
角接触球轴承外圈锁量测量误差分析及改进
2011-07-25 00:56都玉辉王新征赵圣卿刘利军张丹丹
轴承 2011年10期
都玉辉,王新征,赵圣卿,刘利军,张丹丹
(1.洛阳LYC轴承有限公司,河南 洛阳 471039;2.河南科技大学 机电工程学院,河南 洛阳 471003;3.洛阳轴研科技股份有限公司,河南 洛阳 471039)
符号说明
Re——外圈沟曲率半径
α——外圈斜坡角度
fe——外圈锁量
H——仪器支点偏离套圈沟径中心的距离
G——仪器上、下支点之间的距离
δ——测量尺寸与锁量之间的差值
ΔRe——外圈沟曲率半径公差
Δα——外圈斜坡角度公差
Δfe——外圈锁量公差
Δae——仪器支点偏离套圈沟径中心的距离
ΔDe——外圈沟道直径公差
Δφ——外圈斜坡直径公差
dδ——测量原理误差
角接触球轴承套圈锁量的尺寸及精度会影响到成品轴承的装配。锁量过小,装配时容易散套;锁量过大,又会造成装配困难,甚至“啃伤”钢球,影响成品轴承的寿命和振动噪声水平等。现行的锁量测量方法存在许多不足之处,下文对现行锁量测量方法进行分析,提出了一种新型锁量测量方法,该方法测量精度高,可以满足生产需求。
1 现行锁量测量方法及存在的问题
1.1 直接测量锁量
锁量的直接测量方法(拉锁量)使用D724B仪器加上百分表进行测量。测量时,将套圈固定在3个支点上并与仪器导轨垂直,测点通过杠杆与示值表相连,然后匀速缓缓地使测点从沟道左侧经过沟底和锁口移动到斜坡上,百分表在沟底与锁口处的2个极值值差即为该套圈的锁量值。此方法的测量误差小,可靠性高;但锁量公差通常只有0.03 mm,此方法测量精度仅为0.01 mm,不能满足测量系统的要求。而且测量效率低,测量力较大,极易在沟道表面造成划痕,影响沟道表面质量。
1.2 利用斜坡直径测量锁量[1]
制造符合要求的套圈沟道直径和斜坡直径标准件,使用D923仪器分别测量沟道直径和斜坡直径的具体偏差值,然后应用工艺尺寸链间接测量锁量的大小。因为斜坡直径测量是间接控制锁量,误差因素较多,只有Δfe≥0.5(ΔDe+Δφ)时才适用;受沟道直径、沟曲率、斜坡角度、斜坡角度样板精度等诸多因素的影响,测量误差很大,甚至超过了锁量公差,测量精度不能满足要求;而且对斜坡直径标准件的制造要求也极为严格,成本较高。
1.3 比较测量法
选用与被测套圈形状完全相同的套圈,送量具检定部门检定锁量实际值,作为测量标准件。将标准件放在D714轴承测量仪上,调整D714轴承测量仪各定位支点和测量支点,使基准支点、定位支点、弹性压紧支点的高度一致,且完全在沟道中心或中心线上,使测量支点与斜坡接触,并尽量靠近基准点(图1),调整测量表示值使之与标准件吻合。仪表调整到位后,取下标准件,即可测量零件。轴承套圈放上后,测量表即可读出套圈锁量,将套圈旋转一周,即可读出整个套圈锁量的变化范围[2]。此测量方法与1.2所述的方法相比,避免了沟道直径公差的影响,适用范围更为广泛,但仍受斜坡角度公差限制,测量误差较大,不能满足要求,且测量力大,易划伤沟道表面。此外,D714仪器结构复杂,调整时间较长,而且属于专用仪器,价格较高,大部分球轴承生产厂并不配备。
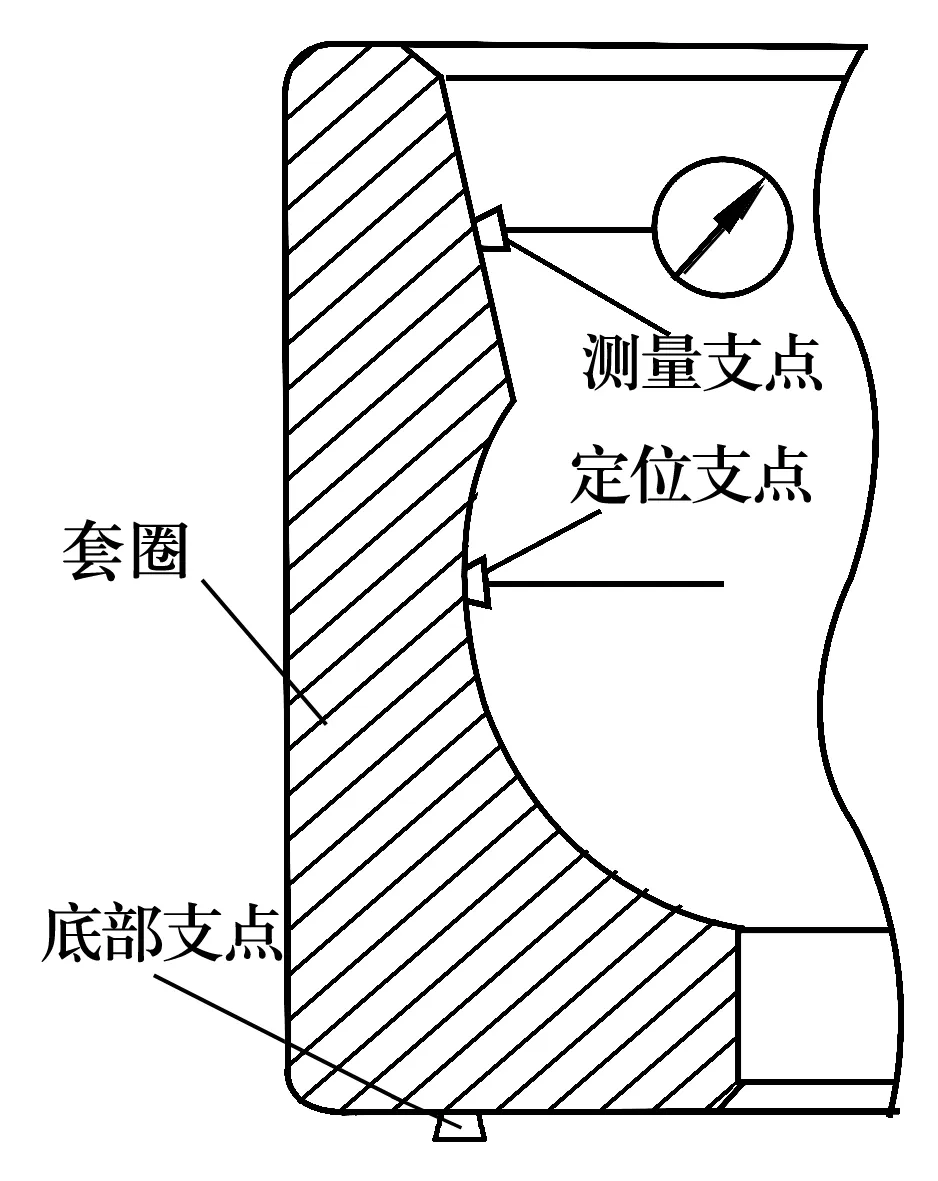
图1 锁量的比较测量法
2 误差分析
在现行的3种锁量测量方法中,最准确的是比较测量法。但此测量方法属于间接测量,标准件与被测零件不可能完全相同,两者的沟曲率、沟位置、斜坡角度之间的差异均会产生测量误差,此误差属于测量原理上的误差,必须予以分析。
2.1 误差来源分析
以标准件沟底O为坐标原点建立直角坐标系(图2),套圈沟曲率中心为O′,定位支点为A,套圈锁点为B,测量支点为C。则有

图2 建立坐标系

(1)
(2)
yC-yB=(xB-xC)cotα。
(3)

δ=xA-xO+xB-xC。
(4)
联立(1)~(4)式解得
(5)

2.2 误差影响系数的确定
对(5)式取全微分,则
(6)


2.3 最大测量误差的计算
在实际加工中,各误差影响因素的最大值为该因素的磨加工公差,由于被测件实际偏差与标准件实际偏差之间差值正负的不确定性,在进行最大测量误差计算时应将各因素的误差影响系数取绝对值,即
(7)
以某73XXAC/01为例,若仪器支点高度调整偏差为0.5 mm,则H=0.5 mm,G=3 mm,fe=0.18 mm,Re=10.83 mm,α=3°=0.052 4 rad,代入(7)式得
dδmax=0.022 4ΔRe+0.006 2Δae+
0.283 8Δfe+0.535 1Δα。
(8)
将73XXAC/01各误差来源的加工公差(ΔRe,Δae,Δfe,Δα)=(0.06,0.04,0.02,0.017 5)代入(8)式,则dδmax=0.016 6 mm。由于dδmax≫0.1Δfe,故不能满足测量的要求。
3 改进测量方法

将1.3所介绍测量方法中的D714轴承测量仪改为C924轴承测量仪,并将定位支点改为短圆柱体合金棒,以其外径面为工作表面,调整仪器时,使定位支点与锁点相接触,使测量支点与沟道底部接触(图3),则可使
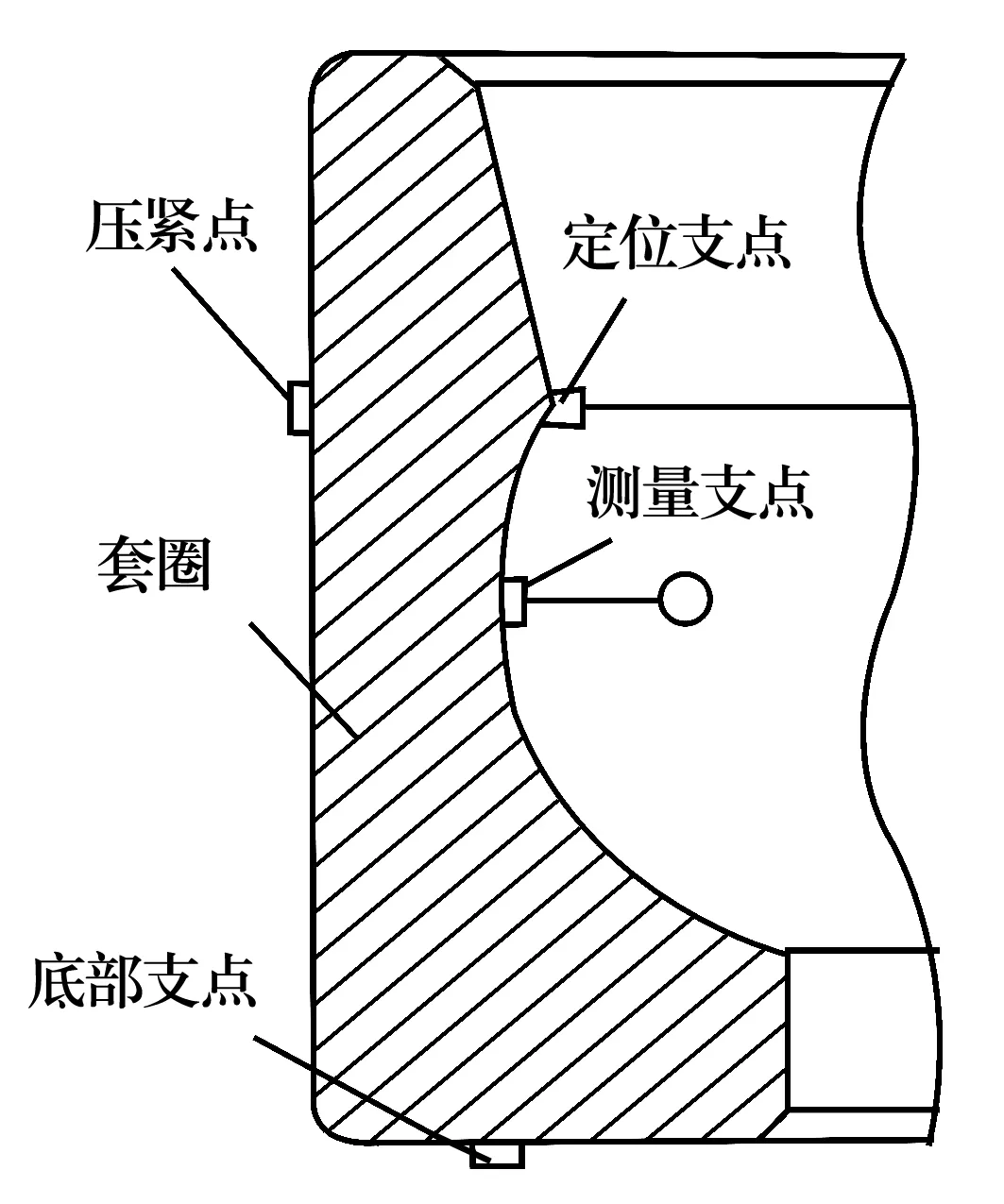
图3 改进后测量原理示意图
(9)

仍将73XXAC/01相关参数代入(9)式,得dδmax=0.001 1ΔRe+0.046Δae=0.001 9 mm,dδmax<0.1Δfe,可以满足测量要求。
4 结束语
经过误差分析,由于斜坡角度公差很大,使得支斜坡测沟底的测量方法存在很大的测量误差,不能满足测量需求。而改进后将定位支点直接置于锁口上则可以消除斜坡角度的影响。按改进后方法进行测量,测量误差可以控制在0.1Δfe以内,测量精度根据所用仪表的精度而定,可以达到0.001 mm甚至0.000 5 mm,测量效率比直接测量方法有显著提高。若需测量沟道超精后的成品套圈,可以将测量支点改为钢球或尼龙支点,以避免划伤沟道。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
机械工业标准化与质量(2022年4期)2022-08-12
数学小灵通(1-2年级)(2022年6期)2022-06-17
中学生数理化·八年级物理人教版(2021年12期)2021-12-31
应用数学(2020年2期)2020-06-24
创新作文(小学版)(2018年31期)2018-05-16
小学生作文辅导·读写双赢(2017年4期)2017-09-13
电测与仪表(2015年18期)2015-04-12
汽车零部件(2014年5期)2014-11-11
雷达学报(2014年4期)2014-04-23
