
森吉米尔二十辊轧机第一中间辊横移影响特性分析
2013-12-03 07:56刘云飞赵晓辉孙亚波
重型机械 2013年1期
刘云飞,黄 煜,赵晓辉,孙亚波,闫 冬
(1.中国重型机械研究院股份公司,陕西 西安 710032;2.中国一重集团天津重工有限公司,天津 300301)
0 前言
冷轧钢带的生产越来越朝着薄而宽的方向发展,并且对带材的形状精度和尺寸精度提出了更加严格的要求。板形作为冷轧带钢的质量指标之一,已越来越受到普遍的重视,板形质量的提高,不仅使冷轧工序的成材率提高,降低轧辊的消耗,有利于下一工序的生产,还能增加轧制速度,使产量大幅度提高。
森吉米尔二十辊轧机辊数多、结构复杂、具有多种调整机构,和4辊、6辊轧机相比,具有更强的板形控制能力,能够生产出高精密的带钢产品。然而,森吉米尔二十辊轧机工作辊直径小,弹性变形更复杂,使其辊形调整机构不能轻易地消除复杂不良浪形[1]。当来料板形不好再加上大张力轧制时,就会发生断带缠辊故障,故如何利用板形调整机构获得理想的板形是二十辊轧机的重要研究内容之一[2]。本文通过建立森吉米尔二十辊轧机辊系变形模型,研究第一中间辊轴向移动对板形的影响,掌握其板形控制能力以及板形调整机构对板形的调控规律,对于指导高精度带钢生产、提高经济效益有重要的意义。
1 计算模型
研究森吉米尔二十辊轧机辊系弹性变形的基础是确定辊间压力,而辊间接触力与各辊辊心坐标有关,所以首先要确定各辊辊心坐标。由于轧制压力和张应力的横向分布都与轧机中心线左右对称,利用这个特点分析上部辊系的一半即可。如图1所示,图中2.1、3.1、3.2、4.1、4.2、4.3代表辊间接触点。
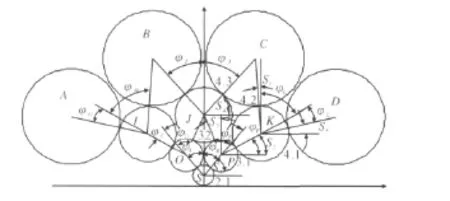
图1 辊间角度示意图Fig.1 Diagram of angle between rolls

式 (1)定义φA~φL角度的目的是为了在辊系变形计算中力的投影方便,S1、S2、S3、S4、S5、S6为各辊辊心连线与水平 (或竖直)方向的角度。
通过公示 (1)计算所得角度可求辊间接触力 PSP、PPJ、PPK、PJC、PKC、PKD与轧制力 P 之间的比例关系。假设轧制力作用在上、下工作辊连心线上,对辊系受力分析,得

前张应力的横向分布对冷轧带材板形的影响是通过对变形区内金属横向流动状态的影响来实现的,起到对板形的均化作用。本文采用条元变分法计算前张应力[3]:


利用斯通公式计算平均单位轧制压力[5]:
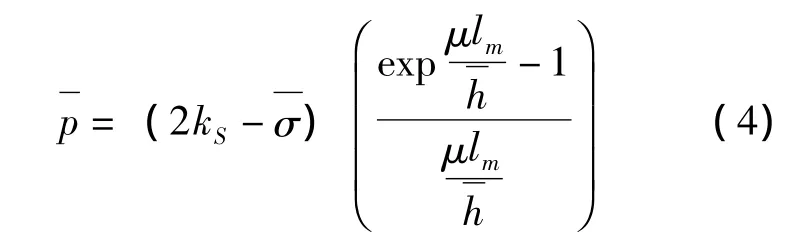
式中,ks为带材的剪切变形抗力,GPa;μ为带材与工作辊间的摩擦系数;lm为轧辊与带材的接触弧长。
接触元双坐标法是在影响函数法的基础上提出的一种离散的数学分析方法[6]。该方法以轧件与工作辊之间和相互接触的轧辊之间的接触长度为基准划分单元,并且在每个接触长度上建立两个相对坐标系,这样每个单元就有两个坐标,然后根据辊系弹性变形过程中的位移协调关系建立矩阵方程,从而求得轧件的出口断面厚度。图2为带钢与工作辊、工作辊与第一中间辊之间的单元划分和相对坐标的示意图。以轧件与工作辊之间和轧辊之间的接触长度为基准划分单元,从接触左端向接触右端从1开始排号,轧件与工作辊之间和轧辊之间的单元数量可以互不相同。
轧件厚度横向分布可表示为


图2 单元划分及相对坐标Fig.2 Element meshing and relative coordinate
式中,S0为空载辊缝,mm;fSi、fS(i+1)为S工作辊在垂直方向i号单元和i+1单元的总位移,mm;δSi、δS(i+1)为S工作辊轧制力引起的i号单元和i+1单元的总压扁量,可用文献[7]计算,mm;mSi、mS(i+1)为S工作辊i单元和i+1单元的凸度,mm;mbi为轧件来料i单元凸度,为来料中点厚度与来料i单元厚度差值,mm。
通过确定辊间位移协调方程 (6)来求解fSi。

式中,Δ为辊间压扁,由式 (7)计算[8]:
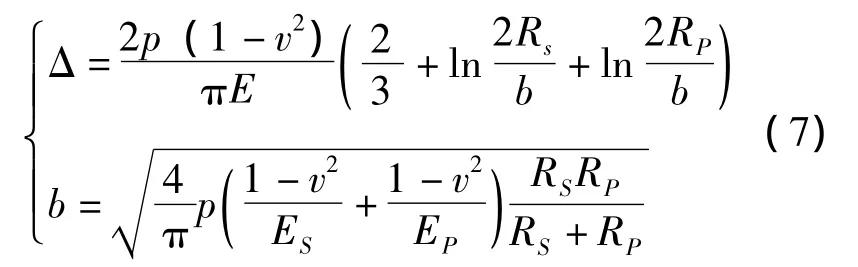
式中,R为轧辊半径,mm;p为两辊间接触压力。
轧辊i单元凸度值mi为

式中,Rmid为轧辊辊身中点的半径;Ri为轧辊i单元宽度中点的半径;各轧辊在i单元的凸度可以表示为 mSi,mPi,mJi,mKi,mCi,mDi。
对各轧辊进行受力分析,根据每个轧辊力的平衡和力矩平衡结合图2所示可列出以下方程:


式中,WXY为相互接触的X、Y之间 (轧件与工作辊之间或轧辊之间)的单元宽度。
整体模型计算过程如图3所示,计算中采用迭代法。收敛精度对计算结果的精度和计算速度影响很大,本文辊间压力计算值与迭代值的最大均方差ε1和相邻两次出口厚度的最大差值ε2分别取10-5kN/mm和0.1 μm。辊间压力分布和轧件出口厚度横向分布采用指数平滑法修正[9],其方程为

式中,上角标 (n)、(n-1)分别代表第n次、n-1次的值;下角标I、C表示迭代值、计算值;α、β为平滑常数,取0~1之间。
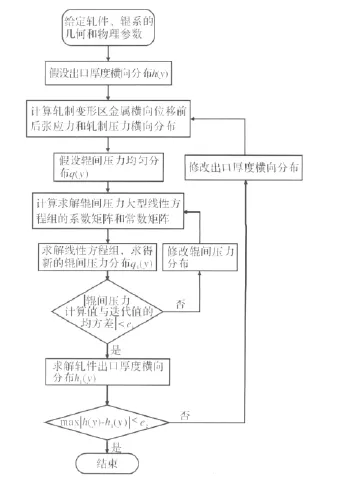
图3 整体模型计算流程图Fig.3 Flow chart for calculation of whole model
2 主要参数
以ZR-22BS-42型森吉米尔二十辊轧机为研究对象,计算主要参数见表1和表2。
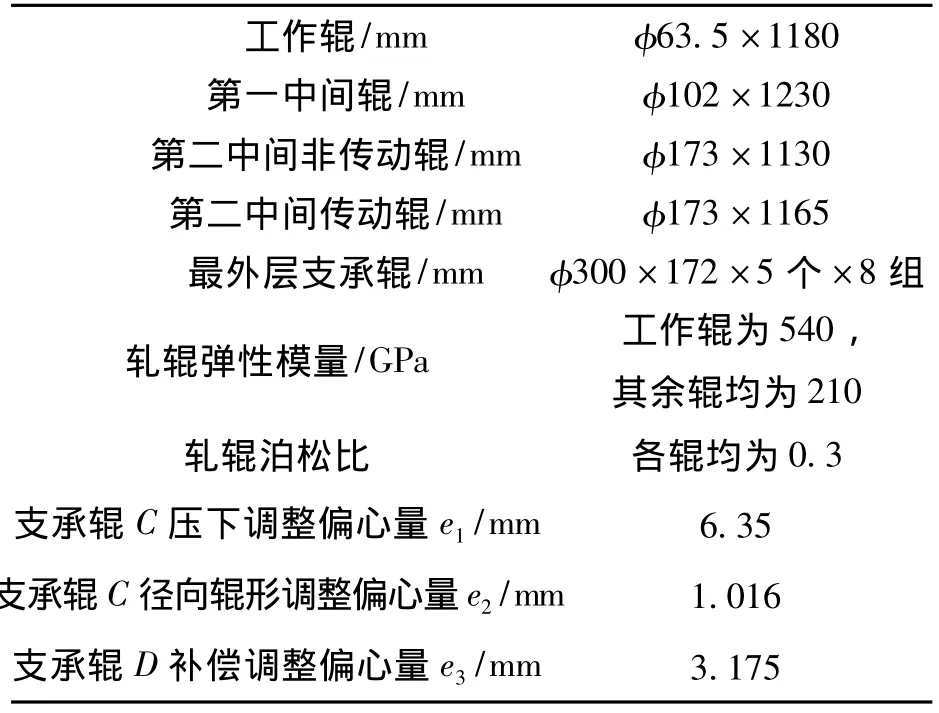
表1 ZR-22BS-42轧机主要参数Tab.1 Main parameters of ZR-22BS-42

表2 带材轧制参数Tab.2 Rolling parameters of steel strip
3 第一中间辊横移调节特性分析
3.1 第一中间辊横移对有载辊缝的影响
图4所示为第一中间辊横移0 mm、10 mm、20 mm、30 mm、40 mm、50 mm对有载辊缝的影响。由图可知,随着第一中间辊横移量的增加,轧件的边部厚度逐渐增加,轧件边部减薄得到明显的改善,而中部厚度变化不明显。可见,第一中间辊横移对轧件边部减薄具有调节作用。
3.2 第一中间辊横移对轧制力分布的影响
第一中间辊横移0 mm、10 mm、20 mm、30 mm、40 mm、50 mm对轧制力分布的影响如图5所示。由图可知,随着第一中间辊横移量的增加,上、下第一中间辊有效重合宽度减少,轧件边部单位宽度轧制力有明显的减小,而轧件中部单位宽度轧制力有微小的增加。
3.3 第一中间辊横移对前张应力的影响

第一中间辊横移0 mm、10 mm、20 mm、30 mm、40 mm、50 mm对前张应力的影响如图6所示。随着第一中间辊横移量的增加,轧件出口前张应力横向分布由中边浪变为明显的中浪。由图还可以看出,随着第一中间辊横移量的增加,前张应力的幅度是逐渐增加的。

图6 第一中间辊横移对前张应力的影响Fig.6 Effect of the 1st intermediate roll's traverse on front tension stress
4 结论
建立了森吉米尔二十辊轧机辊系变形模型,计算分析了第一中间辊轴向移动对板形的影响,得到以下结论:随着第一中间辊横移量的增加,轧件边部减薄现象有明显改善;轧件边部单位宽度轧制力有明显的减小,而轧件中部单位宽度轧制力有微小的增加;轧件中部前张应力逐渐减小,边部前张应力逐渐增加,轧后板形由中边浪变为明显的中浪,且前张应力的幅度逐渐增加,为森吉米尔二十辊轧机带钢实际生产提供了理论参考。
[1]胡东晖.二十辊森吉米尔轧机的板形控制特性[J].武钢技术,1996(3):7-11.
[2]于恩林,赖明道,韩学好.20辊轧机支承辊调整参数的研究 [J].钢铁,1997,32(1):40-43.
[3]刘宏民.四辊轧机冷轧带材压力摩擦力张力横向分布的理论和实验研究 [D].秦皇岛:燕山大学,1988:86.
[4]连家创.变分法求解辊缝中金属横向流动问题-板带材横向张力分布的确定 [J].燕山大学学报,1980(1):1-10.
[5]曹鸿德.塑性变形力学基础与轧制原理 [M].北京:机械工业出版社,1981:214-216.
[6]H.L.Yu,X.H.Liu,G.T.Lee,X.W.Li,H.D.Park.Numerical Analysis of Roll Deflection for Sendzimir Mill[J].Journal of Manufacturing Science and Engineering,2008,130:011016-1-011016-7.
[7]王国栋.板形控制和板形理论 [M].北京:冶金工业出版社,1986:225-360.
[8]阎军.二十辊轧机辊系尺寸的优化计算 [J].华东冶金学院学报,1991,8(4):14-21.
[9]王长江.指数平滑法中平滑系数的选择研究[J].中北大学学报,2006,27(6):558-561.
猜你喜欢
中南大学学报(自然科学版)(2022年7期)2022-08-29
钛工业进展(2022年1期)2022-03-14
燕山大学学报(2021年6期)2021-12-11
铝加工(2021年2期)2021-05-17
沈阳大学学报(自然科学版)(2021年2期)2021-05-07
商品与质量(2020年23期)2020-10-09
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
中国钼业(2019年4期)2019-08-29
天津冶金(2018年1期)2018-06-13
