基于西门子840D测头对刀技术研究*
2013-09-27 03:24陈东生何建国唐小会
制造技术与机床 2013年11期
陈 华 陈东生 何建国 吉 方 唐小会 黄 文
(中国工程物理研究院机械制造工艺研究所,四川绵阳 621900)
建立工件坐标系、确立工件坐标原点相对机床坐标系的位置,是实现数控编程、进行自动化加工的必要前提[1]。目前数控机床加工中仍普遍采用人工手动试切对刀,对刀精度、自动化程度和效率均较低,而且试切对刀法不适合某些特殊类零件加工,如精密零件的二次装夹加工、精密零件研抛加工等。目前某些高档数控机床中配置了对刀仪等自动测量装置[2-5],加工精度和自动化程度得以提高,但成本相对昂贵、且功能比较单一,无法满足某些特殊工艺的测量需求。
本文针对磁流变抛光工艺装备需求,基于西门子840D数控系统研究多功能对刀测量技术,通过对刀测头信号处理、驱动程序与对刀功能模块设计等,较为经济、高效地实现了将雷尼绍MCP测头与西门子840D数控系统有机集成,应用于磁流变抛光工艺装备,满足抛光工艺对对刀测量功能与测量精度的需求。
1 应用需求分析
在磁流变抛光工艺装备中,需通过测头对刀技术,实现工件坐标系建立、工件位姿测量、缎带标定等功能。根据抛光工艺的特殊性,磁流变抛光工艺装备中的测头对刀技术需满足以下几个要求:
(1)与西门子840D数控系统整体集成;
(2)具备非常高的可靠性,避免测头、抛光头与工件发生碰撞;
(3)测量精度高,具备较高的重复定位精度,重复定位精度优于3 μm,满足定点抛光的工艺需求;
(4)成本较低,满足设备以较低的成本实现较高的经济效益。
根据以上需求分析,基于西门子840D数控系统的功能特点,从测量功能和测量性能两方面综合考虑测头对刀方案,满足磁流变抛光工艺对测头对刀测量技术的多功能与高性能的工程应用需求。
2 对刀测量方案设计
目前对刀测量方法主要包括非接触式测量和机械接触式测量两大类。非接触式测量具有快速对刀、可检测微细结构、对工件无接触损伤等优点[6-9],但以激光为代表的非接触式测量方式存在对环境的敏感性及高成本等局限性,制约其广泛推广应用。机械接触式测量具有测量精度高、可靠性高、成本较低等优点[10],在三坐标测量、逆向工程研究等方面得到广泛应用。
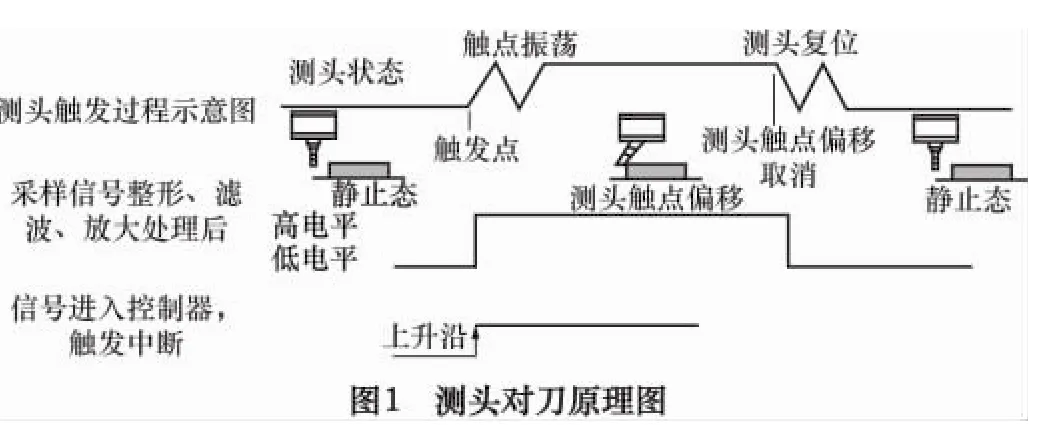
在磁流变抛光工艺装备中,加工工件为透明材料,采用激光非接触测量精度较低,且实现X、Y、Z三方向对刀测量的结构复杂、可靠性降低。因此,选用机械接触式测量方法实现对刀测量,其测量原理如图1所示。测头触碰工件时产生一个触发信号,该信号经过信号转换器进行采样、整形、滤波后,转换为控制器可识别处理的信号,该信号上升沿触发控制器进行中断处理,如记录当前坐标值、调用NC子程序等。
因此,为确保测头对刀满足测量精度和可靠性要求,设计中需重点考虑以下几方面:
(1)传感器测头具有较高的灵敏度和重复定位精度,以确保测头触碰工件时能触发有效信号,并确保原始信号重复精度高;
(2)信号转换器处理原始信号响应快,即:原始触发信号经信号转换器处理后输出信号,相对于原始信号的迟滞时间短,减少因迟滞导致运动方向坐标测量值与实际值之间的误差值(可通过软件补偿);
(3)对刀测量程序中需进行防碰撞设计,以保护测头、抛光头和工件,确保对刀测量过程可靠进行。
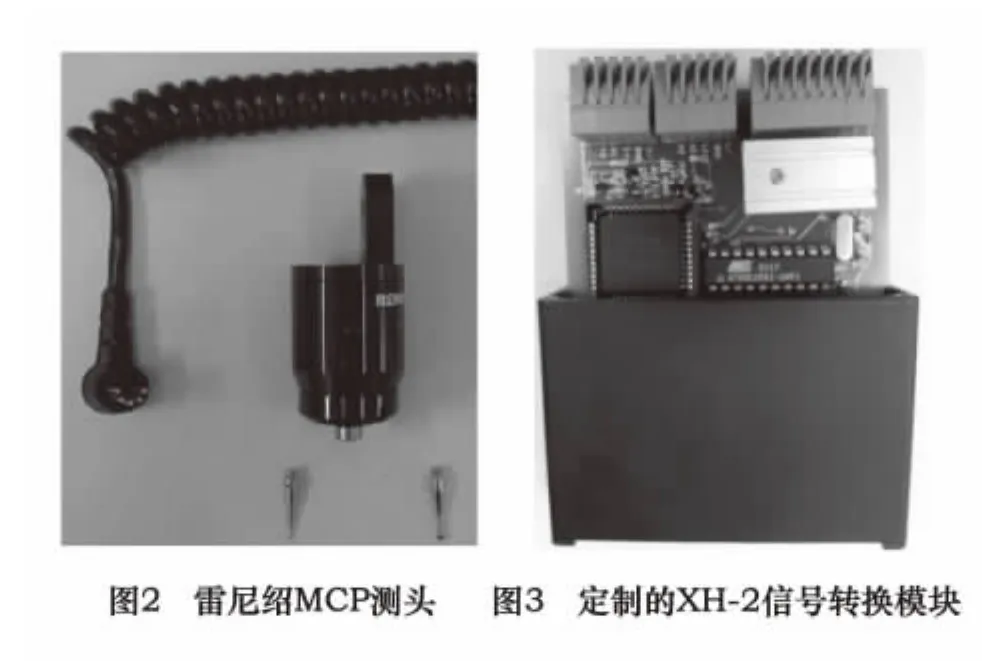
根据以上分析,传感器测头选用雷尼绍MCP测头,如图2所示。该测头价格相对机床用测头便宜,其重复定位精度为±1 μm,外接24 V电源、驱动能力为20 mA。该测头输出信号不能直接输入到控制器,需经信号转换器进行采样、整形、滤波。雷尼绍公司为其测头设计了接口模块MI8-4,将测头信号转换成常闭或常开触点信号。但该接口模块价格比较贵。根据其信号处理原理,设计并定制了信号处理模块XH-2,如图3所示,其成本低于接口模块MI8-4价格的1/10。
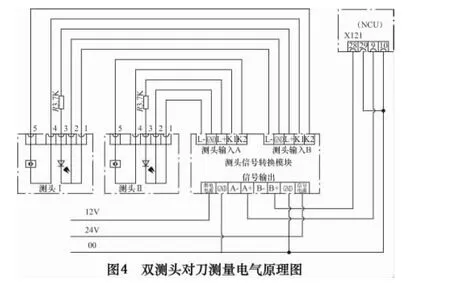
按照雷尼绍MCP测头、信号转换模块及西门子840D信号接口关系,对刀测量电气原理图如图4所示。西门子840D数控系统提供两个传感器测头信号接口,在硬件上表现为其NCU的I/O接口X121的针脚9和针脚28,在软件上表现为数据接口信号DB10.DBX107.0 和 DB10.DBX107.1。两测头输出信号(传感器测头输出信号针脚4和针脚5)通过测头信号转换模块进行信号处理,分别输入到西门子840D数控系统NCU的X121的针脚9和针脚28。PLC循环扫描检测 DB10.DBX107.0 和 DB10.DBX107.1,判断测头是否产生触发上升沿信号;NC程序中分别通过命令“MEAS=1”和“MEAS=2”,分别实现测头 1、测头 2在其触发产生上升沿信号时记录当前坐标值,并跳转当前NC程序段。
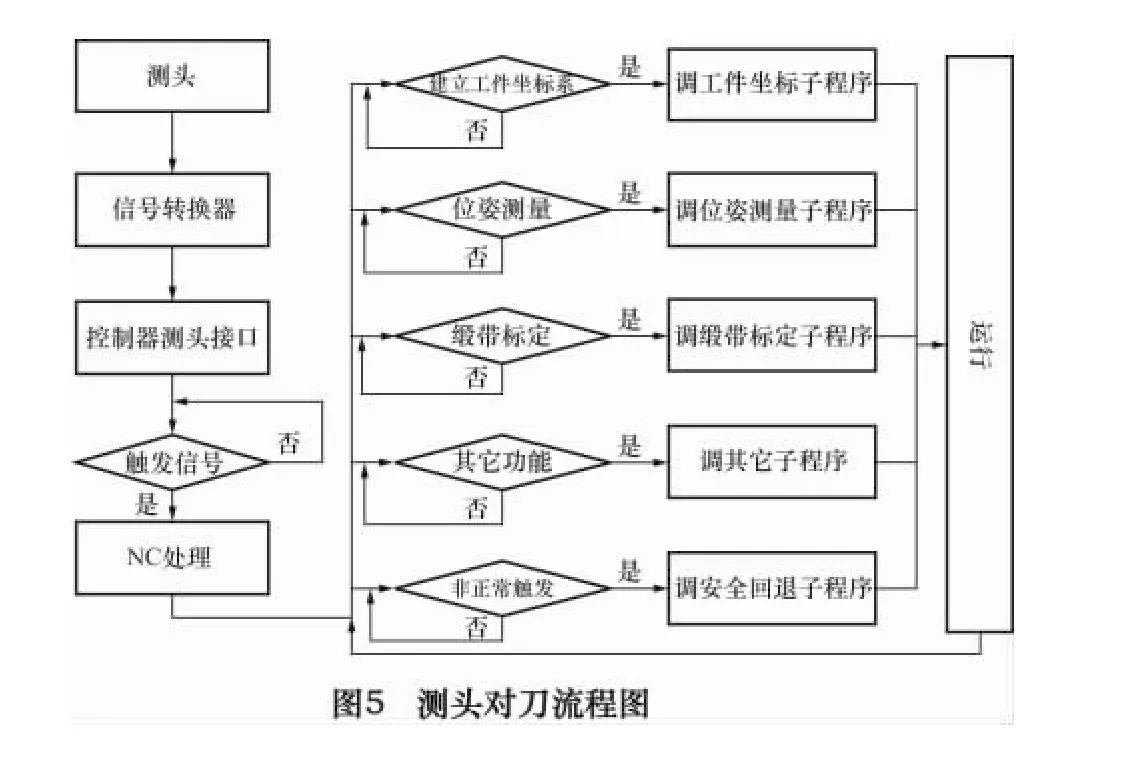
测头对刀流程如图5所示,测头信号经信号转换器、控制器测头接口后,控制器循环扫描检测触发信号是否产生。当控制器检测到触发信号后,NC根据用户程序执行中断和跳转。通过配置系统参数表,并根据工艺测量需求编制NC子程序,实现工件坐标系建立、位姿测量、缎带标定等各种测量功能。
3 实验与结果
3.1方案可行性验证
在西门子840D数控系统中,测头对刀程序主要基于命令“MEAS”。当“MEAS=1”时,测头1触发的上升沿信号中断当前运行的NC语句,系统记录并存储当前各轴的坐标、速度等相关参数;当“MEAS=2”时,测头2触发的上升沿信号中断当前NC语句,系统记录并存储当前各轴的坐标、速度等相关参数。
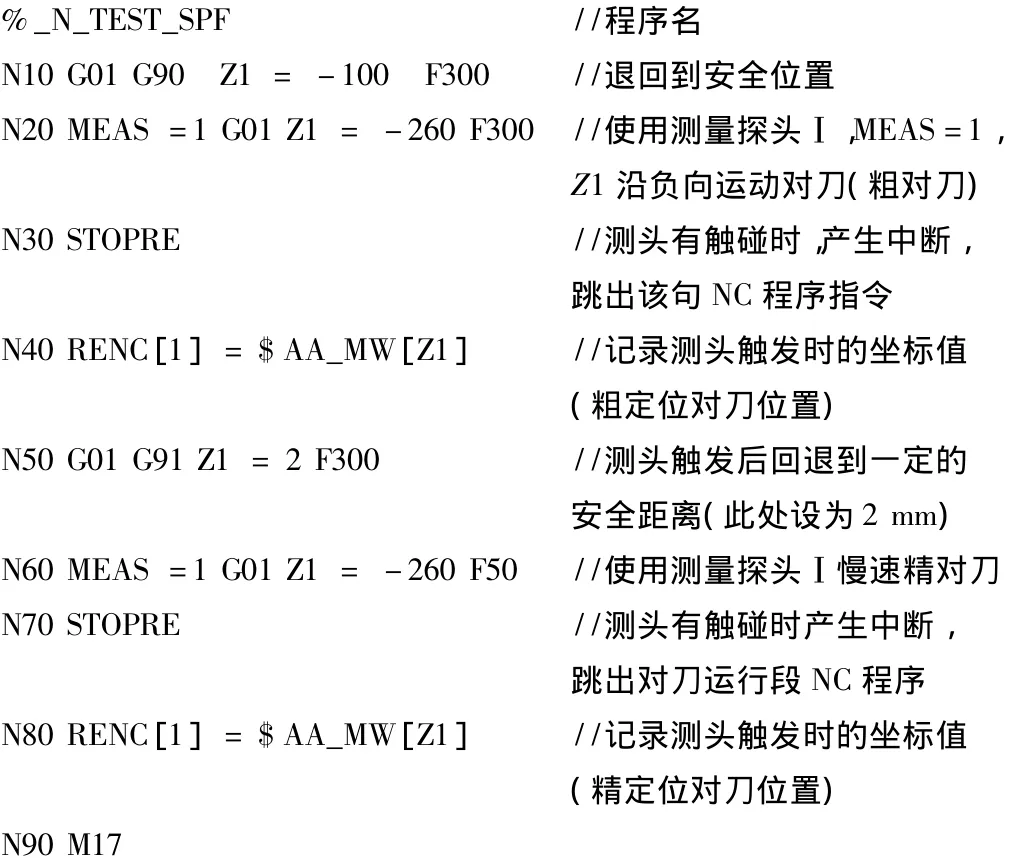
为检验设计方案的可行性,考核测头的重复定位精度,设计了如下测头对刀NC程序。程序以测头1实现Z向对刀为例,测头1在X向和Y向对刀,测头2在各向上的对刀修改相应部分的G代码即可,本文省略该部分内容。由于雷尼绍MCP测头灵敏度较高,采用了快速粗对刀、慢速精对刀的测量方法,减小测量信号响应迟滞时间引入的测量误差,以提高其重复定位精度。
采用以上程序作重复性对刀测试时,其测量数据如表1所示:各次测量偏差不大于0.001 5 mm。测量数据表明,该方案的测量器件和测量方法满足测头对刀测量功能和性能两方面的需求。
3.2 双测头对刀测量
在西门子840D数控系统中,MEAS命令实现对刀测量仅仅针对几何轴运动有效。当NC程序中的对刀测量语句中含非几何轴时,测头触发测量时产生报警号21702(通道测量段X/X测量无效)。根据西门子DocOnCD资料的解释,产生该报警信号时由于测量程序块已结束、但激活的测头没有响应,原因为测量任务中没有程序编制所有的几何轴,至少有一个测量值转换到工件坐标系时丢失。
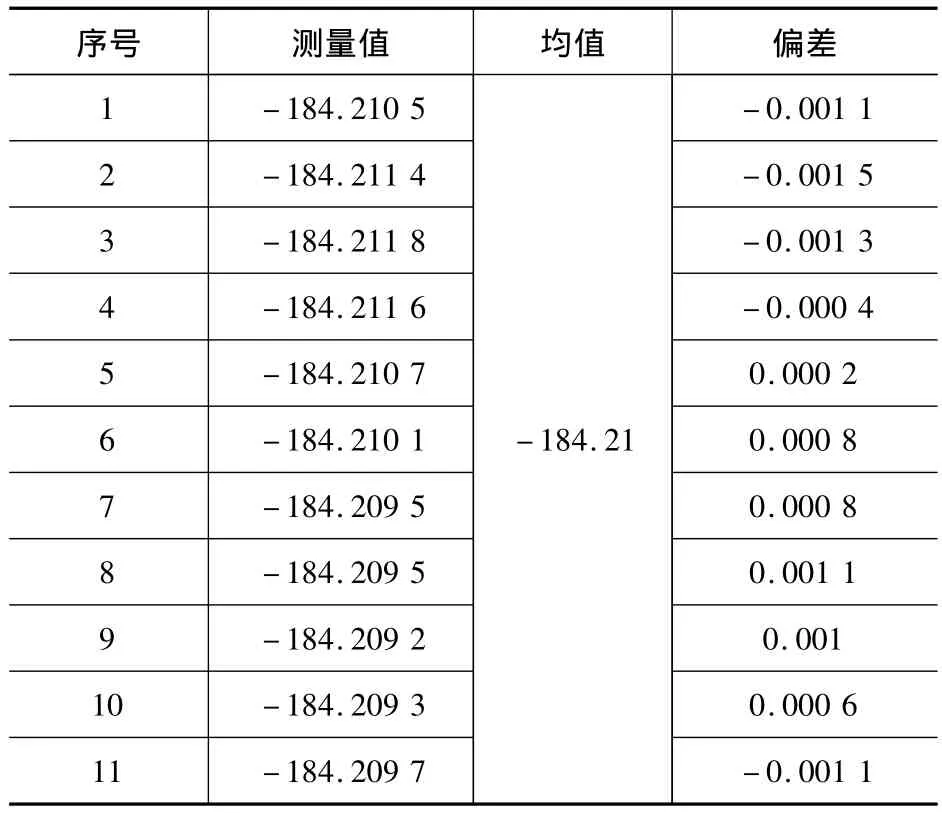
表1 Z1向测头对刀实验数据
根据报警原因分析,出现报警21702并导致对刀功能无法实现,与几何轴配置有关。为实现双Z轴的双测头对刀测量,需动态修改几何轴参数配置,有两种方法实现,其一为:在机床参数配置中修改几何轴为Z1或Z2,此方法需上电重启才能生效,实际操作不可行;方法二为:在NC程序中,执行对刀测量语句前,通过命令GEOAX(轴号N,轴名),将该测头对应的Z轴设置为几何轴并立即生效。通过此方法,回避了因数控系统无法在同向上配置双几何轴问题导致测头报警、无法顺利完成测头对刀测量的问题。
4 结语
本文介绍的测头对刀方案已应用于中国工程物理研究院研制的双磨头抛光磁流变抛光机床,经过一年多时间的运行考核,证明该测量方案满足磁流变抛光工艺通过对刀工艺建立工件坐标系、测量位姿和标定缎带对测量精度和运行安全可靠性的应用需求。该方案也可应用于改造其他数控机床,在普通数控机床上经济、高效地实现自动对刀测量功能。
[1]王建平,黄登红.数控加工中的对刀方法[J].工具技术,2005,39(2):73-75.
[2]左家圣,左旭坤.数控机床自动对刀仪的设计[J].中国设备工程,2006(12):19-20.
[3]德马吉公司.对刀仪[J].现代制造,2008(10):105.
[4]宋长双,薛平萍,李多祥.对刀仪在数控机床上的应用[J].制造技术与机床,2011(5):143 -145.
[5]Buttrey.激光对刀系统中雷尼绍创新的微孔技术[J].WMEM,2004(3):72-74.
[6]史晓龙.工程陶瓷工件磨削过程对刀检测及进给量精确控制研究[D].青岛:中国海洋大学,2008.
[7]段德山.工件非接触检测中机器视觉的研究与应用[D].北京:北京邮电大学,2007.
[8]高占彪.在线非接触开放式数控测量系统的研究[D].天津:河北工业大学,2011.
[9]江惠明.数控铣床应用中的几种对刀方法[J].现代机械,2011(6):23-25.
[10]李淑萍,岳玉梅,闻璋正,等.基于接触式测量的逆向工程研究[J].现代制造工程,2006(12):89-91.
猜你喜欢
汽车电器(2022年8期)2022-08-29
制造技术与机床(2019年12期)2020-01-06
能源(2017年7期)2018-01-19
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
传奇故事(破茧成蝶)(2016年10期)2016-10-21
汽车实用技术(2016年7期)2016-05-18
数学大王·中高年级(2014年11期)2014-11-21