大隆矿重介选煤工艺自动调节系统技术设计与应用
2009-11-17 09:03张永彪
活力 2009年14期
张永彪
[摘 要]重介选煤工艺参数自动调节系统,目前已在我国得到一定的推广和应用,大隆矿选煤厂在原有基础上,大胆进行探索与尝试,将其与在线灰分仪进行配套使用,从而在国内率先实现了分选密度与灰分的闭环优化控制,在上位机上实现了远程监视和参数设定,并且构建了“局域网联网”,达到了改善分选效果、提高经济效益的目标,为块煤重介老厂改造提供了先进思路和成熟技术,此项目为铁煤集团2008效益年重点表彰项目之一。
[关键词]重介选煤;工艺参数;自动控制;分选效果
一、前言
大隆矿选煤厂是1972年建成并投入生产的,原设计能力为90万t/a,经过1996年改扩建设计能力为180万t/a,核定能力为300万t/a的矿井型动力煤选煤厂,入选原煤煤种为长焰煤,硫分低(<0.5%),为易选煤。主要加工工艺是筛分和块煤重介,生产产品有:洗中块、洗粒、洗末、末煤、粒煤。主要分选设备为LZX-2.6斜轮分选机。
二、改造前存在的主要问题
1.斜轮分选系统基本上处于人工手动的原始操作状况,工人劳动强度大,分选密度不稳定,洗产品稳定率差,矸中带煤不好控制。
2.合介桶液位和稀介桶液位等均靠人工肉眼观察,很难保证介质循环量的稳定。
3.生产过程中,合介桶中悬浮液的煤泥含量没有监测,在系统操作中弧形筛下分流量基本不可控,只是一个固定分流,这样当煤泥含量过高或过低时直接影响了斜轮分选机的分选效果。
4.加水操作完全靠工人到现场扳动闸门,不能时时跟踪控制分选密度,不仅工人劳动强度大,直接影响了产品质量和回收率。
5.高介质制备部分完全人工手动操作,从高介质桶加水阀门、介质泵入口阀门、吹风阀门均为手动,高介质桶液位、高介质制备的密度无监测,悬挂式电抓斗动作不灵活,故障率高。
三、技术改造方案设计与分析
1.实现合格介质悬浮液密度的自动测量、显示并根据设定值控制加水阀门开度,以实现密度值的稳定控制。
采用同位素密度计在线测量悬浮液的密度,在加水管上安装角行程电动加水阀门,根据要求的分选密度和目前密度的测量值,通过PLC控制系统自动控制加水阀门的开度大小,达到对斜轮分选密度的自动控制。
2.实现悬浮液中煤泥含量的自动测量、显示,并根据煤泥含量的设定值调节分流器的开度,使煤泥含量值稳定在一定范围之内。
通过对弧形筛下分流管路的改造,设计并安装可以灵活控制的分流机构。对于分流器的控制采用进口角行程电动执行器。
当煤泥含量值高于一定值时,自动增加分流器的开度,增大分流量,排出一定量的煤泥,将煤泥含量值控制在一定范围之内。
3.和原有的洗中块在线灰分仪配套使用,可以根据测灰仪的灰分信号实现重介斜轮分选系统的产品质量在线控制。
自动控制系统通过在线测灰仪得到的灰分值,可以自动调整重介分选系统的分选密度,以保证产品灰分的稳定。当在线灰分信号出现故障时,可以根据人工化验或离线式测灰仪数据手动修改给定的分选密度,可以灵活转换。
4.实现合格介质桶、稀介质桶液位的测量、显示以及上下限报警。
用超声波液位计对液位进行在线测量,合介桶液位上、下限值根据工艺情况设定,生产过程中应保持一定的液位以确保系统中合格介质循环量。同时,有利于稳定分选机的液位。
5.高介质制备系统的自动控制和磁铁矿粉的承重计量。
高介桶液位采用超声波液位计在线测量,加水量的控制通过电动执行器,同时将高介质泵入口闸门更换电控液动头,吹风的自动开启采用电磁控制阀,在电抓斗上加装称重传感器,用一套独立的小型控制控制系统实现对高介质制备系统的自动控制,不仅保证了高介质制备的及时准确,同时可以实现远程操作、介质粉添加计量等功能。做到该岗位的无人值守,降低劳动强度,节省人力。
6.系统具有远程手动、计算机手动和自动三种控制模式,以保证系统在任何情况下均可满足生产使用。
控制操作台设在重介车间值班室,系统的显示、操作由岗位工人进行,显示操作设触摸操作屏。
7.系统设岗位操作人机界面和上位机双操作界面,在方便岗位司机操作的同时,又可以使系统信息方便地上传和共享。
上位机引入选煤厂集中控制室,数据的存储/收集由上位机完成。
8.与重介系统密切相关的主要动力设备的开、停状态监视。
如合格介质泵2214/2215、稀介泵2218/2219、高介质泵2804/2805、入洗皮带2201等,该功能可使岗位操作人员及时观察主要设备的运行状况,一旦发现设备故障及时处理,以最大限度减少损失。
9.上位工控机采用网络版工控软件,将实时数据、趋势曲线、历史记录上传至局域网,生产管理部门可实时监视生产状况。
10.预留与集中控制系统的接口。
四、对比改造前后的分选效果
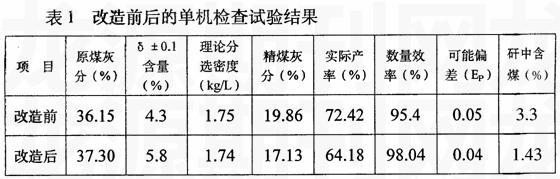
改造前后的单机检查试验资料显示,该斜轮机的数量效率由改造前的95.4%提高到改造后的98.04%,提高了2.64%,改造后矸中含煤指标较改造前降低了1.87%。如表1所示。
五、经济效益分析
以2007年11-12月实际情况为例来计算经济效益
1.矸中带煤:2007年11-12月份实际洗矸石产量为14万吨,矸中带煤由改造前3%降低到改造后1.5%,,洗产品平均售价为379.5元/吨,由此增加的经济效益为:14×1.5%×379.5=79.70(万元),则年增加的经济效益为:79.70/2×12=478.2(万元/年)。
2.改造后洗产品稳定率达到90%以上,11-12月份减少煤质罚款2万元,全年减少罚款12万元。
3.改造后吨煤介耗平均降低0.2kg,11-12月份入洗量27万吨,介质粉平均售价按650元计算,此项节约:0.2×27×650/1 000=3.5万元,则全年节约3.5/2×12=21(万元/年),总计全年增加经济效益为:478.2+12+21=511.2(万元/年)。
六、结束语
大隆矿选煤厂重介选煤工艺参数自动调节系统改造,于2007年10月末竣工,经过这17个月的正式生产和实际运行情况良好,实现了重介洗煤工艺参数的自动控制,同时有效地解决了重介洗煤的老大难问题,即合理控制悬浮液中煤泥含量的问题,在上位机上实现了远程监视和参数设定,并且构建了“局域网联网”,既方便工人操作又便于管理人员远程监视洗煤动态。使我厂洗煤不但提高了分选效果,保证了洗产品质量,而且减轻了工人劳动强度,与此同时,今年可为矿增加511万元的直接经济效益。同时,此项技术的应用,不但为块煤重介老厂设备改造提供先进思路和成熟技术,而且在国内重介洗煤领域率先实现了密度和灰分闭环控制。□
(编辑/穆杨)
猜你喜欢
山东工业技术(2016年23期)2016-12-23
科技创新导报(2016年20期)2016-12-14
学苑创造·C版(2016年10期)2016-11-19
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
科学与财富(2016年28期)2016-10-14
科技视界(2016年4期)2016-02-22
纺织导报(2015年8期)2015-12-31
光学仪器(2015年2期)2015-05-20
中国高新技术企业(2015年14期)2015-04-29