
天钢顶底复吹转炉底吹透气元件维护实践
2011-01-04 14:07钟国庆罗卓刘晓明天津钢铁集团有限公司技术中心天津300301
天津冶金 2011年4期
钟国庆 罗卓 刘晓明 (天津钢铁集团有限公司技术中心,天津 300301)
天钢顶底复吹转炉底吹透气元件维护实践
钟国庆 罗卓 刘晓明 (天津钢铁集团有限公司技术中心,天津 300301)
介绍了天津钢铁集团有限公司120 t顶底复吹转炉底吹透气元件的维护方法。分析出底吹透气元件失效的主要原因是透气砖堵塞、透气元件侵蚀。通过采取有效的措施,采用初期形成炉渣-金属蘑菇头、中后期控制炉底波动的手段,使整个炉役过程中复吹效果良好。
复吹转炉 透气元件 熔损 堵塞 防止
1 前言
自1996年我国转炉钢厂迅速推广溅渣护炉技术以来,在提高转炉炉龄方面取得了显著的成效,但该技术容易引起转炉炉底上涨,堵塞炉底透气元件等情况,使顶底复吹转炉复吹的冶金效果受到不良影响,致使转炉炉龄与底吹使用寿命严重不协调。我国随着“炉渣-金属蘑菇头”技术的出现,在一定程度上缓解了这一矛盾。天津钢铁集团有限公司结合自身的条件,在应用“炉渣-金属蘑菇头”技术的基础上,做了多方面的工作,实现了复吹与转炉炉龄同步。
2 天钢情况简介
2.1 设备情况
天钢3座120 t顶底复吹转炉,底吹元件是多孔定向镁碳质透气元件。如图1所示,炉底分布6块透气砖,其中4块布置在0.6D的圆周上,另外2块布置在0.5D的圆周上。采用的供气强度为0.03~0.08 Nm3/t·min,冶炼中可以在Ar与N2之间切换。图2为底吹透气元件结构示意图,细金属管用不锈钢制作,直径为3 mm,在透气元件中排布了5×6根细管。
2.2 工艺情况
2009年天钢转炉平均炉龄在18 000炉左右,而有效复吹寿命为4 000炉左右。
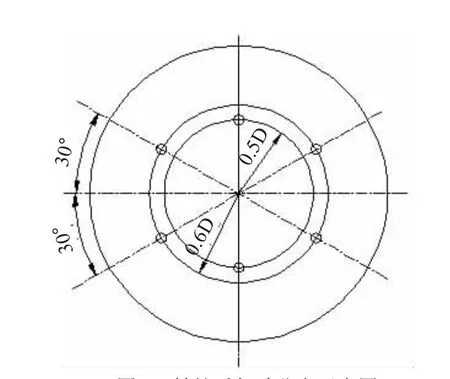
图1 转炉透气砖分布示意图

图2 底吹透气元件示意图
底吹元件失效的原因有透气元件侵蚀严重、透气砖堵塞、气管漏气等多种原因,其中有超过70%是因为透气砖堵塞造成的失效。天钢根据自己的状况,做了有针对性的维护方案,在兼顾防止其它失效形式的情况下,重点对透气元件堵塞做了预防。底吹元件失效与否直接影响转炉冶炼的多项指标。碳氧积([C]·[O])是衡量复吹效果的一个重要标志,它在有底吹搅拌和无底吹搅拌冶炼中存在很大的差异,特别是在低碳出钢区域,差距更为明显。如图3所示,从图3中可以看出,良好的复吹效果能够有效降低钢的氧化性。钢中氧化性降低,铁损也会降低,脱氧剂的加入量减少,钢中的原始夹杂物减少。良好的复吹效果是冶炼高级品种钢必不可少的工艺条件之一,因此,维护好透气元件的透气性,保证良好的复吹效果成为炼钢过程中的一项重要任务。

图3 有底吹和无底吹条件下钢液中碳氧积的对比图
3 底吹透气元件失效原因分析和防治措施
转炉底吹透气元件失效通常是因为透气元件熔损严重或透气元件堵塞两种情况所致。
3.1 透气元件熔损破坏和防治措施
3.1.1 熔损机理
底吹透气元件熔损是它失效的主要形式之一,一般发生在转炉炉役的前期,熔损的机理如下:
(1) 气泡反击:吹入熔池的气流以气泡方式进入熔池,当气泡脱离供气元件瞬间冲击元件;
(2) 水锤冲刷:气泡脱离供气元件时引起钢水流动,冲刷供气元件;
(3) 凹坑熔蚀:由于气体与钢水的冲刷,在供气元件周围形成凹坑,凹坑越深,对流传热越差,加剧侵蚀作用;
(4) 转炉炉役初期,为了更好地控制炉型,一般不采用溅渣护炉,底吹元件直接接触钢水,通常会发生下列反应:

以上反应的进行使透气元件很容易被侵蚀,再加上气泡反击、水锤冲刷、凹坑熔蚀等作用在底吹元件上,会很快侵蚀掉供气元件,严重时会引起漏钢[1]。
3.1.2 防治措施
针对转炉炉役初期透气元件侵蚀较重,天钢制定了炉役初期透气元件吹口处挂渣黏结修补和快速生成“炉渣-金属蘑菇头”的路线,来维护透气元件。“炉渣-金属蘑菇头”可减少气泡反击、水锤冲刷、凹坑熔蚀等对透气元件的不利作用。它的主要作用有:可显著减轻钢流、气流对底部供气元件的冲刷,减轻对底部供气元件的熔损;严格避免形成冲击凹坑;具有较高的熔点和抗氧化性能,不易在吹炼末期熔蚀;具有良好的透气性能,可满足炼钢过程底部供气灵活调整的需要;具有良好的防堵塞功能。
在炉役初期,采用透气元件吹口处挂渣技术来减缓透气元件的侵蚀,该技术实施时确保炉渣的性能,使炉渣具有较好的抗高温侵蚀能力和较强的黏结能力。资料显示[2],炉渣中MgO含量控制在8%~10%较为理想。未形成“炉渣-金属蘑菇头”时采用大压力吹氩模式,为供气金属管出口形成蘑菇体形核提供良好的动力学条件。因此,终渣MgO含量控制在8%~10%,保证合适的炉渣的熔化温度,使炉渣具有较高的抗高温能力。
3.2 透气元件堵塞和防治措施
3.2.1 堵塞原因
透气元件堵塞是透气元件失效的另一主要形式,也是天钢重点防范的失效形式。造成透气元件堵塞的原因,一方面是由于炉底上涨严重后造成底部供气元件吹口上部被熔渣堵塞;另一方面是由于管道异物或管道内壁锈蚀产生异物堵塞供气管,而炉底上涨严重是造成天钢转炉底吹透气元件堵塞的主要原因。
3.2.2 防治措施
炉役中后期采用溅渣工艺往往会造成炉底上涨,容易堵塞供气元件,因此必须控制“炉渣-金属蘑菇头”的生长高度,并保证“炉渣-金属蘑菇头”的透气性,在实际操作中主要是控制炉底高度稳定。采用的方法如下。
(1) 控制炉渣的黏度。终渣过黏、过稀都容易黏附在炉底,引起炉底上涨。
(2) 终渣必须化透。终渣化不透,终渣中必然会有大颗粒未熔化的渣料,溅渣时N2的冲击力不足以使这些未化透的渣料溅起,引起炉底上涨。
(3) 使用激光测厚仪定期测量炉底的高度,当炉底高度产生异常变化时,采用调节冶炼枪位或调节冶炼钢种等手段。资料显示[3],使炉底高度波动控制在100 mm~200mm之间,可有效地保护透气砖的透气性。因此,将炉底高度波动控制在100 mm~200 mm之间。
(4) 控制好合适的溅渣时间。随着溅渣的进行,炉渣不断变黏,到了后期,N2的冲击力不足以使黏度变大的炉渣溅起,炉渣将黏附在炉底,使炉底上涨。
(5)及时倒掉剩余炉渣。管道异物或管道锈蚀引起堵塞的防止措施主要是保证供气设备的质量,要求在砌炉前后都要做好严格的检查。方法是供气管道使用前必须经过酸洗并干燥,防止锈蚀;砌前、砌后都要进行试气,试气正常才能使用;必须保证砌筑时透气砖位置正确。
另外,当底吹透气元件出现压力升高,气流变小等堵塞征兆时,采用向透气元件通入压缩空气使其复通的技术。通入压缩空气时,认真观察透气元件的参数,参数正常后马上换为Ar或N2,以免造成炉底烧穿事故。
4 结束语
天钢转炉采用开炉初期促使炉底形成“炉渣-金属蘑菇头”,中后期严格控制炉底上涨高度结合复通技术以来,底吹透气元件工作良好,基本杜绝了底吹元件堵塞及其它形式对底吹元件造成的失效,保持良好的复吹效果。2010年2月,倒炉大修的3#转炉停炉时透气元件仍保持着较好的透气效果。可见天钢目前的维护技术比较成功,能完成使底吹透气元件工作寿命与炉龄匹配的任务。
[1]王雅帧,李承祚.炼钢知识问答[M].北京:冶金工业出版社,2003:190-191.
[2]张晓兵,曹兆民,李洪利.顶底复吹转炉底吹喷嘴端部蘑菇体的冷模拟研究[J].钢铁,1992,27(8):22-25.
[3]张彩军,张大勇.转炉复吹与炉龄同步技术的优化与实践[J].河南冶金,2007,15(3):41-43.
Maintenance Practice of Porous Plug for TISCO Top and Bottom Blowing Converter
Zhong Guoqing,Luo Zhuo,Liu Xiaoming
The maintenance method for porous plug for TISCO 120 t Top&Bottom Blowing Converter is introduced.Analysis shows the main reasons of its failure are plug clogging and erosion.Effective measures were taken so that a metal mushroom of slag could form at early phase and bottom fluctuation was controlled at intermediate and late phase,which gave good blowing effect during the entire campaign.
top&bottom blowing converter,porous plug,melting loss,clogging,prevention
(收稿 2011-07-13 责编 赵实鸣)
钟国庆,男,2008年毕业于河北理工大学冶金与能源学院冶金工程专业,现在天津钢铁集团有限公司技术中心炼钢研究室从事产品开发和炼钢工作。
猜你喜欢
纺织标准与质量(2022年1期)2022-07-12
小资CHIC!ELEGANCE(2021年31期)2021-08-16
吉林化工学院学报(2020年5期)2020-07-04
化工装备技术(2020年2期)2020-05-12
当代化工(2019年11期)2019-02-04
现代营销(创富信息版)(2018年9期)2018-09-03
河南冶金(2017年6期)2018-01-17
核技术(2016年4期)2016-08-22
中国农业文摘-农业工程(2016年5期)2016-04-12
天津化工(2016年5期)2016-02-12
