基于DeviceNet现场总线的PLC双轨小车控制系统
2013-09-27 03:25王顺菊武昌俊薛盛智
制造技术与机床 2013年11期
王顺菊 武昌俊 薛盛智
(安徽机电职业技术学院电气工程系,安徽芜湖 241000)
本项目自主研发的A1X侧围双轨自行小车控制系统是在目前国内外现有的小车技术的基础上,开发生产的一条全自动双轨自行小车输送系统。其先进的结构形式和控制方式目前在国内外同类设备中处于领先水平。该双轨自行小车已被成功应用在奇瑞汽车公司A1X焊装生产线侧围及下部总成件由分装线到主焊线的自动化输送成产线上。奇瑞汽车公司的A1X焊装侧围搬运小车项目为A1X焊装左、右侧围分装线至主焊线的侧围机械化输送项目,该项目要求将左、右侧围从各上件滑台输送至主焊线侧围翻转夹具上。
1 DeviceNet系统的组成和特点
一个完整的DeviceNet网络由以下几部分组成:①主控器(PLC或PC)。②现场输入/输出模块:用于连接工业控制系统中的各种现场装置,如:传感器、按钮、指示灯、阀门、变送器等,产品包括可直接安装在恶劣工业环境的IP67防护等级的输入/输出模块和适合安装在操作台和控制柜中的IP20防护等级的输入/输出模块。③其他现场装置:变频器,人机界面等复杂的现场装置,可以通过独立的DeviceNet接口连接到现场总线上,以获取更多的信息。④电缆及网络附件:各种总线电缆、辅助电源电缆、连接现场输入/输出装置的电缆和接插件、无源多端口接线盒、总线T型头、电源T型头、终端电阻等。DeviceNet系统的特点:主要有:①DeviceNet具有强大的抗电磁干扰的能力。②软件支持在线自动建立系统,使用更方便。网络最多支持64个节点。③总线电源与通讯信号使用同一电缆。④通讯速率/通讯距离。
2 系统网络结构
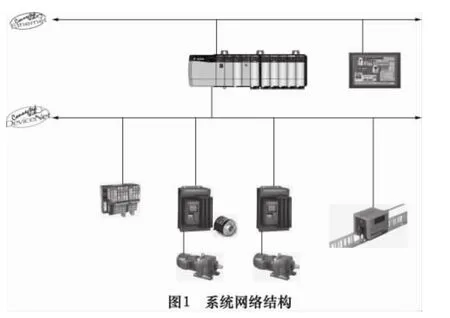
DeviceNet的功能是将工业现场的最底层设备只需通过一条与设备兼容的网线将现场的数据送到网络上,然后控制器通过适当的路径到该层上采集数据。同时,控制器对现场生产设备设施的各种控制也是通过DeviceNet网络进行的,如图1为系统网络结构。
系统要求小车升降、行走运行中能够平稳起动,准确停车。设计选用SEW MOVIDRIVE变频器。通过加装使用编码器和WCS位置编码系统,对驱动实际转动行程或实际转速进行测量,并结合变频器的位置控制与顺序控制功能,以满足小车平稳准确停车的系统要求。本系统通过在输送线路中安置转接工位的设计,在使用两台小车接力往返完成工件的输送时考虑为避免出现两车相撞事故,在小车的前后设置了防撞检测开关。当检测有信号时,两小车停止动作,并故障报警。由于设备数量多,具有高度的分散性,这导致I/O点数多,控制线路长。须采用以DeviceNet为底层网络的现场总线控制系统。
控制系统基于DeviceNet现场总线的网络,其上连接检测采集信号主要通过现场采集,向PLC提供用于逻辑程序执行、判断所需的各类检测信号。包括选用行程开关作为机械装置极限限位用,接近、磁性、光电等传感器做物体位置检测用。主控柜面板配置HMI,实现对该系统运行状态、故障信息以及其他相关内容的显示。系统通过构建DeviceNet现场总线控制网络,实现PLC对各节点设备的控制、配置及数据采集。系统通过PLC标准配置的以太网接口,满足后期与上位机进行信息传递。
3 系统的组态
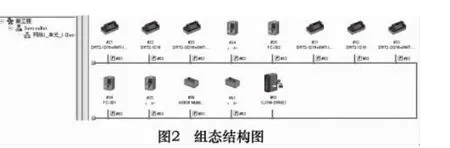
上位工控机安装的欧姆龙CX-One软件包中的CX-Intergrator可用于系统的组态,CX-Programmer可用于系统的编程,它们主要可以完成以下任务:(1)组态网络连接和接口;(2)组态硬件;(3)编写程序。本系统组态如图2所示。
(1)安装Devicenet网络组态工具软件Configurator v2.2,该工具是用来对总线上的设备进行网络节点分配和离散模块的I/O地址配置。在安装好该软件后有必要对其中的eds配置文件进行更新和升级,否则可能会在总线扫描时出现模块无法识别的情况。
(2)给需要添加到Devicenet网络上的远程控制模块以及变频器等设备分配节点址并设置正确的通信波特率,Devicenet网络上每个网段所有节点的通信波特率必须一致,且不允许有节点地址重复的设备。
(3)在网络配置界面右键点击总线上的节点设备图标可以对每个节点的地址进行更改,节点设备都配置好后在总线分配器上的输入/输出选项卡上可以对已经配置了节点号的设备进行输入/输出通道地址的分配。当然也可以方便地取消或添加模块的默认I/O地址,通过点击全局选项卡上的“register/unregistered”按钮,这样就很方便地将出错或暂时不需要的模块从总线上屏蔽掉,给调试工作带来很灵活的处理。
4 用户程序的编写和调试
本系统的程序按其功能可以分为上位监控程序,下位PLC控制程序,上位工控机配置了组态监控软件CX-Designer,同时也安装了CX-Programmer编程软件用于系统的编程。
4.1 上位监控程序
通过使用欧姆龙Cx-Designer组态软件提供的多种控制按钮库、图形控件、功能控件等,可方便地对设备所需的显示和操作进行最优修改。软件还可以为不同的操作人员设立不同的密码和使用权限。
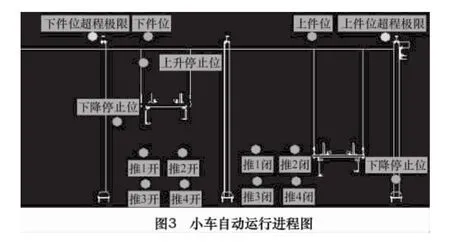
触摸屏软件的设计包括设备的分步功能按钮,各个动作的画面和信息,并将它们与PLC程序相连。根据系统功能的要求,设计了小车自动运行进程的界面,手动界面分步工位按钮,各个工位气缸信号检测显示,报警显示以及调试等界面。如图3所示为小车自动运行进程的界面。
4.2 下位PLC控制程序
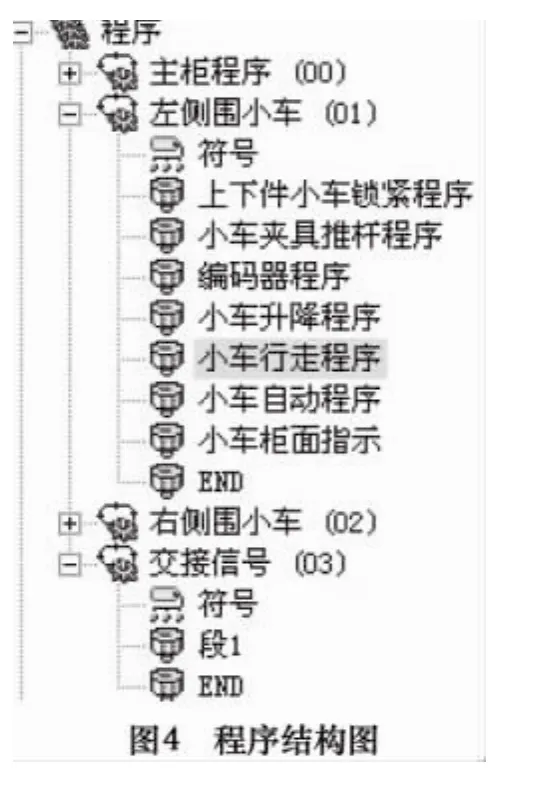
PLC控制站的控制程序是基于结构化的编程思想,复杂的侧围搬运输送系统程序是由许多子任务构成的,许多子任务又是由更小的子任务组成,如此下去,就可以把复杂的侧围搬运输送系统的控制分解成许多易于解决的小任务。编写程序的过程正好与此相反,先编写解决子任务的程序,通过一级一级的调用最后完成侧围搬运输送系统程序的控制。如图4所示该程序主要有主柜程序左侧围小车、右侧围小车以及交接信号子程序组成,其中左侧围小车和右侧围小车分别有是由上下件小车锁紧程序、小车夹具推杆程序、编码器程序、小车升降以及行走等等小的子程序组成。
5 结语
本系统基于DeviceNet现场总线的PLC侧围搬运输送系统的设计是根据奇瑞公司生产实际要求,通过采用构建现场总线控制网络,实现PLC对各节点设备的控制、配置及数据采集,减少了系统设计、安装、维护的工作量,提高了控制系统运行的可靠性。
目前该设备已经投入生产运行。从系统运行实践表明:该系统功能强大、安全可靠、操作灵活,为生产线的生产创造了明显的经济效益,并大大提高了生产效率、自动化生产水平和管理水平。
[1]王建,孙怀荣,杜艳丽.PLC实用技术(欧姆龙)[M].北京:机械工业出版社,2012.
[2]萧蕴诗,吴继伟,许维胜.现场控制系统的研究应用现状与发展方向[J].微型电脑应用,2001,17(11):5 -7.
[3]BERGE Jonas.过程控制现场总线[M].北京:清华大学出版社,2003.
[4]佟为明,林景波,李辉.基于DeviceNet现场总线的汽车总装生产线控制系统[J].国内外机电一体化技术,2004,7(1):18 -20.
[5]欧姆龙.FA系统产品综合样本[Z].中国:欧姆龙(中国)有限公司,2006.
[6]Feng-Li Lian,Moyne J R,Tibury D M.Performance evaluation of control networks:EtherNet,ControlNet,and DeviceNet[J].IEEE Control Systems Magazine,2001,21(1):66 -83.
猜你喜欢
快乐语文(2020年36期)2021-01-14
河北农机(2020年10期)2020-12-14
科学大众(2020年17期)2020-10-27
学生天地·初中(2019年3期)2019-04-10
学生天地(2019年7期)2019-04-09
文苑(2018年22期)2018-11-19
电子制作(2018年8期)2018-06-26
创新作文(5-6年级)(2017年5期)2017-12-08
凿岩机械气动工具(2017年2期)2017-07-19
知识窗(2016年11期)2016-11-09