
2195铝锂合金VPTIG焊接头组织性能
2014-03-12 06:51胡明华朱迅强陈伟杰
电焊机 2014年4期
施 军,胡明华,朱迅强,陈伟杰
(上海航天精密机械研究所,上海 201600)
0 前言
2195铝锂合金具有密度低、比强度高、低温性能及耐蚀性优良等特性,在航空航天领域具有广阔的应用前景[1-3]。随着铝锂合金的不断应用,其焊接性能受到越来越多研究人员的关注,研究发现[4-6]:由于Li对氢的亲和力极强,Al-Li合金的含氢量比普通铝合金更高,极易在焊接过程中产生气孔等缺陷,且接头弱化效果明显。此外,铝锂合金是典型的共晶型合金,具有较大的热裂纹倾向;Cu元素加入后进一步扩大了合金的结晶温度区间,造成Al-Cu-Li合金焊接时容易产生结晶裂纹,一定程度上限制了2195铝锂合金的应用。本研究通过采用变极性TIG(VPTIG)新工艺,在很大程度上改善了2195铝锂合金在TIG焊时遇到的问题。
1 试验材料和方法
1.1 试验材料
试验所用材料为2195铝锂合金板,尺寸400mm×100 mm×2 mm,热处理状态为T8态,其主要化学成分和力学性能分别如表1和表2所示。填充金属选用直径为φ1.6 mm的ER2325焊丝,其主要化学成分如表3所示。

表1 2195铝锂合金化学成分 %

表2 2195铝锂合金的力学性能

表3 ER2325焊丝化学成分 %
1.2 试验方法
采用平板对接的方式进行拼接,利用琴键工装压紧试板,保证装配间隙小于0.5 mm,背面采用氩气保护;采用VPC450自动焊接设备实施焊接,焊接方向垂直于轧制方向,焊接保护气为纯氩。
焊态条件下,利用X射线探伤方法检测焊缝内部有无气孔等焊接缺陷。
1.3 工艺参数选择
为确定合适的焊接工艺参数范围,对2195合金进行了大量的参数试验。经过前期试验,得到初步的试验工艺见表4。

表4 VPTIG焊接工艺参数
2 试验结果分析
2.1 接头宏观形貌
根据表3中的工艺参数条件进行试板焊接,并观察焊缝的宏观形貌。图1为在1#工艺参数条件下的焊接后的焊缝形貌。由于焊接电流偏小,熔深较小,焊缝背面出现未焊透的现象。

图1 工艺1条件下的焊缝反面形貌
图2为3#工艺参数条件下的焊接后的焊缝形貌。因焊接电流过大,焊缝成形较差,存在烧穿缺陷。
图3是在2#工艺参数条件下的焊接后焊缝正反面形貌。由图3可知,焊缝表面光滑,与母材圆滑过渡,反面成形均匀,焊缝保护较好,未出现咬边、表面气孔等缺陷。
图4为2#工艺条件下焊缝的X射线探伤底片,未发现气孔、夹渣等缺陷,焊缝内部质量良好。因此,确定2#工艺参数为最佳工艺参数。
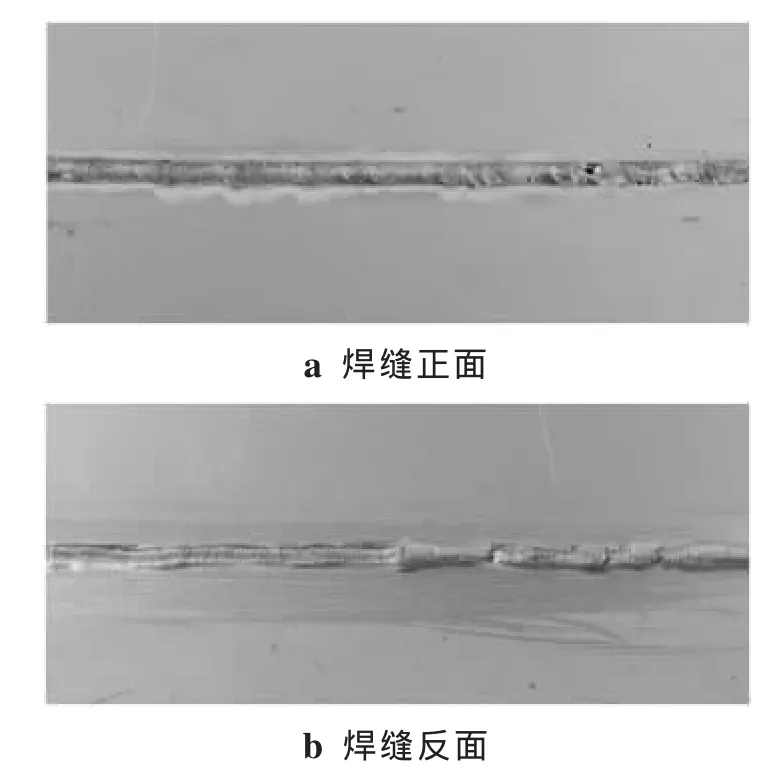
图2 工艺3条件下的焊缝形貌

图3 最佳焊接工艺参数下的焊缝形貌

图4 焊缝X射线探伤底片
2.2 显微组织观察
经X射线探伤合格后的试板,按标准GB/T228.1-2010要求,采用线切割制备成标准的焊接接头拉伸试样,如图5所示。

图5 拉伸试样示意
在EHC-300型拉伸试验机上测试焊接接头的力学性能;采用Keller试剂对焊缝和母材表面进行浸蚀,在Leica-DMR型金相显微镜上观察焊缝和母材的显微组织形貌。
2195合金母材的显微组织形貌如图6所示。由图6可知,由于试板经过轧制,母材呈现明显的条带状组织,在α(Al)基体上分布着析出强化相,同时在晶界上分布着灰色第二相。

图6 2195铝锂合金母材显微组织形貌
焊接接头显微组织形貌如图7所示。由图7可知,焊缝区组织由等轴晶和树枝晶组成,等轴晶晶粒尺寸明显小于母材;热影响区(HAZ)组织相较于母材,晶粒大小略有一定的增长,造成该区域晶粒增大的主要原因是由于在焊接过程中,母材受热,晶粒发生再结晶现象,晶粒长大,从而降低焊缝力学性能[7-8]。
焊接接头的金相显微组织中并未看到铝合金焊接时常见的焊缝边缘柱状晶组织,但发现熔合区附近存在一层独特的细晶组织,如图7b箭头所示。李小飞[6]等人的研究表明,细晶层的存在有利于降低铝锂合金的焊缝热裂纹敏感性,从而明显改善其焊接性。
产生细晶区的原因:(1)焊接冷却时,熔池结晶是由熔合线先开始的,结晶速度较大,从而能快速形核,晶粒来不及长大,所以产生一个明显的细晶区。(2)Li在铝中的分配系数小于1,且作为表面活性元素易富集在固液界面前沿的液相中使溶质浓度增加,并吸附在晶核表面,一方面导致成分过冷度ΔTW的增大,促进新相成核;另一方面则阻碍了微小晶体的成长,使晶粒细化,为焊缝熔合区细小等轴晶粒的形成提供了动力学条件[5-6]。
图7c为热影响区显微组织,由图可知,除基体上分布着少量黑色颗粒状的AlLi相外,晶界上还析出了大量的灰色的第二相,呈针状、短杆状,为CuAl2相。这些第二相的析出和长大,会显著降低接头的力学性能,成为材料破坏的源头。

图7 焊缝显微组织形貌
2.3 接头力学性能
图8为最佳工艺参数条件下的焊接接头的抗拉强度和延伸率。接头平均抗拉强度约为373 MPa,约为母材强度的66.5%(母材σb=560 MPa),平均延伸率为7.4%,接头强度稳定。

图8 焊接接头强度及延伸率
3 结论
(1)VPTIG焊接方法可以有效焊接厚度为2mm的薄板2195铝合金。
(2)在 I+=70~80 A,I-=90~100 A,氩气流量 12~14 L/min,焊接速度200 mm/min的条件下,焊缝成形美观,内部质量良好。
(3)在最佳工艺参数范围内,合金接头的平均强度约为373MPa,延伸率为7.4%。
(4)焊缝中心组织为等轴晶组织,在熔合区附近存在独特的细晶区域;焊缝组织中存在着少量第二相,在α(Al)基体上分布着黑色的AlLi相,晶界处有CuAl2相。
[1]Grimes R.,Cornish A.J.,Miller W.S.,et al.Aluminum-Lithium based alloys for aerospace applications[J].Metals and Materials,1985(1):357-363.
[2]郑子樵,张伟斌.航空航天工业中的铝锂合金[J].材料科学与工程,1990(2):20-25.
[3]任家烈,吴爱萍.先进材料的连接[M].北京:机械工业出版社,2000:39-74.
[4]李晓敏,申长吉,王 蕾,等.LY12薄板焊接热裂敏感性探讨[J].轻合金加工技术,1995(7):23-25.
[5]束 彪.2195铝锂合金焊接工艺及其焊接接头组织性能研究[D].沈阳航空工业学院,2010.
[6]李小飞.2195铝锂合金焊接热裂纹敏感性和焊接材料研究[D].北京:航空材料研究院,2007:20-25.
[7]蒋 呐.2195合金轧制板的显微组织影响[J].铝加工,2012(5):14-15.
[8]束 彪,国旭明.双脉冲MIG焊对2195 Al-Li合金焊缝组织及性能的影响[J].沈阳航空工业学院学报,2009,26(5):60-61.
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
粉末冶金技术(2021年3期)2021-07-28
有色金属科学与工程(2021年1期)2021-03-04
中成药(2019年12期)2020-01-04
山东冶金(2019年3期)2019-07-10
中国铸造装备与技术(2017年3期)2017-06-21
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
凿岩机械气动工具(2016年3期)2016-03-01
