管理带来严重阻碍,主要原因是灰熔点和原料煤灰分相对较高,且有5台机器在气化炉渣口环节出现严重缩小问题,炉内压力过高,远超洗涤塔自身压力,导致烧嘴法兰经常出现泄露问题。同时,在正常情况下氧气压力会处于稳定状态,一旦气化炉中压力大幅度增加,会降低氧煤比含量,从而影响到气化炉的排渣功能,降低排渣口,给系统日常运行效率带来严重阻碍,导致工作人员不得不选择提高氧煤比。针对该种情况,工作人员可将红柳林煤应用于德士古气化炉中,其在国家煤炭战略布局上属于神东基地,属特低-低硫、特低-低灰、特低磷、中高发热量、高挥发份煤,粘温曲线较好,有利于排渣和降低氧耗,操作弹性大、化学活性高。在灰分、工业分析固定碳、元素分析碳元素含量、灰熔点方面具有绝对的优越性,而且内水含量较低、灰成份CaO含量较高,有利于制浆浓度的提高和助熔剂用量的降低。其中Cl元素含量较高,不利于灰水系统设备的运行。红柳林煤在灰分为8.10%~10.13%时,灰熔点稳定在1240℃。
3.德士古气化炉运行不稳定性因素分析
(1)GE工艺烧嘴对气化炉运行的影响
德士古烧嘴作为德士古煤气化工艺的核心设备,气化炉操作环境非常恶劣,很容易受到热辐射、高温环境、固体冲刷等因素影响,导致工艺喷嘴头部出现龟裂问题,甚至被烧穿,需要工作人员对喷嘴进行定期检修。因此,工艺烧嘴寿命时气化装置运行的重要因素,提高烧嘴使用寿命是各生产厂家的目标。目前,影响其使用寿命因素主要包括烧嘴材质、结构、煤的质量等因素,工艺烧嘴要利用耐磨性好的材质,要求其具备较强的耐高温和抗氧化性能。硫作为影响烧嘴寿命的主要因素,煤中具有一定的硫元素,而烧嘴材质中有镍元素,一旦两者处于高温环境中会自动相互结合,从而生成硫化镍,给烧嘴造成严重腐蚀。因此,工作人员要提高对原料煤中硫含量的控制力度,来降低腐蚀速度,减少换烧嘴的频率。
(2)原料煤中水分含量对气化炉运行的影响
原料煤中的水分是由内水和外水组成,外水含量高低和水煤浆制备过程有直接联系,水煤比稳定性控制难度系数较高,煤浆浓度波动幅度较高;内水是不同煤相互结合的水分,其含量高低决定着水煤浆成浆性能。在日常生产过程中,工作人员将两者水分结合体称作全水,通常被作为控制水煤浆制备中水煤比的重要标准。一旦原料煤中全水数量超过标准值,很容易导致气化工段煤仓原料煤产生架桥现象,原料煤因架桥问题无法及时传输到磨煤机,无形中降低水煤浆浓度,低浓度水煤浆在气化炉中进行水化反应时,会消耗大量氧气和热量,导致气化炉日常生产所需气量严重不足。另外,也会出现过氧的问题,给气化炉日常运行埋下严重的安全隐患[2]。
(3)原料煤中灰分含量对气化炉运行的影响
①气化工段气化炉频繁减负荷。根据多元料浆气化工艺设计情况来看,气化炉熔渣通常是利用液态形式进行排渣,原煤灰分越高,在规定时间中经过气化炉渣口的灰渣量越大,为保证气化炉运行的稳定性,气化环节必须在原煤灰分过高条件下,对气化炉进行减负荷操作,还要提升气化炉操作温度和优化熔渣粘温性能,来提高气化炉液态排渣的通畅性。根据专业人员调查发现,甘肃华亭煤电股份有限公司煤制甲醇分公司在2020年时,气化炉由于原料煤灰分含量过高,所产生的高减负荷操作次数达到52次,其中气化炉负荷降低到最低负荷次数为3次,减少公司精甲醇产量1200t。针对该种情况,工作人员为优化熔渣粘温特征,避免炉壁出现严重渣口堵塞、挂渣等现象,将气化炉最高操作温度上升到1380℃。
②气化炉渣口堵塞。当原料煤灰分超过标准值时,在气化炉负荷情况下通过渣口的灰渣量大幅度增加,导致气化炉渣口很容易出现堵塞问题,一旦渣口被堵塞,渣口压力提升,不仅会出现烧嘴法兰和气化炉炉壁产生超温现象,还会让很多工艺气组出现大幅度波动,甚至工艺气指标间歇性波动现象。如CO含量在38%~49%间波动、H2含量在31%~36%间波动,无形中增加后期合成装置的工艺调整难度系数[3]。
(4)气化工段设备频发故障
如果原料煤灰分含量较高,很容易增加气化灰渣数量、灰水中固含量、气化黑水固含量等,不仅会提高各环节的磨损率,如阀门、灰水系统管理、黑水系统管道、设备等,甚至会出现管道堵塞现象,导致气化炉停止运行,明显增加气化炉粗渣排放系统设备的故障率,尤其是气化工段捞渣机故障率最高。据调查,在2020年5月至6月因气化炉粗渣数量过高,所引起的气化工段捞渣机故障问题就达到5次,捞渣机电流出现报警次数有50次。同时,原煤灰分高会降低气化炉炉砖的使用时间,工作人员要进行提温操作,来确保渣口的通畅性。但由于气化炉操作温度不断提升,高温气体和熔渣会加强对气化炉燃烧室耐火砖的磨损程度,从而缩短耐火砖日常使用年限,气化炉操作温度每提升100℃,耐火砖磨损速度增加两倍。
(5)增加气化反应的煤耗和氧耗
虽然灰分在煤气化时不会出现任何反应,但需要处理煤在氧化反应中所产生的热量,让灰分升温融化。因此,工作人员利用Aspen Plus软件对多元料浆气化炉进行真实模拟,在模拟过程中将进入气化炉水煤浆质量分数控制在61%,氧气温度25℃,水煤浆进料温度50℃,气化炉炉膛温度长期控制在1300℃,增加1000kg干基煤中的灰分,全面分析每千标方有效气(H2+CO)的氧耗情况。经过工作人员分析发现,每提高1%的原煤灰分,比氧耗会增加0.7%[4]。
(6)气化工段产气量降低,影响气化转换率
由于原料煤中灰分数量不断增加,很容易给反应产物热量传递、扩散速度带来不同程度的影响,严重阻碍原料煤固体表面和内部固定碳气化反应,导致气化炉所产生的工艺气量会不断降低,从而影响到气化转化率。原料煤灰分和有效气含量间的关系如表1所示。
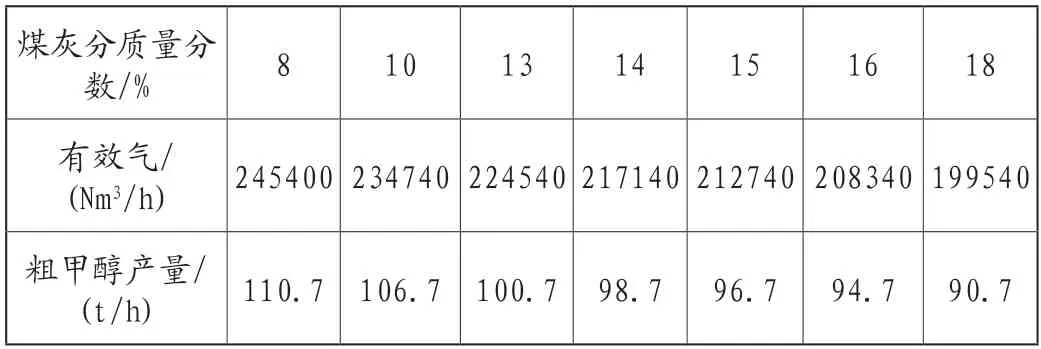
表1 气化原料煤灰分和有效气含量的关系
工作人员基于Aspen Plus软件对多元料浆气化炉进行真实模拟,在整个模拟中将气化炉水煤浆质量分数控制在61%,氧气温度25℃,水煤浆进料温度50℃,气化炉炉膛温度长期控制在1300℃,增加1000kg干基煤中的灰分,全面分析每千标方有效气(H2+CO)的氧耗情况。经过分析,发现每提高1%的原煤灰分,有效气含量降低18.75kmol。
4.渣口堵塞情况的预防措施
(1)关注表面热偶温度
在日常工作中,工作人员要实时关注气化炉表面的热偶温度,针对气化炉表面温度过高部位,通过探测系统测量铺设在气化炉壳体上部,测量温度元件能探测出连续线路中最高温度的温度传感器。同时,气化炉表面热偶温度是由锥底温度、拱顶温度、筒体温度三种类型组成,一旦煤灰熔点出现明显提高,会影响到其流动性,加上气化炉锥底环节温度和地域其他两个环节的温度,所以当煤灰流动到锥底环节时,会降低流动速度,形成堆积问题。在该种情况下,灰渣堆积环节会出现表面热偶温度大幅度降低问题,如果灰渣厚度累积到行业标准值,会由于重力因素导致煤灰自然脱离锥底[6]。
(2)关注粗煤气组分情况
原料煤浆和氧气会经过烧嘴进入到气化炉中,在特定环境下出现气化反应,从而产生有效气,其含量通常要超过76%,成为粗合成气。目前,气化炉中煤炭出现反应情况过于复杂,主要分为三个步骤:第一,煤热裂解后挥发分燃烧,水分被快速蒸发掉,煤粉易出现热裂解问题,且释放出大量挥发分,上述两种物质在氧化剂作用下,能实现完全燃烧,释放出大量热量;第二,裂解产物气化反应。在裂解工作全部完成后,烧焦环节和氧气出现燃烧现象,且其他部分和水蒸气产生气化反应;第三,烧焦和水蒸气、CO2出现气化反应,从而形成C0和H2物质。同时,由于气化炉渣口环节不断缩小,水煤气能停留在炉内时间逐渐增加,且炉中日常反应会出现不同程度的变化,无形中增加CO2的还原反应和变换逆反应,导致CO2气体含量会出现持续降低现象。另外,下游系统中会因为出现大量CO,导致H2含量和甲醇产量降低,部分CO气体会在系统内部进行循环,从而提高甲醇合成压力[7]。
5.总结
综上所述,在日常生产过程中,原料煤质量是控制气化炉长期运行的重要因素,因工作人员对煤质掌握程度不足,在选择汽化技术环节时忽略煤质对汽化炉运行的重要性,导致煤化工项目在后期投产后经常初选影响系统稳定性的问题。因此,企业要提高对原料煤质量的重视程度,根据设备运行实际情况制定合理的管理措施,将原料煤质量控制在合理范围内,从而促进相关企业实现可持续发展。
猜你喜欢
中国特种设备安全(2021年7期)2022-01-19
煤化工(2021年3期)2021-07-14
中国特种设备安全(2018年10期)2018-12-18
当代化工研究(2016年6期)2016-03-20
天津科技大学学报(2016年1期)2016-02-28
氮肥与合成气(2015年8期)2015-12-23
化工进展(2015年6期)2015-11-13
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
华东理工大学学报(自然科学版)(2015年1期)2015-11-07
中国新技术新产品(2014年5期)2014-07-30