
特大型推力球轴承保持架兜孔中心径测量方法的改进
2011-07-23 11:40徐占华
轴承 2011年8期
徐占华
(洛阳LYC轴承有限公司 特大型轴承厂,河南 洛阳 471039)
特大型推力球轴承因机床设备老化,加工精度下降,旋转精度达不到要求,保持架返修率高,无法保证批量生产,难以满足用户的要求。为此,解决特大型推力球轴承的旋转精度刻不容缓。
通过对成批生产的影响因素分析发现,主要原因是旋转精度即端摆超差达不到要求。在加工特大型推力球轴承时,各零件工序间都按精密品严格控制,各项精度均合格,但组装成品后发现轴承端面跳动超差。通过理论分析和多批试验发现,保持架兜孔中心径是影响轴承端摆超差的主要原因,钢球在保持架孔中的回转轨迹不在同一条中心线上,有的孔中心径偏大,有的孔中心径偏小,与套圈沟底的接触也不是理论设计的中心径值,由此影响端摆超差。下文主要论述通过制造专用量具,精确测量和控制保持架兜孔中心径,以保证装配后轴承的旋转精度。
1 测量方法的改进
以往,判断保持架兜孔中心径是否合格,一直沿用定性测量。主要通过着色法进行检验:将尺寸合格及沟道位置接近公称尺寸的座圈平放在平台上,将加工完的保持架放在座圈上并等间隔放入几粒钢球,给尺寸合格及沟道位置接近公称尺寸的轴圈沟道着色,并组装在一起,转动轴圈且回转灵活。
如图1所示,拿开轴圈看轴圈沟道中心径着色情况(图中所示位置),若在轴圈沟道的中心处有一圈比较完整的轨迹并且沿圆周方向回转的比较均匀,则判定此保持架兜孔中心径合格,否则必须重新返修,重复上述检测步骤直至合格为止。
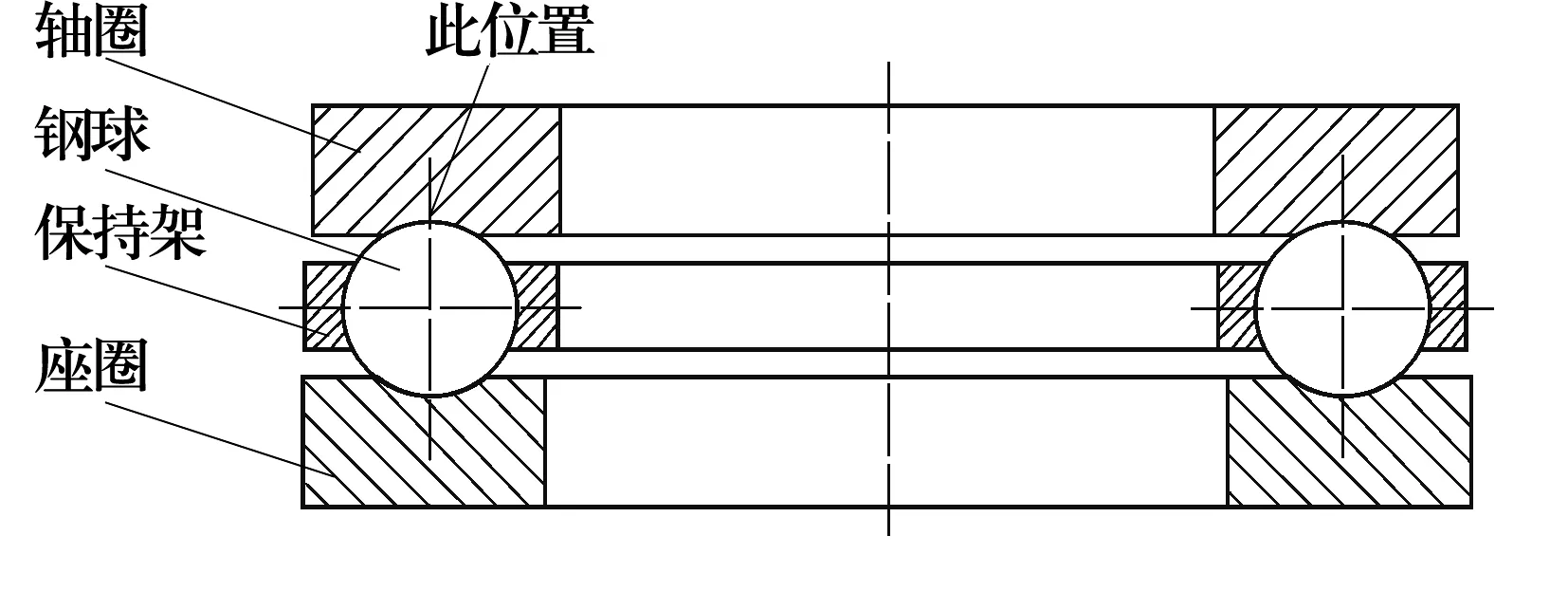
图1 推力球轴承保持架着色方法示意图
上述着色方法存在以下缺点:(1)不能定量测量保持架兜孔中心径的尺寸;(2)轴圈和座圈的加工周期会影响保持架的加工进度;(3)过程繁琐,劳动强度大,生产效率低;(4)过多涉及人为因素,误差很大。
为解决特大型推力球轴承的旋转精度,加快保持架的加工进度,提高生产效率,降低产品返修率,依据推力球轴承保持架兜孔孔径的大小,设计出一套可直接检测保持架兜孔中心径的辅助测量装置,使推力球轴承保持架兜孔中心径测量由定性测量转变为定量测量,即推力球轴承保持架兜孔中心径尺寸在卡尺上能直接反映出来,进而达到精确测量及控制保持架兜孔中心径,保证装配旋转精度,改变以往着色法测量数值不精确的问题。
2 保持架兜孔中心径的测量
推力球轴承保持架兜孔中心径测量装置由1个静测头、1个动测头、2个紧固螺钉和游标卡尺等分离的零部件组成,如图2所示。其中,为了保证测头在保持架兜孔中能够正确定位, 2个测头底部设计为90°锥体,可以控制孔径的大小,根据孔径的大小与保持架兜孔的接触情况进行合适的调整,可测量保持架兜孔孔径范围为Φ20~60 mm。长11 mm宽7 mm的方孔则是根据卡尺的卡角设计,便于卡尺的装卡和固定。方孔的一端必须在90°锥体的中心线上,测量时,锥体中心才能保证与保持架孔中心同心。如图3所示,游标卡尺和2个测头组装在一起,可以根据零件中心径的大小自由调整游标卡尺的距离,不受同一中心尺寸的限制。根据保持架兜孔的奇偶性分2种方法测量。
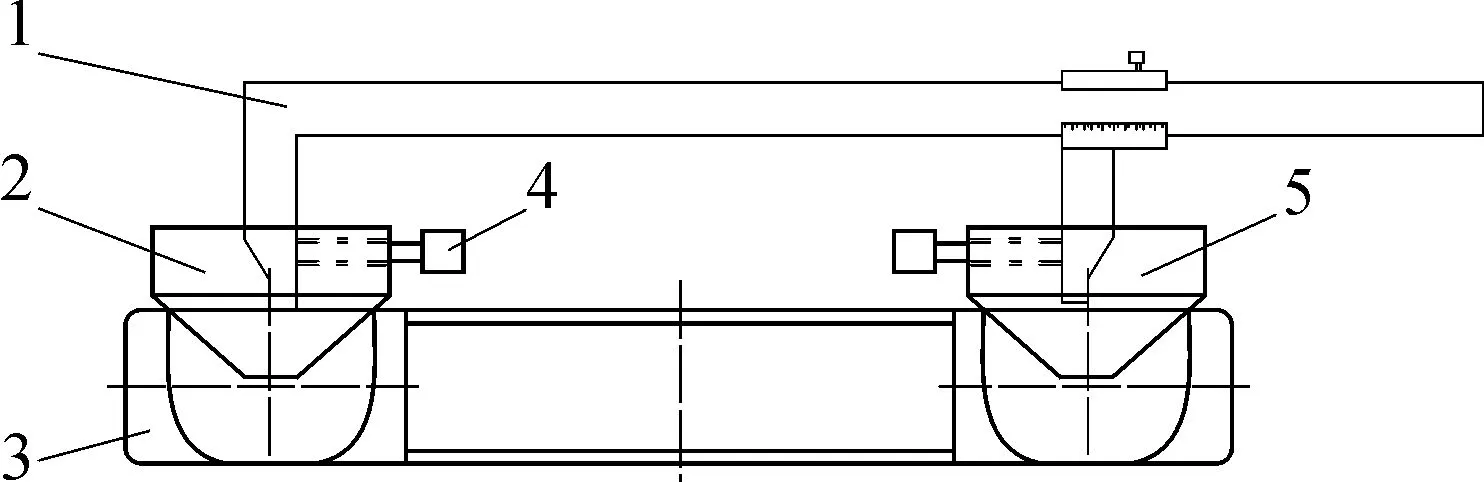
1—游标卡尺;2—静测头;3—保持架;4—紧固螺钉;5—动测头图2 推力球轴承保持架兜孔中心径测量示意图

图3 推力球轴承保持架兜孔中心径专用测头
2.1 兜孔数为偶数的测量方法
保持架兜孔数为偶数,测量时将2个测头分别放入保持架中心对称的2个兜孔底孔内,测头应与保持架的兜孔底孔壁紧密配合,在兜孔底孔中应平稳、牢固。游标卡尺的两端分别放入测头的方孔内,然后用螺钉固定,读出游标卡尺的数值便是该零件的实际测量中心径。
2.2 兜孔数为奇数的测量方法

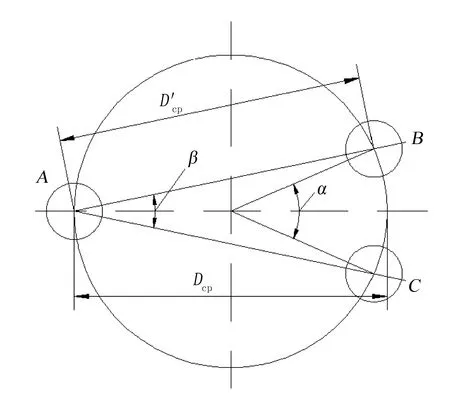
图4 兜孔数为奇数时推力球轴承保持架测量方法
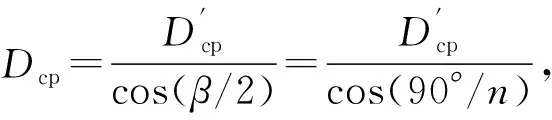
(1)

3 结束语
通过测量方法的改进,在现有条件下提高并保证了装配后轴承的旋转精度,解决了以往着色法测量数值不精确的问题,满足了特大型推力球轴承批量加工生产的需要。同时采用测量旋转精度专用工装,测量准确,省时省力,减少了人为误差,减轻了装配和检查人员的劳动强度,降低了产品的退货返修率。
猜你喜欢
农业科技通讯(2021年3期)2021-04-04
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
载人航天(2020年5期)2020-10-31
西部论丛(2020年7期)2020-10-20
中学生数理化(高中版.高考理化)(2020年2期)2020-04-21
哈尔滨轴承(2020年4期)2020-03-17
高考·中(2019年1期)2019-09-10
好孩子画报(2016年4期)2016-11-19
轴承(2014年12期)2014-07-21
