
数字化模拟在新能源汽车行李厢外板缺陷解决中的应用
2023-05-06 03:18包云发一汽大众汽车有限公司佛山分公司
锻造与冲压 2023年8期
文/包云发·一汽-大众汽车有限公司佛山分公司
本文通过案例介绍新能源汽车行李厢外板在拉延过程中肩膀头处出现的拉裂、缩颈、皱的现象,运用数字化模拟技术系统性查找分析问题原因,从网格分析、CAE 仿真试验、最终调试方法等几个方面,详细介绍解决生产过程中新能源汽车行李厢外板肩膀头区域缺陷的方法。
行李厢外板肩膀头区域缺陷类型
随着科技的发展与社会的进步,新能源汽车模具对于数字化的需求也越来越多。行李厢外板是新能源汽车车身上中型外板件(图1),产品尺寸大、形状复杂、表面质量要求高,任何微小的缺陷都可能会影响到整车的美观性。其中,影响行李厢稳定性最主要原因就是出现拉裂、缩颈、皱等缺陷,这些缺陷很容易造成极大的成本浪费。缺陷形式分为3 种:左侧立面拉裂(图2),右侧立面缩颈(图3),右侧三角立面皱(图4)。

图1 行李厢外板

图2 拉裂

图3 缩颈

图4 皱
利用数字化模拟识别缺陷产生原因
网格分析(拉裂、缩颈)
网格试验是板料冲压成形过程中的一种物理模拟技术,对新能源汽车深冲薄板进行冲压成形研究有十分重要的意义。网格试验是通过网格印制技术在板料上印制网格,根据零件冲压中危险部位的特征与成形极限图来分析网格的变形特点,判断板料在成形过程中的流动方向及变化趋势。结合缺陷处受力分析,从而制定优化制件质量方案来解决问题,指导生产。常温下网格试验,清洗及涂油流入量和正常生产件一致,对86#卷和100#卷材料进行网格试验,力学性能测试结果见表1。

表1 86#卷和100#卷材料网格试验力学性能
86#卷料试验结果为,网格试验左右两侧肩膀头4 个点(图5),A 区域安全裕度为21.9%;B 区域安全裕度为14.4%;C 区域安全裕度为23.9%;D 区域安全裕度为3.9%;其中D 区域安全裕度最低,为3.9%(图6),最大减薄率26.4%(图7),处于临界状态,冲压时易发生缩颈开裂,需提高零件的成形安全裕度。

图5 86#卷料网格试验肩膀头4 个点
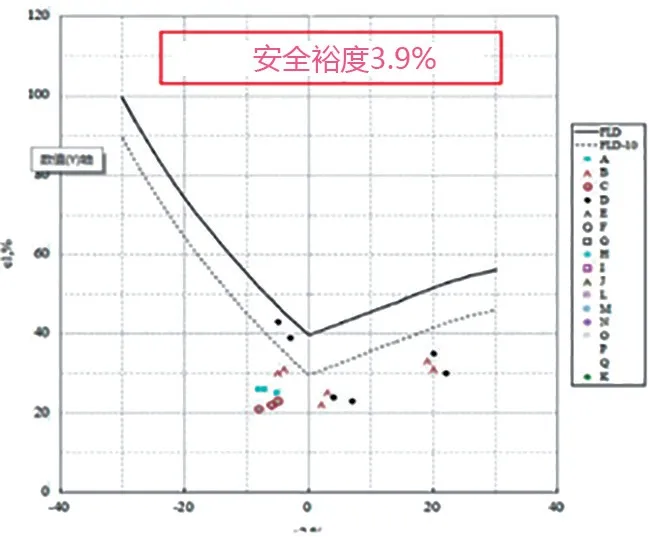
图6 成形极限图

图7 减薄率
100#卷料试验结果为,网格试验左右两侧肩膀头4 个点(图8),A 区域安全裕度为28.2%;B 区域安全裕度为13.3%;C 区域安全裕度为29.2%;D区域安全裕度为3.6%;其中D 区域安全裕度最低,为3.6%(图9),最大减薄率24.3%(图10),处于临界状态,冲压时易发生缩颈开裂,需提高零件的成形安全裕度。

图8 100#卷料网格试验肩膀头4 个点
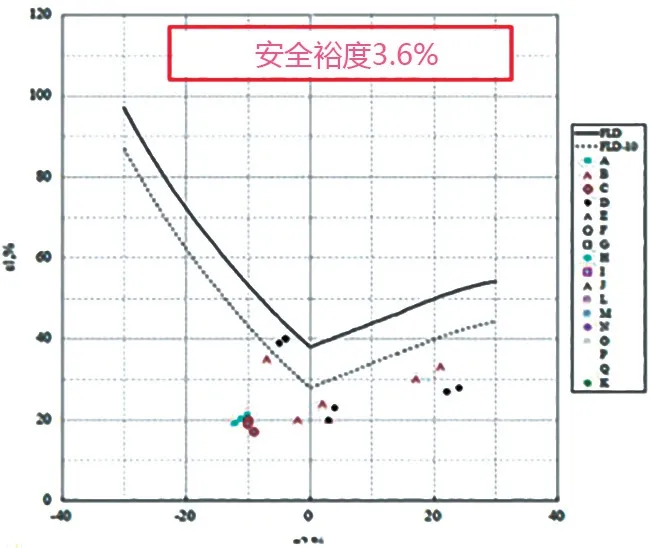
图9 成形极限图

图10 减薄率
最终结果为,不同卷号材料在同等条件下,尝试网格试验状态基本一致。左侧B 区域、右侧D 区域侧壁处于拉深—压缩成形,纵向受拉,横向受压,冲压时易发生缩颈开裂,需提高零件的成形安全裕度。
利用拉延模拟分析(皱)


右肩膀头三角区皱和立面缩颈总是交替出现,皱减轻缩颈就重,缩颈减轻皱就加重,严重困扰了生产效率的提升,并且有漏检出现质量事故的风险,利用OP20 拉延模拟展示得出缩颈和皱产生的原理(图11)。结论:缩颈是先产生成形;皱是接近下死点才出现的;由于肩膀区域属于变形剧烈且多料区域,变形状态复杂,控制缩颈和起皱工艺措施需相互配合调整。

图11 拉延模拟利用阶段成形法
利用CAE 仿真试验给出问题解决措施
左B 区、右D 区立面(拉裂、缩颈)
措施一,可通过减小主应变和增大次应变来提高安全裕度,加大风挡内部工艺孔尺寸(图12);措施二,可通过减小主应变和增大次应变来提高安全裕度,加大内部成形筋槽R6~15mm,局部研放凸模成形R角,并提高R 角光洁(图13)。

图12 加大风挡内部工艺孔尺寸,减薄率降低2%

图13 加大R 角,减薄率降低2.5%
右D 区三角面(皱)
通过拉延模拟分析得出的结论:缩颈是先产生成形;皱是接近下死点才出现的;而且这两侧缺陷同时存在,并且现场的调整方式都会存在相互的制约关系,所以需要综合考虑两者的走料趋势;措施一,提升凸模工艺补充高度,在拉延到底时进行拽料减轻三角区皱(图14);措施二,延伸外侧压边圈的筋槽长度,增大三角区次应变来控制走料趋势,减轻三角区皱(图15)。提升工艺凸包高度、延长外拉延筋可以改善三角面起皱,但同时会加重肩膀减薄,需要和控制颈缩措施搭配使用。

图14 提升凸模工艺补充高度

图15 延伸筋槽长度,次应变降低0.005
结束语
新能源汽车行李厢外板成形稳定性的提升,主要靠提高拉延的成形裕度,减少波动性。新能源汽车工业快速发展的今天,要求维修人员学习更多的新能源汽车的相关知识,掌握先进新能源汽车的技术,并借助相关仪器进行独立分析,解决一些拉深模具成形过程中疑难缺陷问题。理论与实践的相互结合创造出不同的维修技术,这样才能够提高生产效率,缩短生产周期,降低生产成本,提高模具质量,提高工作质量,减少工作废品率和材料浪费,以保证我国新能源汽车产业与国际接轨,在竞争激烈的国际市场占有一席之地。
猜你喜欢
汽车维护与修理(2022年1期)2022-06-28
模具技术(2021年5期)2021-10-13
制造技术与机床(2019年6期)2019-06-25
科学与技术(2019年5期)2019-04-23
汽车电器(2018年1期)2018-06-05
北京汽车(2018年1期)2018-03-10
制造技术与机床(2017年2期)2017-05-04
锻压装备与制造技术(2016年3期)2016-06-05
水利科技与经济(2016年7期)2016-04-25
制造技术与机床(2015年10期)2015-04-09
