
焊后热处理对300M超高强度钢电子束焊接接头组织及性能的影响
2012-07-16 03:58张国栋杨新岐何鑫龙李晋炜
航空材料学报 2012年5期
张国栋, 杨新岐, 何鑫龙, 李晋炜
(1.天津大学材料科学与工程学院,天津300072;2.北京航空制造工程研究所高能束流加工技术重点实验室,北京 100024)
300M钢是在AISI 4340钢基础上添加了1.5%左右的硅、0.05% ~0.1%的 V,提高了的C和 Mo的含量而发展起来的低合金超高强度钢。300M钢具有很高的强度、韧性及疲劳性能。作为一种成熟的超高强度钢材料,在现代飞机起落架上获得了广泛的应用[1]。目前300M超高强度钢飞机起落架的制造主要采用整体锻造然后切削加工的方法。由于导热性不高,切削加工性差,刀具磨损严重[2]。起落架前、主起活塞杆、外筒、轮轴等零件均属细长筒形件,深孔加工难度大,而且切削加工工作量很大,材料利用率低。焊接结构具有材料利用率高、成本低等优点,俄罗斯等国家已经使用电子束焊接工艺制造起落架结构件[3]。
关于300M钢热处理与组织性能的研究已经做了大量工作。Y.Tomita等人研究了等温贝氏体转变及改进的热处理工艺对300M钢组织与性能的影响[4,5]。L.C.Chang 和 H.K.D.H Bhadeshia[6]研究了奥氏体含碳量对300M钢等温转变的影响。为提高300M钢的韧性,裴剑研究了不同 Ni含量下300M 钢的组织及性能[7]。S.S.Zhang[8]等人研究了300M钢奥氏体晶粒尺寸与加热温度及保温时间的关系。J.Luo[9]等人研究了300M钢在等温压缩下的变形行为。但是已公开的文献中尚未发现有对300M钢焊接接头组织与性能的研究。为拓宽电子束焊接技术在我国航空结构件制造中的应用,本文探讨了三种不同焊后热处理状态下300M钢电子束焊接接头的室温拉伸及冲击性能,并与300钢母材的最常用状态(油淬低温回火)下的室温拉伸及冲击性能进行了对比。对不同状态的接头组织及冲击断口形貌进行了扫描电镜观察。
1 试验方法
本试验所用材料为16mm厚300M钢板材,化学成分见表1。交货状态为锻造退火,母材组织为粒状珠光体(见图1)。采用ZD150-60 CV85m型高压真空电子束焊机沿轧制方向选用优化了的焊接工艺参数焊接试板,焊接参数如表2所示。经无损检测焊缝质量合格后,粗加工试样,然后对试板进行热处理。热处理工艺为:870℃/1 h油淬+300℃/2 h回火两次(记为油淬);970℃/15min,空冷+870℃/1 h油淬+300℃/2 h回火两次(记为正火1油淬);970℃/60min,空冷 +870℃ /1 h油淬 +300℃ /2 h回火两次(记为正火2油淬)。
对母材油淬(BOQ)、接头油淬 (WOQ)、接头正1油淬(WN1OQ)、接头正火2油淬(WN2OQ)每种状态分别加工5个光滑拉伸+5个夏比V型冲击标准试样,接头冲击试样缺口位置在焊缝中心。室温拉伸试样在CSS-44100电子万能试验机上测试其力学性能。采用JBD-300B冲击试验机测试室温夏比冲击功。沿垂直焊缝方向截取三种焊后热处理状态下的接头金相试样,经磨光、抛光后用4%硝酸酒精溶液浸蚀约7 s,然后在OLYMPUS-GX51F金相显微镜及HITACHI S-4800场发射扫描电镜上观察接头各区域组织并拍照。室温冲击断口形貌同样采用扫描电镜观察。
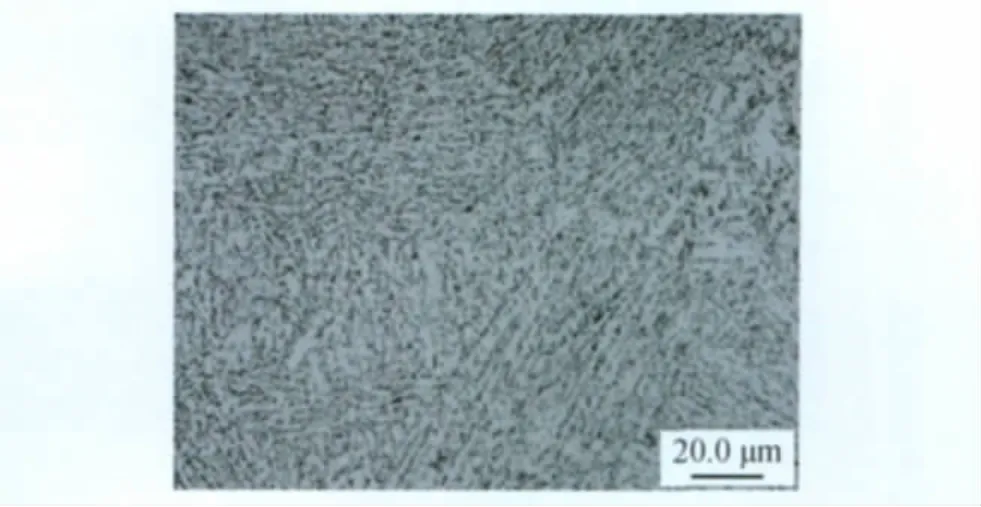
图1 母材组织Fig.1 Optical microstructure of base metal

表1 300M超高强度钢化学成分(质量分数/%)Table 1 Chemical compositions of 300M ultra-high strength steel(mass fraction/%)

表2 电子束焊接工艺参数Table 2 Electron beam welding parameters
2 试验结果及分析
2.1 金相组织分析
图2为不同焊后热处理工艺下的焊缝低倍组织形貌,焊缝以胞状树枝晶长大,由于主干间距小,横枝较短。从图2a可以看出WOQ焊缝中粗大的柱状晶轮廓清晰可见。经过正火然后油淬低温回火并没有消除粗大的柱状晶,柱状晶的轮廓变得模糊但依然可见(图2b,图2c)。原因是300M超高强度钢合金元素含量较高,回火抗力强,焊缝柱状晶在正火加热过程中新形成的奥氏体并没有细化,而是继承了原奥氏体的晶粒大小、形状和取向。然而正火处理使柱状晶晶界及晶粒内部合金及杂质元素扩散更均匀,部分柱状晶得到细化,随后的油淬回火处理使板条状马氏体析出碳化物,从而柱状晶的轮廓更模糊,相互间联系更紧密。
由于焊缝微观组织特别细小,光镜难以分辨,因此对其显微组织采用扫描电镜进行观察。焊缝微观高倍组织如图3所示,WOQ焊缝微观组织为回火板条马氏体 +残余奥氏体(图 3a)。WN1OQ和WN2OQ焊缝微观组织同样为细小的回火板条马氏体+残余奥氏体,与油淬状态不同,其板条束宽度更小且板条之间联系更紧密(图3b、图3c)。此组织可使焊缝柱状晶之间的结合强度更高,韧性更好。
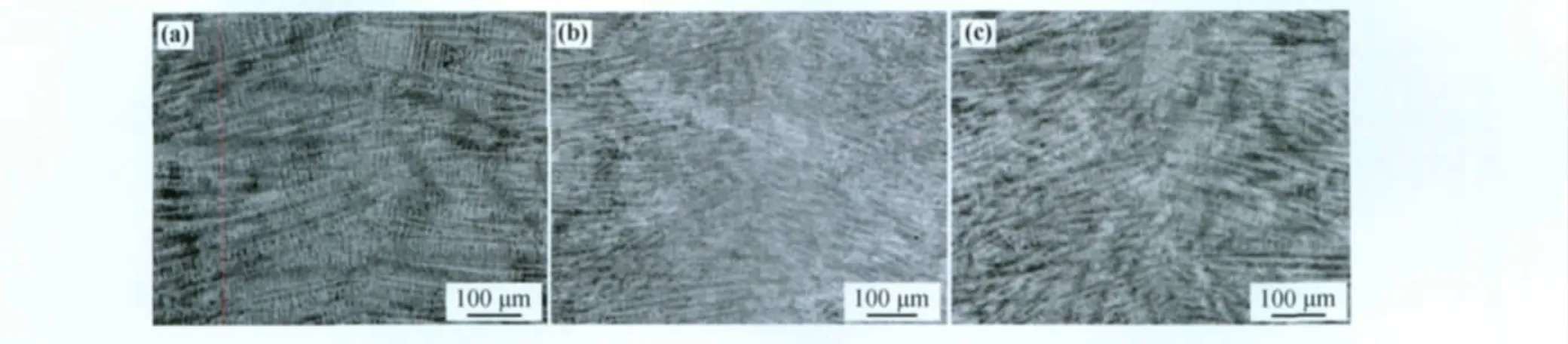
图2 焊缝微观低倍组织 (a)油淬;(b)正火1油淬;(c)正火2油淬Fig.2 Optical micrographs of columnar grains in weld region(a)WOQ;(b)WN1OQ;(c)WN2OQ

图3 焊缝微观高倍组织(a)油淬;(b)正火1油淬;(c)正火2油淬Fig.3SEM micrographs of the weld metal(a)WOQ;(b)WN1OQ;(c)WN2OQ
2.2 室温拉伸试验结果及分析
BOQ,WOQ,WN1OQ,WN2OQ 四种状态的室温拉伸试验结果如表3所示。由试验结果可知,焊后热处理对接头的力学性能影响较大。WOQ与BOQ状态相比:抗拉强度(Rm)下降13MPa,非比例延伸强度(Rp0.2)升高21MPa;断后伸长率(A)从9.5%降为4.1%,断面收缩率(Z)从34.5%下降到11.7%。与BOQ相比,WOQ试样塑性下降幅度较大。原因是由于WOQ的焊缝组织中柱状晶晶界及柱状晶交汇面(焊缝中心)在焊缝凝固结晶时偏聚大量杂质及合金元素[10]。柱状晶粗大,晶界平直使得晶界结合强度低,塑性及韧性差。在拉伸过程中试样均匀伸长阶段裂纹首先在焊缝中心形成,并且在颈缩量很小的情况下即沿焊缝中心快速扩展并断裂(见图4b)。WN1OQ与BOQ相比强度提高,塑性下降。其中Rm提高61MPa,Rp0.2提高32MPa。A从9.5%下降到8.0%,Z从34.5%下降到24.7%,塑性下降并不严重。WN1OQ与WOQ相比强度和塑性都比后者高,特别是最关心的塑性指标,A和Z达到WOQ的两倍。产生此现象的原因是由于焊后970℃保温15min正火使得接头焊缝柱状晶部分细化,晶界变得模糊(见图2b、图3b),晶界结合强度提高。从拉伸试样断后宏观照片(图4a,b,c)可以看出,WN1OQ状态的拉伸试样颈缩现象比WOQ的明显,与BOQ状态相似。
与BOQ相比,WN2OQ试样的强度较高,塑性稍低,其中 Rm高出47MPa,Rp0.2高出15MPa,A 及 Z 略有下降。WN2OQ与WOQ相比强度及塑性提高幅度较大,Rm提高 60MPa,A及 Z提高一倍多。WN2OQ与WN1OQ相比,其强度略有下降,但是塑性提高。WN2OQ状态拉伸试样(图4d),颈缩明显并发生在焊缝部位,可以看出此处理状态下接头塑性较好。
综合以上分析,选用正火2油淬的焊后热处理工艺可以使接头获得较高的综合力学性能。

表3 不同状态下母材及接头的力学性能Table 3 Mechanical properties of base metal and welded joints

图4 拉伸试样断后宏观照 (a)母材油淬;(b)接头油淬;(c)接头正火1油淬;(d)接头正火2油淬Fig.4 Over-views of fractured tensile specimens(a)BOQ,(b)WOQ,(c)WN1OQ,(d)WN2OQ
2.3 冲击试验结果及分析
BOQ,WOQ,WN1OQ,WN2OQ 四种状态的室温夏比V型缺口冲击试验结果见表4。从试验结果可知,WOQ的冲击韧度均值比BOQ低12.5 J/cm2,WN1OQ的冲击韧度与 BOQ相当,但是比WOQ的高80%。WN2OQ的冲击韧度较BOQ高3.4 J/cm2,是WOQ的两倍多,而且高于 WN1OQ状态的冲击韧度。可见正火2油淬可以显著提高接头焊缝的冲击韧度,并使其不低于母材油淬状态的冲击韧度。

表4 不同状态下母材及接头的冲击韧度Table 4 Impact toughness of base metal and welded joints
2.4 室温冲击断口形貌
不同状态下的室温冲击断口宏观形貌如图4所示,从宏观上看,各种状态的冲击试样都属于韧性断裂,断口表面粗糙,并可看到部分晶粒的轮廓,没有出现光亮的解理平面,裂纹在缺口部位起裂后呈放射状扩展直至断裂。对断口肉眼检查发现放射区面积约占整个断口的90%。BOQ冲击断口(图5a)放射区表面粗糙,呈纤维状,表现出较好的塑性。WOQ冲击断口表面部分材料沿平行于放射线方向翘起(图5b),并伴有二次裂纹。WN1OQ冲击断口(图5c)表面平坦,放射线不明显,表面粗糙度低于BOQ的断口。WN2OQ冲击断口(图5d)表面比WN1OQ的更粗糙。
图5所示为室温冲击断口放射区微观形貌,从图中可以看出此几种热处理状态下冲击断口微观形貌都为韧窝,反映出微孔聚集性断裂机制。BOQ断口微观形貌为等轴韧窝,且韧窝较深(图6a),说明其冲击韧度较高。图6b为WOQ冲击断口表面平坦区域(图5b中A框)微观形貌,韧窝较浅。图6c为图5b中B方框所示位置放大后的形貌,从图中可见WOQ冲击断口表面翘起的材料为焊缝柱状晶,柱状晶形貌清晰可见,柱状晶分离面韧窝细小且浅(图6d),裂纹在此以沿晶机制扩展消耗能量低,此为 WOQ状态冲击韧度低的原因。图6e为WN1OQ状态的室温冲击断口放射区微观形貌,从图中可见韧窝较大且深,大韧窝周围布满了小韧窝,且韧窝朝裂纹扩展方向倾斜,为近似等轴的拉长韧窝。WN2OQ冲击断口形貌如图6f所示,等轴韧窝较大且深,与母材油淬状态的冲击断口形貌(图6a)相似。此韧窝形态反映出焊缝经过正火处理能够提高柱状晶的结合强度,获得较好的冲击韧度,表4中的冲击韧度值验证了这一说法。

图6 室温冲击断口微观形貌 (a)母材油淬;(b)接头油淬(图5b中A框广大);(c)接头油淬(图5bB框放大);(d)接头油淬,(c)放大;(e)接头正火1油淬;(f)接头正火2油淬Fig.6 Micrographs of the room temperature impact specimen fracture surface (a)BOQ;(b)WOQ higher magnification of the dashed box A in Fig.5(b);(c)WOQ higher magnification of the dashed box B in Fig.5(b);(d)high magnification of(c);(e)WN1OQ;(f)WN2OQ
3 结论
(1)油淬、正火1油淬、正火2油淬三种焊后热处理工艺没有消除焊缝粗大柱状晶组织,但是正火油淬工艺使柱状晶轮廓及焊缝与影响区的分界变得模糊。
(2)与接头油淬状态相比,接头正火2油淬的强度更高,塑性更好。接头正火2油淬比母材油淬状态的强度高,伸长率及断面收缩率分别达到后者的93.6%和81%。
(3)接头油淬状态焊缝区室温冲击韧度低,仅为母材油淬状态的54%。接头正火2油淬状态焊缝区室温冲击韧度与母材油淬状态的相当。
(4)接头油淬状态室温冲击断口表面可见沿裂纹扩展方向有大量柱状晶被撕裂并翘起,焊缝粗大柱状晶沿晶开裂,此为其冲击韧度及塑性低的原因。
[1]李铭.大飞机起落架制造技术[J].航空制造技术,2008(21):68-71.
(LI M.Manufacturing technology for large aircraft undercarriage [J].Aeronautical Manufacturing Technology,2008,(21):68-71.)
[2]刘维民,赵军,艾兴,等.高速车削300M超高强度钢时的Al2O3基陶瓷刀具磨损机理研究[J].摩擦学报,2011,31(6):564-568.
(LIU W M,ZHAO J,AI X,et al.Wear mechanisms of Al2O3-based ceramic cutting tool in high speed turning of 300M ultra high strength steel[J].Tribology,2011,31(6):564-568.)
[3]毛智勇.电子束焊接技术在大飞机中的应用分析[J].航空制造技术,2009(2):92-94.
(MAO Z Y.Application of electron beam welding technology in large aircraft[J].Aeronautical Manufacturing Technology,2009(2):92-94.)
[4]TOMITA Y,OKAWA T.Effect of modified heat treatment on mechanical properties of 300M steel[J].Materials Science and Technology,1995,11(3):245-251.
[5]TOMITA Y,OKAWA T.Effect of microstructure on mechanicalproperties ofisothermally bainite-transformed 300M steel[J].Materials Science and Engineering(A),1993,172(1/2):145-151.
[6]CHANG L C,BHADESHIA H K D H.Carbon content of austenite in isothermally transformed 300M steel[J].Materials Science and Engineering(A),1994,184(1):L17-L19.
[7]裴剑.Ni含量及回火工艺对300M钢组织及性能的影响[D].秦皇岛:燕山大学,2011.
(PEI J.The influence of Ni content and heat treatment on microstruture and mechanical properties of 300M steel[D].Qin huang dao:Yanshan University,2011.)
[8]ZHANG S S,LI M Q,LIU Y G,et al.The growth behavior of austenite grain in the heating process of 300M steel[J].Materials Science and Engineering(A),2011,528(15):4967-4972.
[9]LUO J,LI M Q,LIU Y G,et al.The deformation behavior in isothermal compression of 300M ultra-high strength steel[J].Materials Science and Engineering(A),2012,534(1):314-322.
[10]GU Z W,YU S B,HAN L J,et al.Microstructures and properties of ultra high strength steel by laser welding[J].ISIJ International,2011,51(7):1126-1131.
猜你喜欢
民生周刊(2022年16期)2022-08-03
鞍钢技术(2022年3期)2022-06-12
上海工程技术大学学报(2021年3期)2022-01-22
内蒙古公路与运输(2021年4期)2021-12-13
失效分析与预防(2021年3期)2021-08-08
齐鲁工业大学学报(2021年2期)2021-04-23
电焊机(2020年4期)2020-09-10
科学技术与工程(2020年12期)2020-06-06
中国金属通报(2020年5期)2020-01-06
航空材料学报(2018年4期)2018-08-07
