
异种材料填充式搅拌摩擦点焊研究
2014-03-12 06:51王联凤乔凤斌朱小刚郭立杰张成林
电焊机 2014年4期
王联凤,乔凤斌,朱小刚,郭立杰,张成林,王 卓,赖 鸥
(1.上海航天设备制造总厂,上海200245;2.南宁南车铝材精密加工有限责任公司,广西南宁 530000)
0 前言
填充式搅拌摩擦点焊FSpW(Refill Friction Stir Spot Welding)是基于搅拌摩擦焊发展而来的一种新型点状固相连接技术,具有高质高强、变形小、能耗低等优点。
Mazda公司在1993年开发的匙孔搅拌摩擦点焊主要包括压入、连接和回撤三个过程[5]。德国GKSS在1999年提出了填充式搅拌摩擦点焊技术(FSpW),填充式搅拌摩擦点焊焊接铝合金等轻金属合金时具有以下优点:与电阻点焊相比,连接过程产生的热输入较少,焊缝区域热变形较小,焊接接头结合强度较好,焊点质量稳定;填充式搅拌摩擦点焊不需要如铆钉等辅助材料,焊接前准备过程简单,适用范围广;填充式搅拌摩擦点焊不产生灰尘和烟雾、电磁和噪声污染,不会像铆接产生多余废物[1]。
该技术在铝合金和镁合金等轻量化材料连接方面优势明显,异种材料的连接成为其应用限制因素。为了解决常用的铝合金和不锈钢点状连接问题,上海航天设备制造总厂进行了铝合金中6061-T6和不锈钢中0Cr18Ni9Ti的填充式搅拌摩擦点焊技术研究,为异种材料的点状连接问题提供了新的方法,这使得填充式搅拌摩擦点焊技术必将在新一代航空航天飞行器、船舰、高速列车车体及新能源汽车等产品的制造中发挥越来越重要的作用[2]。
1 FSpW技术研究现状
FSpW技术原理如图1所示,主要分为四个阶段。
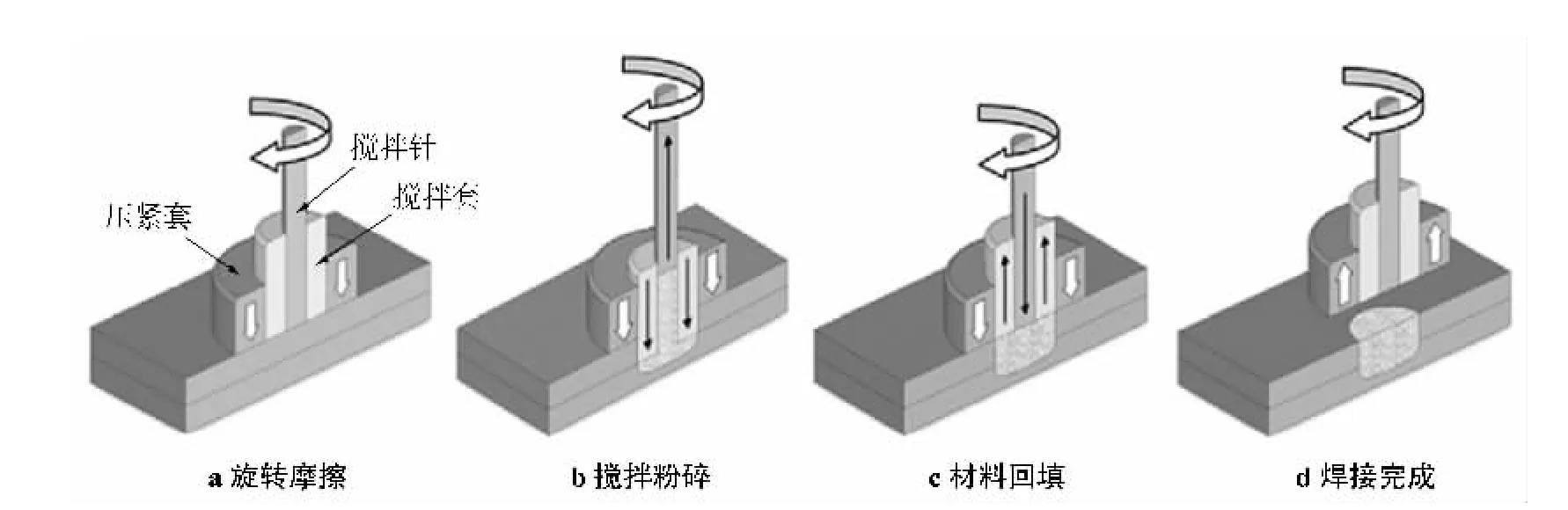
图1 填充式搅拌摩擦点焊[3]
(1)旋转摩擦:压紧套压紧工件,搅拌针和搅拌套同步旋转,对待焊试件摩擦加热。
(2)搅拌粉碎:搅拌套高速旋转压入待焊试件内部,同时搅拌针旋转上升,材料被挤入搅拌针、搅拌套及待焊试件形成的封闭空腔。
(3)材料回填:搅拌套旋转上升,搅拌针旋转下压,将塑性材料挤回待焊试件。
(4)平整完成:搅拌针和搅拌套下表面平齐后进行平整表面,然后压紧套、搅拌针和搅拌套一起脱离试件表面,试件上下板焊点连接完成。
填充式搅拌摩擦点焊设备相对匙孔搅拌摩擦点焊较复杂,焊点表面平整,气密性较好。
目前国内研究填充式搅拌摩擦点焊技术的单位有上海航天设备制造总厂、天津大学、哈尔滨工业大学和上海交通大学等。尤其是上海航天设备制造总厂针对FSpW技术的设备研发和工程化应用进行了深入地研究,成功研制出国内首台基本型填充式搅拌摩擦点焊设备、机器人型搅拌摩擦点焊设备、集点焊与摩擦焊一体的设备、点点焊与摩擦焊双机头机床设备及移动式柔性高铁专用点焊设备,如图2所示。
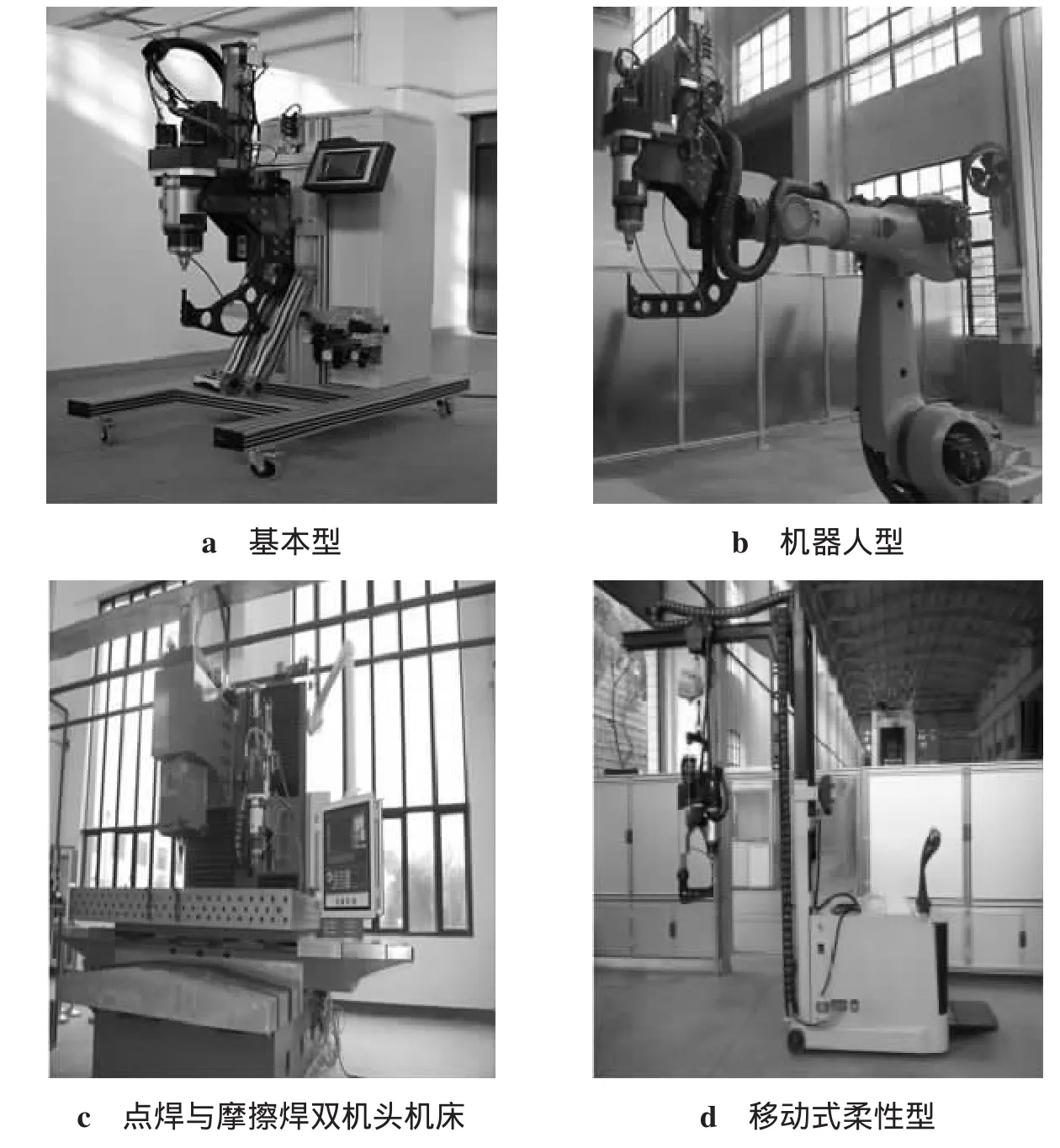
图2 填充式搅拌摩擦点焊设备
上海航天设备制造总厂加强了FSpW技术的工程化应用研究,进行了常用2系、5系、6系、7系等铝合金、多层板铝合金、铜合金等基础工艺研究。国内相关高校如天津大学、哈尔滨工业大学、上海交通大学积极开展相关基础预研,并在上海航天设备制造总厂研制的设备上进行了一些工艺试验。
2 异种材料FSpW探索研究
2.1 试验方法
试验采用材料为2mm的铝合金6061-T6和2mm的不锈钢0Cr18Ni9Ti(150 mm×25 mm),试验采用搭接接头。剪切试样和十字形拉伸试样分别按照工业标准Q/RJ 337-2012《变形铝及铝合金填充式搅拌摩擦点焊通用技术条件》和Q/RJ338-2012《变形铝及铝合金填充式搅拌摩擦点焊工艺规范》进行加工。
试验设备采用基本型搅拌摩擦点焊机FSpWSK-002,搅拌工具为该厂自主研制针对特殊材料高强型专用搅拌工具FSpW-GJ-003。
焊前铝板试样用丙酮擦拭,去除油污等杂质。点焊时选用的工艺参数中,转速n、焊接时间t和压入深度h可通过人机操作界面中的焊接菜单进行编辑设置;轴向压力F可通过气液增力缸控制阀进行调节。焊接完成之后,沿垂直于焊缝的方向切割试样,进行金相制备和分析截面形貌;在OBSERV-ER.D1m和DISCOVERY.V20显微镜下进行微观组织分析。拉伸试验在CMT-5305型万能试验机上进行。
2.2 搅拌工具
研制的搅拌工具采用分离的搅拌针、搅拌套和压紧套结构,如图3所示。研制的常规搅拌工具(搅拌套外径9 mm)焊接寿命可达20 000点以上,达到国内外领先水平。

图3 填充式搅拌摩擦点焊搅拌工具
对特殊材料高强型专用搅拌工具需要从结构设计、材料选择、热处理工艺以及表面处理等方面综合考虑,并结合焊接工艺参数的优化,完成铝合金6061-T6和不锈钢0Cr18Ni9Ti填充式搅拌摩擦点焊连接。
2.3 试验结果
2.3.1 点焊接头
如图4所示,点焊接头表面平整光滑,无退出孔、飞边、毛刺等表面缺陷。
点焊接头截面如图5所示,点焊接头有明显的分界面,一般也称为粘连韧带(Bonding ligament),这一界面其实是上板和下板的结合面经塑性流动后形成的,其附着粘附力很好,抗力很高,类似于熔焊中的夹杂。
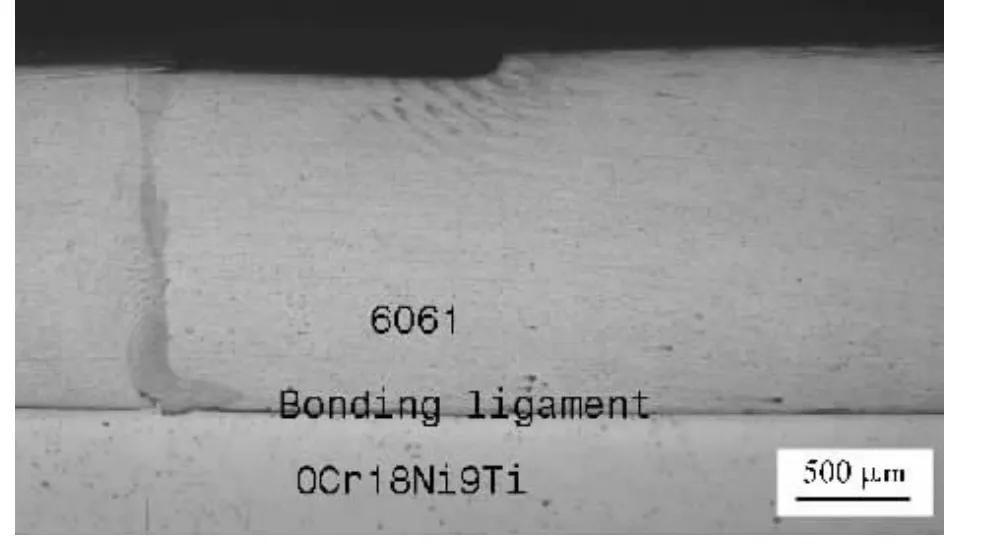
图5 点焊接头截面
2.3.2 优化工艺参数的抗剪强度
根据影响抗剪切性能的工艺参数进行优化,并在旋转速度为1 800 r/min,压入深度为2.3 mm,轴向压力15.65 kN,焊接时间7.5 s的条件下,进行五组抗剪切性能试验,试验结果表明,优化参数下抗剪切性能最佳,最大剪切载荷可达8 141 N。
3 结论
以铝钢异种材料6061和0Cr18Ni9Ti为研究对象,通过对2 mm板厚的试件搅拌摩擦点焊接头进行性能试验,点焊接头表面光滑平整,在转速1 800r/min,压入深度2.3mm,轴向压力15.65 kN,焊接时间7.5 s的焊接工艺参数下,抗剪切性能最佳,最大剪切载荷可达8 141 N。
因搅拌工具焊接钢材较为困难,关于异种材料特别涉及钢的FSpW性能研究鲜有公开。针对航天、汽车工业领域等对铝钢异种材料点焊焊接的急切应用需求,选用也是较为常用的材料6061-T6和0Cr18Ni9Ti进行FSpW性能研究,为该技术在工业上应用做前瞻性探索。目前异种材料的点焊正在进行深入工艺研究和专用搅拌工具研制,相关汽车及交通行业领域用户单位已与上海航天设备制造总厂进行接洽,开始工程化应用研究。
[1]王联凤,朱小刚,乔凤斌,等.Al-Mg合金填充式搅拌摩擦点焊性能研究[J].焊接学报,2014,35(2):99-105.
[2]乔凤斌,朱小刚,王联凤,等.填充式搅拌摩擦点焊技术应用现状[J].电焊机,2013,43(10):1-5.
[3]Arbegast William J.Friction stir welding and aircraft applications.AdvancedMaterialsProcessingCenter(AMP),South Dakota School of Mines and Technology(SDSMT),2007.
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
铜业工程(2021年2期)2021-06-27
铜业工程(2021年1期)2021-04-23
重型机械(2020年3期)2020-08-24
天然气工业(2019年1期)2019-01-19
中国钱币(2016年5期)2016-06-15
癌症进展(2016年10期)2016-03-20
焊接(2016年5期)2016-02-27
焊接(2016年1期)2016-02-27
现代制造技术与装备(2015年4期)2015-12-23
