
砂轮自动平衡信号处理新方法
2011-07-25 01:36苏健高冰张萍
轴承 2011年10期
苏健,高冰,张萍
(广东技术师范学院, 广州 510635)
砂轮平衡技术对于保证磨削质量,降低能源物料消耗,减轻设备磨损具有重要意义。随着科学技术的发展,越来越多的磨削加工自动生产线投入运行,砂轮自动平衡技术也受到越来越多的关注。砂轮自动平衡的一个关键问题是平衡精度。目前应用较为普遍的机械式砂轮自动平衡装置的平衡精度以振动位移量计为0.3~0.5 μm[1]。为满足加工精度和磨削速度不断提高的要求,平衡精度需要进一步提高。砂轮自动平衡精度与诸多因素有关,砂轮自动平衡过程中的信号处理方法是一个重要的因素。
1 砂轮自动平衡的信号特点
当砂轮旋转轴心偏离质量中心时就会产生与主轴同频的振动,测振传感器接收到的是夹杂着其他机械干扰的周期信号,并且该信号是可再现的。砂轮自动平衡状态下传感器拾取的振动信号与上述情况不同。当系统进入自动平衡状态后,平衡头的平衡矢量与砂轮附加离心惯性力构成合成矢量,有用信号的成分即由上述合成矢量作用而产生。合成矢量的幅值从大到小,再从小到大呈正弦规律变化,而每一周的动态范围又不同。测控单元需要实时跟踪信号,并对所拾取的信号即时做出分析、判断和处理,直至合成矢量所引起的振动值小于或等于阈值为止。
传统砂轮自动平衡信号的提取方法,往往是将测振传感器拾取的振动信号放大、数字跟踪滤波及整流滤波后供A/D转换,微处理器依据A/D转换数据直接判断处理。这是一种依赖于模拟电路提取基波分量的方法,电路的性能直接影响测量精度,尤其是带通滤波器的影响更大。如果原始信号中含有与基频信号相近的成分,经滤波器输出后,无用信号的幅值仍大于基波分量,那么有用信号就会被其他信号淹没,基波信号的幅值和相位测量均受影响。另外测量信号是经过平均处理的,这种方式比较适用于测量呈周期变化的一般振动信号,而对于快速变化的振动信号会带来一定的测量误差。为了获得更高的平衡精度采用了一种新的信号处理方法。
2 用离散Fourier变换计算提取基波分量
2.1 信号采样方法
信号采样方式通常分为定点采样和定间隔采样。为了便于解算基波,适应不同转速下砂轮的动平衡,在此采用定点变间隔采样方式。即不论被测旋转体的转速是多少,每个基波周期的采样点N是常数,采样间隔Tx=f0/N随主轴转速而变(f0为基波频率)。根据采样定理要求:(1)若要准确地恢复模拟信号,必须以大于其所包含的最高频率的2倍的速率采样;(2)被测信号要通过截止频率为f0的低通滤波器滤掉原有信号中高于f0的频率成分。测量系统中设定采样频率为样本信号频率的128倍,即主轴每旋转一圈取128个样点。采用数字低通跟踪滤波器抗混叠,其截止频率为1.28f0。采样的间隔控制来源于锁相倍频器。A/D转换受控于二路脉冲信号,一路是基频f0作为每个被采样波的起始点;另一路是128f0脉冲作为A/D采样的启动信号。
2.2 测量参数计算
2.2.1 砂轮自动平衡信号的数学表达
一个函数可由Fourier级数表达为

(1)
(1)式又可以表达为

(2)
由 (1)式和(2)式可得
(3)
若以上述函数描述砂轮自动平衡过程中的振动信号时,则an,bn称为谐波系数。各元素的物理意义分别是:A0为传感器的直流分量;ω0为轴系的旋转角速度;n为谐波次数,n=1时为与主轴同步的谐波,即一次谐波;A1为一次谐波的幅值;φ1为一次谐波的初相角。
假定O为轴系回转中心,O1为砂轮的质量中心。当砂轮随主轴旋转一周时,拾振传感器感受到的是初相角为φ1,幅值为A1的正弦信号A1·sin(θ+φ1),θ=ω0t。在参数坐标系中
(4)
(5)
当砂轮轴系转动θ角时,其引起的振动的幅值与频率的关系可由y=A1sin(θ+φ1)表达,它对应于Fourier级数的基波与角频率,其中θ=ω0t。
砂轮在自动平衡过程中的测量信号是平衡矢量与砂轮附加离心惯性力的合成矢量所产生的振动信号,该信号的幅值和相位在平衡过程中不断变化,但信号的周期不变且在一个信号周期中合成矢量的幅值变化相对缓慢,所以在对信号的单周期处理时可将其作为周期函数对待。
2.2.2 有限采样点基频信号的计算
若以函数y(t)描述轴系旋转一周运动,则自变量的变化区间为[0,2π],以三角级数将y(t)展开成Fourier级数,则Fourier级数可有下列积分表达
(6)
对于有限个测量采样点k,(6)式可离散化为
(7)
式中:R(θi)为直接测量值。当n=1时,
(8)
由(8)式可求得
(9)
A1的物理意义是砂轮自动平衡过程中基波信号的幅值,正比于合成矢量引起振动的大小。
2.2.3 算法的误差分析
根据 (9) 式,连续正弦基波面积S可用有限采样点的离散公式近似计算。若A为各采样间隔与对应的正弦值建立的矩形面积的积累,则R=A/S表示计算误差。采样点越少,R值越大;采样点越多,R值越小。根据资料记载[2],采样点与R的对应关系列于表1。
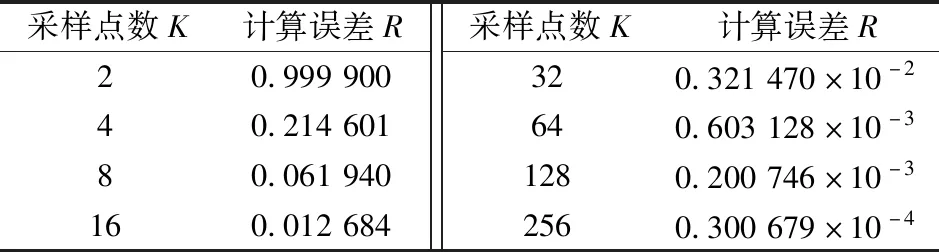
表1 有限采样点计算误差
由表1可知,当采样点超过64时,计算基波的原理误差可忽略不记。本测量中K取128,由此计算方法带来的误差R为0.200 746×10-3。
3 性能评估
文中提出的信号处理方法在深沟球轴承磨超自动线成套技术研制中得到了试验验证。试验主机:3MZ134CNC;试验装置:本例所提出的设计方案样机,CD-1速度传感器,霍尔传感器,S-DPH测控箱组成自动平衡系统;试验方法:加工6204/02轴承套圈10 000件,自动平衡,连续取20个测试数据;模拟加工,自动平衡,连续取80个数据。
试验结果:最佳平衡精度<0.1 μm,平均值0.159 μm,极差0.3 μm;试验时间超过1 000 h未出现故障。
4 结束语
试验表明,采用离散Fourier变换计算提取基波分量的方法提高了测控单元测控精度和系统的抗干扰能力,适用于砂轮自动平衡的应用场合,对于类似的应用环境同样具有较高的参考价值。
猜你喜欢
北京航空航天大学学报(2021年9期)2021-11-02
中学生数理化·高一版(2021年11期)2021-09-05
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年3期)2019-02-27
测控技术(2018年9期)2018-11-25
制造技术与机床(2017年7期)2018-01-19
现代防御技术(2016年1期)2016-06-01
电测与仪表(2016年5期)2016-04-22
电测与仪表(2016年9期)2016-04-12
电测与仪表(2016年14期)2016-04-11
