
2219铝合金FSW/VPPA交叉焊缝与VPPA焊缝组织对比研究
2014-03-12 06:51黄木春蔡东红杨旭东孙昭藩周子入
电焊机 2014年4期
黄木春,蔡东红,杨旭东,孙昭藩,周子入
(1.重庆理工大学 材料科学与工程学院,重庆400054;2.艾美特焊接自动化技术(北京)有限公司,北京 102202)
0 前言
2219铝合金具有良好的力学性能,对焊接热裂纹的敏感性低,焊接接头塑性及低温韧性较好[1]。目前,2219铝合金已经作为我国新型运载火箭贮箱的主要结构材料[2]。搅拌摩擦焊(FSW)是英国剑桥焊接研究所在1991年发明的专利技术,它作为一种半固态焊接技术,最初应用在铝合金的焊接[3-4]。FSW解决了传统熔焊易出现的问题,且接头性能高[5]。而变极性等离子焊(VPPA)在国外的火箭贮箱生产上应用广泛,它具有电弧能量集中、焊缝缺陷少、焊后变形小以及单面焊双面成型等特点。目前,随着我国新型号运载火箭的立项研制,这两种焊接方法将在火箭贮箱上得到广泛的应用[6]。
针对我国运载火箭贮箱生产技术的实际情况,正拟采用FSW实现纵缝的焊接。由于环缝上使用FSW,在工装上较难实现。因此,使用柔性大、焊接质量优良的VPPA实施贮箱筒体的环缝焊接。由于FSW焊缝组织会产生不同于母材的变化,比如存在组织不均匀、焊接缺陷、搅入氧化物或杂质等,当VPPA焊过FSW接头时,其交叉焊缝容易产生气孔缺陷、组织发生变化等,接头性能不如单一的FSW和VPPA,从而影响了贮箱的稳定性[7]。在此从研究交叉焊缝和单纯VPPA焊缝组织入手,对比这两者焊缝组织的不同。
1 试验材料和方法
1.1 试验材料
试验所用母材选用2219-T6铝合金,其规格为300mm×150mm×6 mm。焊丝选用2319铝合金,直径1.6mm。母材及焊丝的化学成分如表1、表2所示。
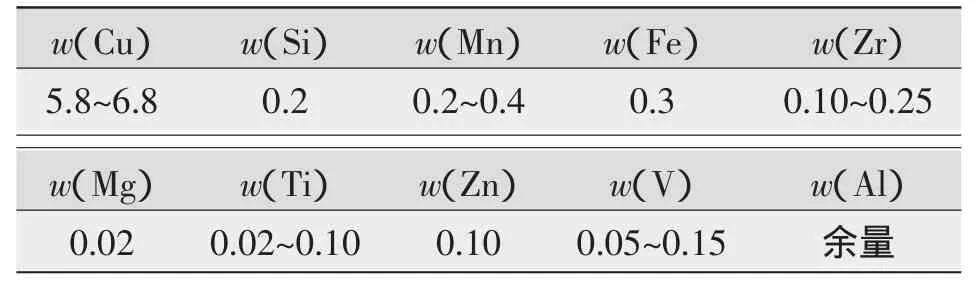
表1 2219-T6铝合金化学成分 %

表2 2319铝合金焊丝化学成分 %
1.2 试验方法
将两块试板对接面机械打磨并清理油污后等待2 h进行FSW对接焊,其参数设置如表3所示。然后,将FSW试板的焊缝反面垂直进行VPPA交叉焊接,其VPPA参数如表4所示。本实验所使用的FSW设备为北京赛福斯特技术有限公司生产的FSWLS-01B型立式FSW设备,VPPA焊接实验采用艾美特焊接自动化技术(北京)有限公司生产的LWV-1000-XM立式纵缝自动等离子焊接系统。
用200EGS-2型超声波探伤仪对交叉焊缝进行X射线探伤,在JSM-6460LV型扫描电镜下观察交叉焊缝沿VPPAW方向拉伸的断口形貌。
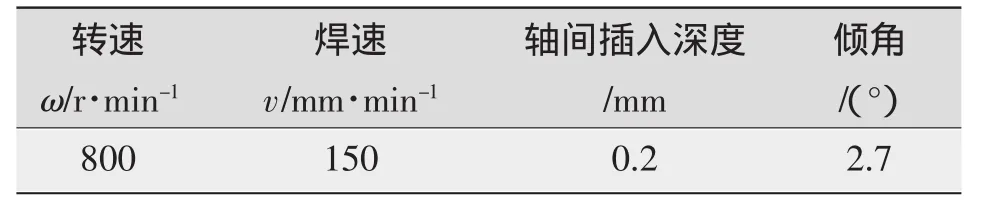
表3 搅拌摩擦焊焊接工艺参数
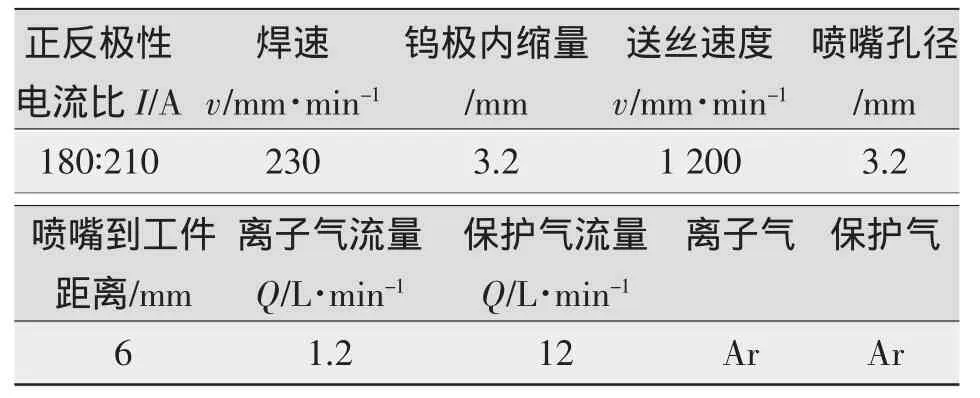
表4 6 mm 2219铝合金变极性等离子焊接工艺参数
2 试验结果和分析
2.1 交叉焊缝与单纯VPPA焊缝显微组织的对比分析
2219铝合金FSW焊缝焊核区组织如图1所示,其组织与母材相比发生了较为强烈的变化,为动态再结晶后的细小等轴晶。因此,FSW焊缝在经历VPPA交叉焊接后,交叉焊缝部位的组织与单纯的VPPA焊缝组织相比会产生不同的变化。

图1 FSW焊缝焊核区组织
VPPA焊缝不同位置横断截面宏观形貌如图2所示,从交叉焊缝部位的横断形貌可以看出,焊缝中心两侧的组织并不对称,在其熔合线附近有气孔分布,而单纯的VPPA焊缝横截面则无明显的气孔现象,焊缝中心两侧大致对称。而且在VPPA焊缝底部存在咬边现象,这是由于FSW后会使铝合金焊缝表面下塌,金属量有所损失,在相同的VPPA参数经过这个部位时,较母材部位其工艺规范偏大。而单纯的VPPA焊缝横截面则无明显的气孔现象,焊缝中心两侧大致对称,且无明显的咬边现象。
交叉焊缝截面和单纯VPPA焊缝横截面不同位置的显微组织如图3、图4所示,焊缝熔化区组织以α(Al)为主,在基体晶界上和枝晶间分布着α+θ(Al2Cu)共晶组织,在晶体内部有 θ(Al2Cu)等强化相析出。在不同位置,焊缝组织有着不同变化。从图3d与图4d热影响区位置的微观组织对比来看,其组织存在明显不同。交叉焊缝的母材组织是FSW焊核区的晶粒组织,其组织在搅拌和热循环作用下发生动态再结晶,金属内部便不断开始形成晶核,这种结晶过程使晶粒来不及长大,并在搅拌破碎的作用下,形成了细小的等轴晶粒;而单纯VPPA母材组织则是2219-T6铝合金板材组织。在经历VPPA的热循环作用后,交叉焊缝的热影响区组织晶粒仍保持了FSW焊核区细小等轴晶形态,但晶粒发生一定的长大;而单纯的VPPA焊缝热影响区发生了θ(Al2Cu)相沿晶界处析出,使晶界较母材更为明显。交叉焊缝和单纯VPPA熔合线处微观组织的不同,也受到其各自母材组织不同的影响。图4c中热影响区与焊缝区有明显的过渡区域——等轴晶区(EQZ,equiaxed zone),图3c中交叉焊缝熔合线的等轴晶区并不明显,不能与其热影响区细小的等轴晶区分。Gutierrez等[8]认为,等轴晶区的形成是由于熔池边界一些未熔的Al3Zr和Al3Ti颗粒促进了异质形核,并在快速冷却下形成细小的等轴晶。
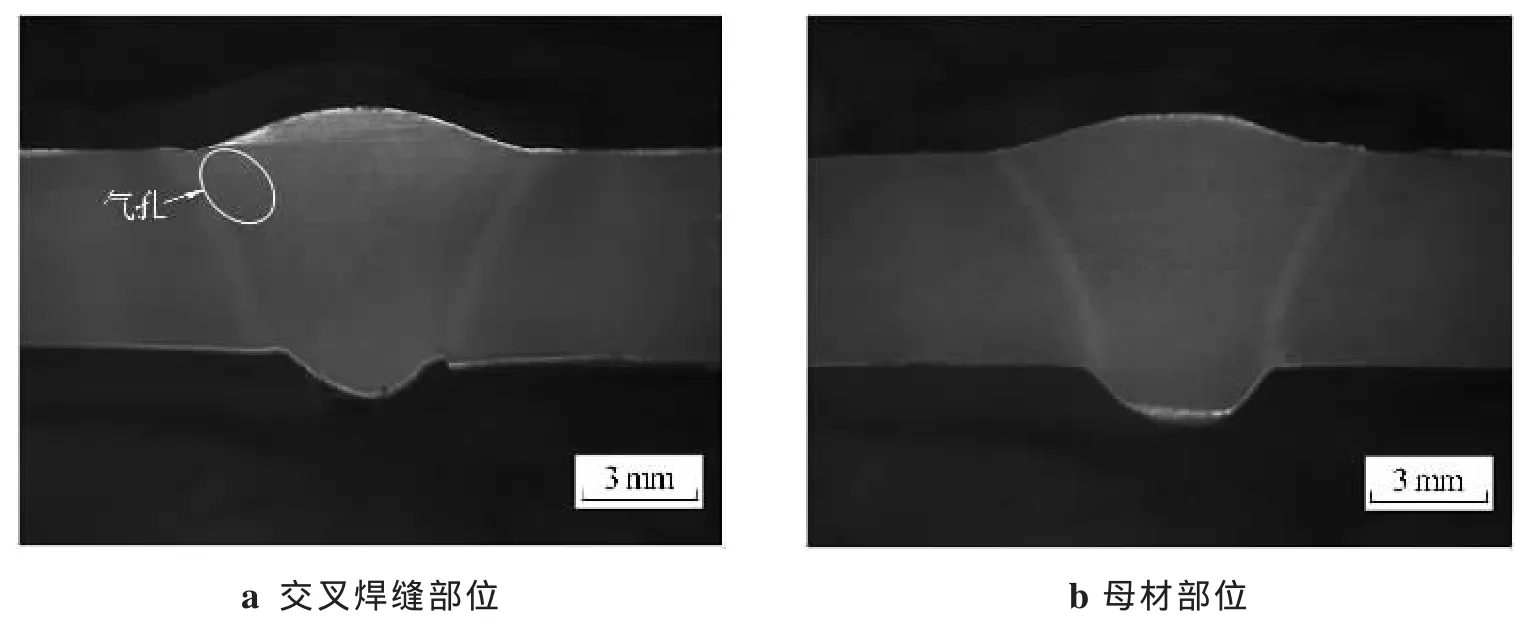
图2 VPPA焊缝不同位置横断截面宏观形貌
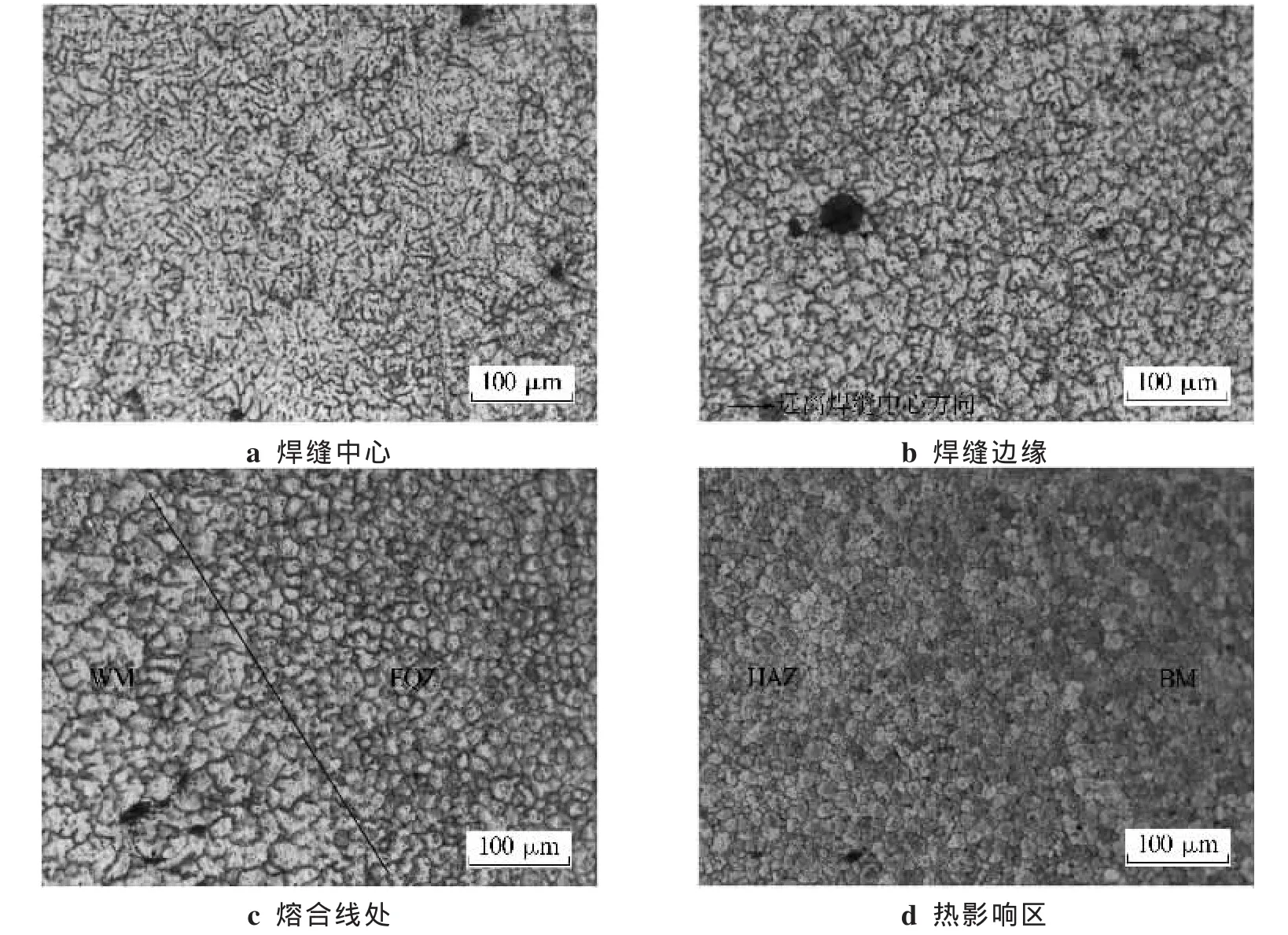
图3 交叉焊缝截面的微观组织
图3b和图4b分别是交叉焊缝和单纯VPPA焊缝熔池边缘位置的微观组织,从图3b和图3c可以看出,交叉焊缝靠近焊缝边缘组织为柱状枝晶,然后向焊缝中心延伸组织为等轴枝晶;而单纯VPPA焊缝靠近焊缝边缘组织主要为柱状枝晶,晶粒尺寸较交叉焊缝细长,然后向焊缝中心延伸组织为等轴枝晶。在焊缝中心位置,如图3a、图4a所示,交叉焊缝组织和单纯VPPA焊缝组织都为等轴枝晶,而其两侧分布着等轴非枝晶。这种等轴非枝晶的出现是由于该区域后缘组织凝固时释放出结晶潜热,使得该区域液体温度逐渐升高,导致结晶停顿,随着电弧的离开,凝固重新开始,此时该区域的成分过冷度较小,由于VPPA电弧的搅拌作用和立向上焊时熔化金属受重力向下流动的作用,使得熔池金属有较强的对流,再加上冷焊丝的填充,将Al3Zr、Al3Ti颗粒流动到结晶前沿,然后这些颗粒通过异质形核发展成等轴非枝晶[9]。而此时焊缝中心位置组织的成分过冷度变大,最后呈等轴枝晶组织。
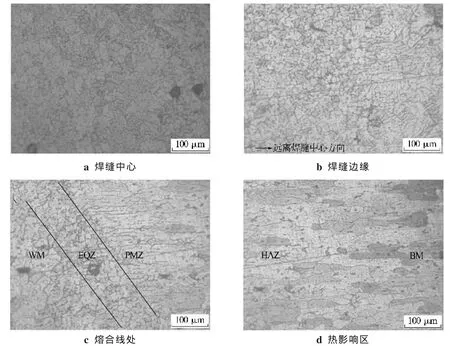
图4 单纯VPPA焊缝横截面的微观组织
2.2 交叉焊缝与单纯VPPA焊缝截面SEM扫描对比分析
交叉焊缝和单纯VPPA焊缝截面的SEM扫描图片如图5、图6所示,结合表5中各点的EDS主要成分分析结果可以得出,交叉焊缝和单纯VPPA焊缝截面的基体组织成分和共晶相成分基本相同,大部分均由 α(Al)基体、(α-Al+Al2Cu)共晶组织和晶体内析出θ(Al2Cu)等强化相组成。交叉焊缝和单纯VPPA焊缝中基体的w(Cu)分别为4.31%和3.03%,明显低于母材(5.8%~6.8%),这跟Cu元素发生晶界偏析有关。而交叉焊缝和单纯VPPA焊缝晶界处的共晶相组织中w(Cu)分别为24.41%和31.18%。其中,交叉焊缝共晶相Cu元素质量比标准共晶相Cu元素质量分数(33%)低很多,这可能与网格状共晶相周围生成的离异共晶相有关,离异共晶中w(Cu)为55%,其 w(Cu)更高,从而使整体的 w(Cu)平衡。
交叉焊缝的热影响区和单纯VPPA焊缝熔合线处的等轴非枝晶区基本上无明显晶内析出的θ相组织。这是因为交叉焊缝的热影响区是FSW焊缝组织受到低温热循环作用产生的组织变化,FSW焊缝不是熔化凝固组织,而是动态再结晶后的细小等轴晶粒,Cu元素都在晶界处富集,而较少在晶内析出形成θ相;而单纯VPPA焊缝等轴晶区无析出θ相也是由于该区晶粒细小,晶界较多,凝固时Cu元素晶界富集,导致α-Al固溶体中Cu元素含量大幅降低,使晶体内较少析出θ(Al2Cu)相。
由图5a和图6a可以看出,在焊缝中心位置,交叉焊缝沿晶界及枝晶间分布的共晶相数量要比单纯VPPA焊缝的多,且共晶相尺寸较大,而单纯VPPA焊缝中分布着较多在晶内析出的θ(Al2Cu)相。在交叉焊缝的热影响区内,其共晶相更是发生了长大、分布更多。由于沿晶界及枝晶间分布的共晶相脆性较大,共晶相尺寸较大、分布较多,会降低接头力学性能。
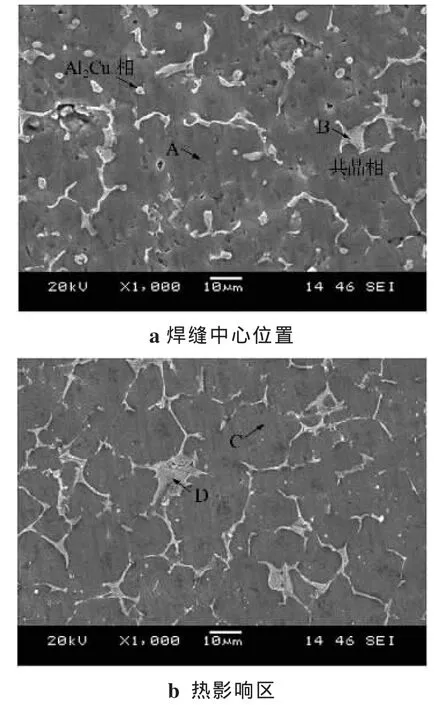
图5 交叉焊缝SEM扫描
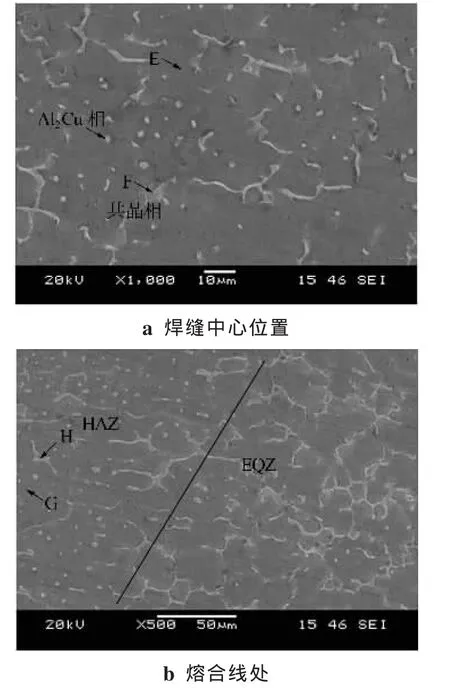
图6 单纯VPPA焊缝SEM扫描
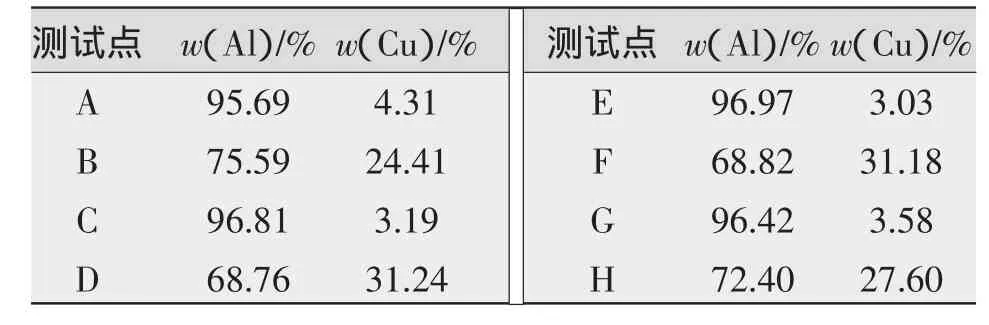
表5 图5、图6中各点的EDS主要成分分析
3 结论
(1)对比交叉焊缝和单纯VPPA焊缝截面宏观形貌发现,交叉焊缝熔合线处附近有气孔,而单纯的VPPA焊缝中心两侧较对称,没有出现明显的气孔缺陷。
(2)2219铝合金经历FSW后,组织发生了剧烈变化,因此交叉焊缝截面的微观组织较单纯的VPPA焊缝有了不同变化,尤其是在其热影响区位置。
(3)交叉焊缝和VPPA焊缝组织基本上由α(Al)基体、(α-Al+Al2Cu)共晶组织和晶体内析出 θ(Al2Cu)等强化相组成。但是,交叉焊缝组织中的条状共晶相数量比单纯VPPA焊缝中的多,且尺寸较大,这会降低接头力学性能。
[1]刘志华,赵 兵,赵 青.21世纪航天工业铝合金焊接工艺技术展望[J].导弹与航天运载技术,2002(5):63-67.
[2]姚君山,徐 萌,贾洪德.推进剂贮箱先进焊接工艺研究进展[J].航空制造技术,2008(8):32-35.
[3]WM Thomas,SW Kallee,DG Staines,et al.Friction stir welding-process variants and developments in the automotive industry[C].SEA World Congress,2006.
[4]C.Dawes,W.Thomas.Friction Stir Joining of Aluminium Alloys[R].Bulletin:1995.
[5]王春炎,曲文卿,姚君山.2219_T87铝合金搅拌摩擦焊接头组织与力学性能[J].焊接学报.2010,31(10):77-84.
[6]姚君山,蔡益飞,李程刚.运载火箭箭体结构制造技术发展与应用[J].航空制造技术.2007(10):36-42.
[7]林三宝,袁赫然,范成磊.2219铝合金FSW/VPPAW交叉焊缝气孔缺陷[J].焊接.2011(4):11-14.
[8]GutierrezA,LippoldJC.Aproposedmechanism for equiaxed grain formation along the fusion boundary in aluminumcopper-lithium alloys[J].Welding Journal,1998,77(3):123-132.
[9]于尔靖,郝传勇,应慧筠,等.铝锂合金焊缝凝固组织特征[J].焊接学报.1996(1):1-6.
猜你喜欢
工程科学学报(2023年4期)2023-01-07
导弹与航天运载技术(2022年2期)2022-05-09
空间科学学报(2020年6期)2020-07-21
北京航空航天大学学报(2019年9期)2019-10-26
西安交通大学学报(2019年7期)2019-07-11
模具制造(2019年3期)2019-06-06
含能材料(2017年1期)2017-03-04
含能材料(2017年7期)2017-03-04
当代化工研究(2016年6期)2016-03-20
无机盐工业(2014年1期)2014-10-17
