
机械加工过程中的深孔加工方法分析
2012-10-19 12:04黑龙江省鹤岗市斯达公司王怀江
河南科技 2012年16期
黑龙江省 鹤岗市斯达公司 王怀江
在机械加工中,深孔是指孔深与孔直径之比L/D为5 ~ 10的孔。深孔加工属于机械加工难点,其工艺复杂,一般采用半封闭式切削加工的形式,加工中的散热、冷却和排屑是需要重点解决的问题。
一、深孔加工的工序特点
1.要判断切削过程是否正常。不能通过查看刀具的切削状况,只能根据经验产看仪表、声音以及看切屑等外部的现象来进行判断。
2.支撑和导向的重要性。由于深孔自身长径较大,要求使用的钻杆很细,因而在加工过程中容易出现振动和走偏的情况,需要使用支撑和导向,以保证深孔加工的精准性。
3.切削排屑较为困难。在深孔加工过程中,由于排屑空间有限,可能造成刀具的损坏,因此,要强制排屑。如果切屑热太大,会对刀具和零件造成影响,要采取有效的冷却方式。
二、深孔加工的具体方法
1.刀具的选择。根据零件的自身的特性,从各方面综合考虑选择合适的刀具。为了避免出现工件脱落情况的发生,要选择与螺纹胎具螺纹反向的右手刀具;尽量选择刀具的形状及切削槽形中切削力最小的,以减少对零件刚性的影响;刀尖的圆弧要适中,因为圆弧过大会产生颤纹,若圆弧过小,则刀尖容易损坏,影响了刀具的使用寿命;在刀杆的选择上,要选择内冷却的形式,以保证加工的过程中可以使零件得到充分的冷却。
2.内孔的测量。根据零件的各参数和精度,在表面粗糙程度的计算公式Ra=50f²/r基础上,结合刀具手册找到对应的切削参数,就可以得到对应的数值。在对零件加工的过程中,要时刻注意刀片的磨损程度,及时更换磨损刀片,减小对零件产生的不良影响,避免出现螺纹胎具与工件的“研死”。若采用内径三爪千分尺对内孔进行测量,会存在更大的误差,而且在测量的过程中还可能会使内孔产生划痕。为解决这一问题,可以使用气动测量仪进行测量,其测量精度能够精准到0.001 mm,而且以氮气为主要能源,一般不会对内孔造成影响,且精度很高。
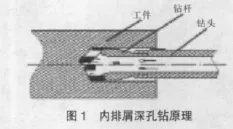
3.内排屑钻孔。在进行内排屑深钻孔加工过程中,要保证零件的表面质量,就要提高刀具的进给量,使用切削液的压力值要在2 ~ 6 MPa,深孔加工的过程中一般采用了复合油或者矿物油作为冷却液,冷却液用完之后还要经过磁性分离器净化。由于在深孔加工的过程中排除切屑的路程比较长,所以就要利用冷却液的流速给切屑提供动能,一般速度为8 ~ 10 m/s,加工的孔越大,冷却液的流速就越大。使用的深孔钻的切削量为v=60 ~ 120 m/min,f=0.03 ~ 0.25 mm/r,切削的液压力为 0.49~ 2.9 MPa,流量大小为50 ~ 400 L/min。同时为了保证深孔加工的正常进行,冷却液的温度要控制在45 ~ 50℃。利用输油器可以保证切削液进入到切削区,能够在深孔加工的过程中使切削液发挥出相应的作用。所以采用了上述的排屑措施,能够提高钻孔的准确度。
三、深孔加工中注意的问题
1.冷却方式及排屑问题。在切削方式上要选择刀杆内冷却与刀座外冷却相结合的方式,使用的切削液要使用水溶剂极压切削液,这样更能保证冷却的效果达到最佳效果。在进行外冷却的过程中要将切削液与刀尖的部位一致,就能够将刀尖与零件接触的部位快速的冷却,避免了在加工切削的过程中切削热对零件产生的不良影响。由于深孔的长径比较大,所以在进行镗孔的过程中,在半精车、精车的每个加工环节都要暂停检查,将切屑及时的清理干净,避免切屑缠绕在刀杆上对零件产生划痕,严重的可能使刀尖断刃。
2.深孔加工中的误差。将螺纹车胎旋入到机床中,然后利用扳手将其固定好,通过在百分表的测量下,使工件的径向圆跳动与端面圆跳动不能超过0.002 mm,为了防止在加工的过程中刀具的切削力太大,切削不稳定的状况,就要在没加工十件就要用百分表测量一次,这样就可以避免螺纹胎具产生位移,对加工的零件精度产生影响。同时还要保证在加工的外圆、端面槽时,要控制切削的速度、进给量不能太大,避免对端面槽和外圆上产生振纹;在加工内孔时,由于镗孔道与内孔直径距离很近,所以就要用百分表测量出道具的垂直位置;在精加工的过程中要排屑干净,避免切屑对零件盒刀杆产生的影响,对深孔精加工的过程中要加工余量要控制在0.06 ~ 0.1 mm之间。在以上所有的加工环节中都要对切屑形状、内孔表面粗糙度以及刀尖的使用情况进行及时的检查,保证机床的所有设备处于正常的运行状态,还要及时的更换刀片,确保零件加工的质量。
四、结论
随着企业的快速发展,对加工材料的多样化需求不断增加,像高温合金、不锈钢以及钛合金等难加工的材料被广泛地应用于各行各业当中。在对这些材料加工的过程中,一定要分析出不同材料中存在的加工差异性。在目前大多数使用了数控车加工的方式,在深孔加工的过程中可以更加保证零件的加工精准性,同时也提高了工作效率。随着机械加工技术的不断发展,要不断引进先进的设备,不断提升零件的加工质量。
猜你喜欢
哈尔滨轴承(2021年2期)2021-08-12
装备制造技术(2021年4期)2021-08-05
中国设备工程(2020年18期)2020-09-22
水电站设计(2020年4期)2020-07-16
山东冶金(2018年6期)2019-01-28
现代工业经济和信息化(2016年24期)2016-02-27
制造技术与机床(2015年10期)2015-04-09
组合机床与自动化加工技术(2014年12期)2014-03-01
组合机床与自动化加工技术(2014年12期)2014-03-01
河北体育学院学报(2014年1期)2014-02-27
