
CO2活化铅锌浮选尾矿中黄铁矿试验研究
2023-12-16 09:14沈发明杨哲辉
现代矿业 2023年9期
沈发明 崔 瑞 杨哲辉
(1.深圳市中金岭南有色金属股份有限公司凡口铅锌矿;2.武汉科技大学资源与环境工程学院;3.冶金矿产资源高效利用与造块湖北省重点试验室)
凡口铅锌矿是我国最大的铅锌生产基地之一,同时也是我国重要的黄铁矿生产基地[1]。凡口选矿厂在铅锌浮选作业时,由于添加了大量的石灰抑制黄铁矿[2-3],导致矿浆pH 值达12 以上,因此,在后续选硫浮选时需添加大量硫酸将矿浆pH 值降至7 左右,以对黄铁矿进行活化[4]。由于浓硫酸具有高氧化性以及强腐蚀性,导致其在运输、存放以及使用等方面存在一定的安全隐患。将浓硫酸加入矿浆进行搅拌,会导致局部产生高温并伴随二氧化硫、硫化氢和酸雾产生,加大企业安全生产压力。在回水处理及利用过程中,选硫工序中添加的硫酸导致选矿废水中的COD 及硫酸根含量增加,废水直接回用对选矿浮选指标具有较大的影响,因此,大量添加硫酸给选矿废水的厂前处理和回用带来了极大的压力。
随着“双碳”目标的提出,各行业对CO2利用方式的关注度日渐增加。通过向选矿矿浆中添加CO2,发现可以降低选矿矿浆pH 值,考虑到选矿厂现有流程中通过硫酸调整选锌尾矿pH 值以达到活化黄铁矿的目的,提出了采用CO2取代硫酸选硫的探索研究。本试验在保证硫粗选品位和回收率的前提下,通过采用CO2气体取代浓硫酸,对浓缩后的锌尾矿进行调浆,以达到活化黄铁矿的目的。
1 试验样品及方法
1.1 矿样性质
凡口铅锌矿的矿石属高硫复合铅锌矿石,原矿含硫28%左右[5],其硫化矿物主要成分是黄铁矿,选硫作业的给矿为经浓密机浓缩后的铅锌浮选尾矿。该试验选取锌尾矿作为研究对象进行试验。
1.2 试验药剂与设备
试验用药考虑到现场生产的实际情况,捕收剂采用丁基黄药以及乙基黄药,起泡剂为2#油,调整剂采用硫酸或CO2调整矿浆pH 值并活化黄铁矿。CO2的添加方式为直接通入浮选机[6-7]。
粗选试验使用1.0 L 的XFD 型单槽式浮选机,精选使用0.5 L的XFD型单槽式浮选机。
1.3 试验方法
粗选试验称取含有固体矿物843 g 的矿浆,浮选矿浆浓度为52%,保证其浓度与现场生产浓度保持一致。CO2存放于气瓶中,CO2气体经减压后通过气管接入浮选机搅拌,并通入浮选槽。粗选流程见图1,通入CO2示意见图2。

2 试验内容与讨论
2.1 CO2活化粗选条件试验
2.1.1 CO2与硫酸活化效果对比试验
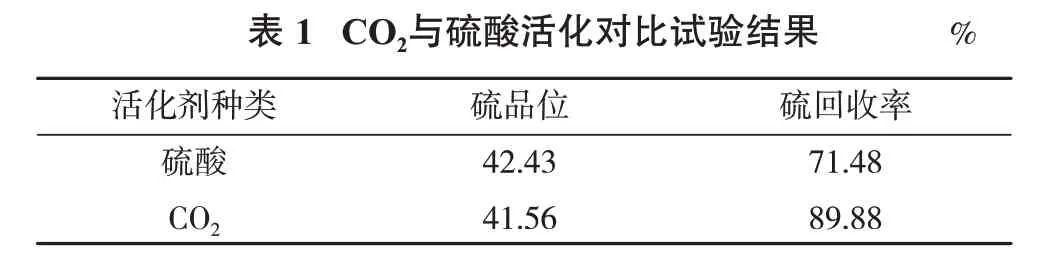
在pH 值6.5、丁基黄药用量50 g/t、2#油用量6.88 g/t 的条件下,对比CO2与硫酸调浆的粗选活化效果,试验结果见表1。
?
由表1 可知,在相同矿浆pH 值的条件下,使用CO2活化调浆得到的粗选精矿硫品位比使用硫酸低0.87 个百分点,硫回收率高18.40 个百分点,表明CO2能够完全替代硫酸,充分活化黄铁矿;初步分析可能由于CO2为气体通入,气泡在矿浆内能与黄铁矿表面更充分地接触,所以CO2活化黄铁矿效果较好。
2.1.2 粗选矿浆pH值试验
在丁基黄药用量50 g/t、2#油用量6.88 g/t 的条件下进行粗选矿浆pH 值(CO2用量)试验,试验结果见图3。

由图3 可见,当矿浆pH 值从6.0 提高到8.0 时,粗选精矿硫品位变化不大,但硫回收率不断下降;当矿浆pH 值为6.0 时,粗选精矿硫回收率最高,硫品位为41.05%、硫回收率为95.28%。因此,选择pH 值为6.0,此时CO2充气量为100 L/min。
2.1.3 活化搅拌时间试验
在CO2用量100 L/min、丁基黄药用量50 g/t、2#油用量6.88 g/t的条件下,进行搅拌时间试验,试验结果见图4。

由图4可见,CO2通入矿浆后,随着搅拌时间的增加,粗选精矿硫品位和回收率均未见明显变化;说明CO2对黄铁矿的活化速率快,可以在较短时间内充分活化黄铁矿。
2.1.4 粗选丁基黄药用量试验
在CO2充气量100 L/min、2#油用量6.88 g/t的条件下,进行粗选丁基黄药用量试验,试验结果见图5。
由图5 可见,随着丁基黄药用量从10 g/t 增加到50 g/t,粗选精矿硫品位先增加后降低,硫回收率不断提高;当丁基黄药用量继续增加,硫品位下降,硫回收率上升趋势变缓;综合考虑,选择丁基黄药用量为50 g/t,此时粗选精矿硫品位为40.37%,硫回收率为96.45%。

2.1.5 粗选起泡剂用量试验
在CO2充气量100 L/min、丁基黄药用量50 g/t 的条件下进行起泡剂2#油用量试验,试验结果见图6。

由图6 可见,随着起泡剂2#油用量的增加,粗选精矿硫品位下降,硫回收率先上升后下降;当2#油用量为6.88 g/t 时,硫回收率最高;综合考虑,选择2#油用量为6.88 g/t,此时粗选精矿硫品位为41.95%、硫回收率为94.50%。
2.2 浮选开路试验
在粗选条件试验的基础上,结合选矿厂选硫工艺流程进行开路试验,试验流程及药剂制度见图7,试验结果见表2。
由表2 可知,经2 粗2 精1 扫开路试验,可获得硫品位47.39%、硫回收率78.93%的硫精矿,且在精选过程中不需要再另外通入CO2,活化后可持续性良好。
2.3 浮选闭路试验
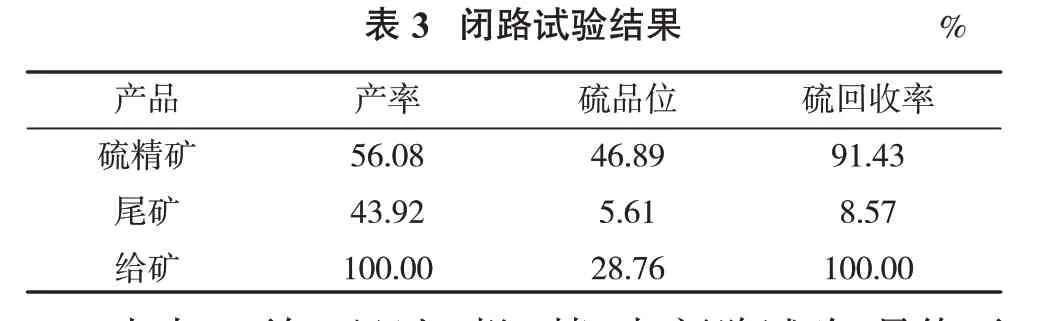
在开路试验的基础上进行闭路试验,试验流程见图8,试验结果见表3。

?

?
由表3 可知,经过2 粗2 精1 扫闭路试验,最终可获得硫品位46.89%、硫回收率91.43%的硫精矿,闭路试验指标较好。
3 结 论
(1)在相同矿浆pH 值的条件下,使用CO2活化调浆得到的粗选精矿硫品位比使用硫酸低0.87 个百分点,硫回收率高18.40 个百分点,表明CO2能够完全替代硫酸,充分活化黄铁矿。
(2)搅拌时间试验结果表明,CO2通入矿浆后,随着搅拌时间的增加,粗选精矿硫品位和回收率未见明显变化,说明CO2对黄铁矿的活化速率快,可以在较短时间内充分活化黄铁矿。
(3)以CO2作为粗选活化剂,经过2 粗2 精1 扫闭路试验,最终可获得硫品位46.89%、硫回收率91.43%的高品质硫精矿,闭路试验指标较好。
猜你喜欢
金属矿山(2022年6期)2022-07-13
云南化工(2021年5期)2021-12-21
金属矿山(2021年8期)2021-09-09
矿冶(2020年4期)2020-08-22
矿产综合利用(2020年5期)2020-01-05
有色金属(矿山部分)(2019年6期)2019-12-24
建材发展导向(2019年10期)2019-08-24
应用化工(2014年3期)2014-08-16
应用技术学报(2014年1期)2014-02-28
河南科技(2014年1期)2014-02-27
