
十字架式高速伺服分瓶器的研究开发
2014-04-21 06:49杨晓红贾香芝
机械工程师 2014年2期
杨晓红, 贾香芝
(广州市万世德包装机械有限公司,广州510800)
0 引言
大部分瓶装物在出厂前需要进行二次包装,二次包装最初开发是用来保护产品,或使它更加容易地将一些产品包装在一起。这些特点今天依然对包装产业很重要。通常,二次包装本身就成为一个销售单元,目前,在饮料、酒类、石化、食用油、食品的多数产品采用三大类型的二次包装:纸箱、收缩膜包装和塑料箱。但无论哪种型式的包装,都需要把集中输送的瓶子分成组,在成组之前的进瓶至关重要。对于标准的圆形瓶进瓶目前来看没有多大障碍,但异形瓶进瓶便会产生堵瓶、卡滞现象,严重影响生产效率。为了解决这个难题,2009年开发出了第一代分瓶器,此机器框架上设有输送带,框架内位于输送带输出端的一侧设有移动隔板,用于将输送过来的瓶装物分成所需要的排数,移动隔板上有止瓶星轮计数和让瓶子短暂停止以便分排。实现分排和分列输送,因为本机是间歇运动,不能实现连续输送,这种分瓶机在低速生产线上可能很好地实现本机功能,但随着时代的进步,越来越多的高速生产线出现了,为了适应高速生产线,在原来机器的基础上,开发出第二代分瓶器——龙门架式分瓶器(发明专利号为ZL 2010 1 0266725.7),这种分瓶器在现场使用效果很好,它用了3个电缸和3套伺服电机及控制器(其中1套用在输送链上进行调速),但因整体机架占用空间面积较大,且制造成本很高,一般中小客户不能承受。为了更好地使本产品推广应用,考虑到可靠性和经济性,又开发了第三代分瓶器——十字架式高速伺服分瓶器,对设备结构和性能进行了优化设计。
1 机器构成
高速伺服分道器由框架、前端固定隔板、中间隔板组件、X轴伺服驱动装置、Y轴伺服驱动装置、摆动隔板组件、进瓶隔板组件、导向板组件、输送链组件、电柜控制系统等构成,见图1。
2 工作原理
输送链高速输送来的瓶子从进瓶隔板进入,通过导向板组件到摆动隔板组件,X轴伺服驱动装置上伺服电机驱动丝杠式驱动轴向前加速运动,当输送链输送瓶子的速度跟中间隔板和Y轴伺服驱动装置的运动速度同步时,Y轴伺服驱动装置上的丝杠式驱动轴驱动摆动隔板沿Y轴移动一个瓶子宽度的距离,达到分瓶目的。此时,X轴伺服驱动装置上的伺服电机减速,瓶子继续输送,前面的计数光电计瓶达到设定值,X轴伺服驱动装置带动Y轴伺服驱动装置和摆动隔板组件向X进瓶的反方向运行,完成一个循环。
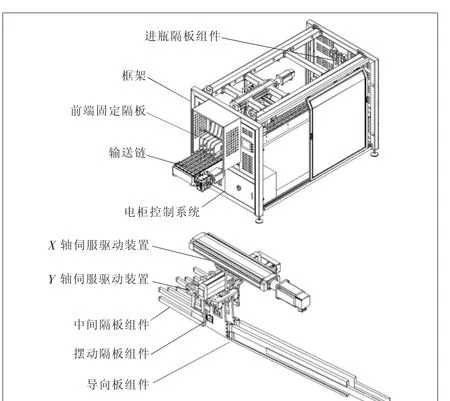
图1 高速伺服分道器结构
单排输送进来的瓶子,根据包装形式的不同,出瓶时可以分三道、四道,最多可以分成八道,在机器上只增减分隔板就可实现不同的分道。
设输送链的的速度为V,X轴方向的电缸速度为V1,Y 轴方向的电缸速度为 V2,瓶子大小为( 长×宽)=b×a,瓶子进瓶方向如图2所示。
当计数器所数瓶子达到额定值(假定为20)后,为防止卡瓶,分道的最佳位置如图2所示。
此时,V1方向电缸的动作可分为4阶段:1)加速阶段。V1从0加速到V,所需时间为t1,加速度为a1,隔板前进了S1,在此时间里,输送链前进了S;2)匀速阶段。V1=V,分道动作在此阶段完成;3)减速阶段。V1从V减到0;4)返回原点。
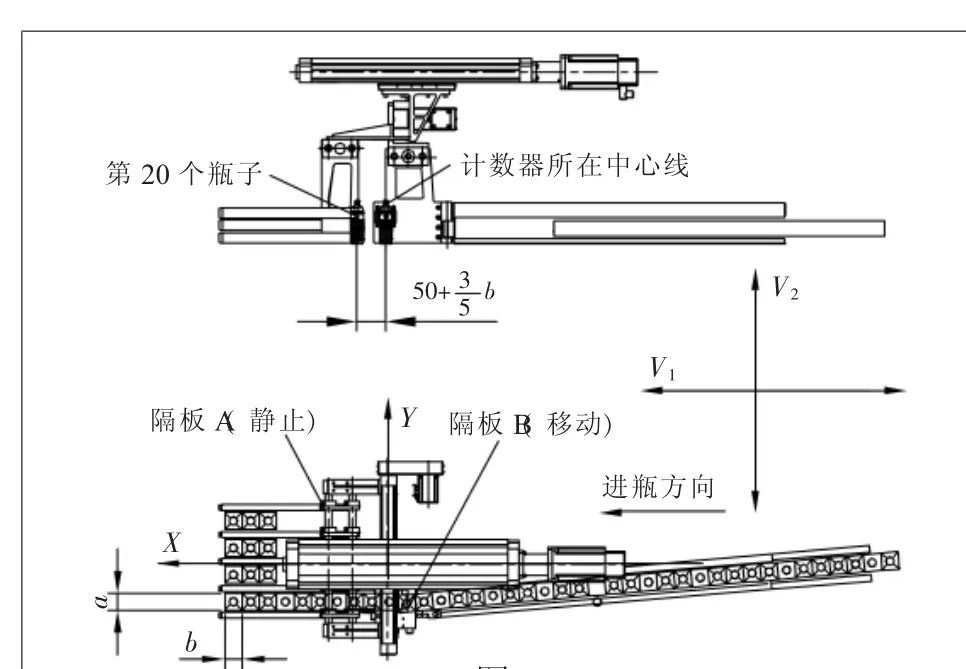
图2
为了使瓶子在V1加速完成后瓶子刚好达到图3的位置,有以下经验关系式:S-S1=50+3b/5。
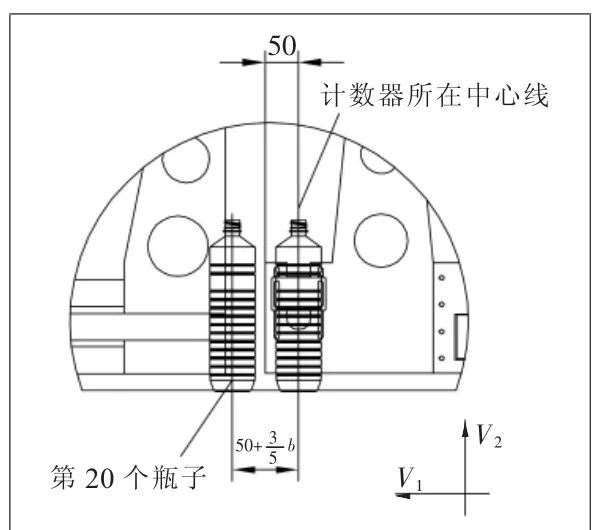
图3
3 整体结构及方案配置
为了既减轻质量又确保整体结构的强度与刚度,分道器主体框架的材料主要采用碳钢烤漆制成,分道板和支撑运动模块的支架全部采用铝合金表面阳极化处理制成。
十字架式分道器整体配置如图4,输送链电机减速器上连接的编码器跟踪输送链的线速度,也就是瓶子的运动速度,当X轴从0速开始加速追踪输送链的线速度进入等速阶段,运动控制器输入变道信号,Y轴收到变道信号后,在等速段结束前完成变道,X轴开始减速,X轴的运动行程最大为400 mm。
加速度 a1可根据输送链速度做出适当调整,保证整机运行平稳,分道时整机振动小,以减少倒瓶卡瓶的可能性。
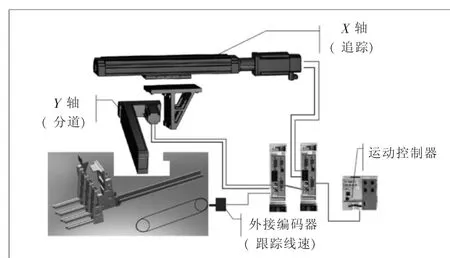
图4
3.1 X轴运动规律及结构
X轴负责带动整个分道机构在流水线方向前后运动,完成追踪线速度的工作。X轴方向折合负载约为80 kg,有效运动行程为400 mm,预定线速为720 mm/s,完成单向追踪的时间约为0.70 s,结构及运动规律如图5所示。
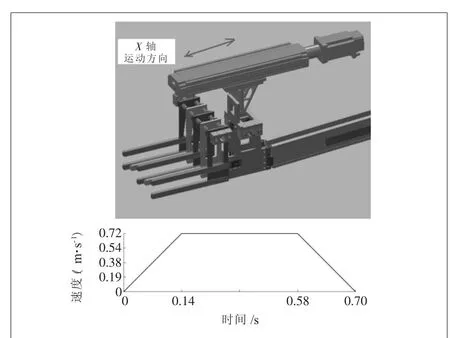
图5
为实现跟踪速度准确,加减速时运动平稳,选用进口某知名品牌的滚珠丝杠式集成运动模块,伺服电机直接驱动滚珠丝杠方式代替了以往由伺服电机通过减速器驱动同步皮带运动方式,结构更加合理。而且也只用一个运动集成模块代替了以往2个平行安装的同步带式电缸,使机器整体布局大大缩小,节约了成本,滚珠丝杠的高精度、高强度使运动更加平稳可靠。
3.2 Y轴运动规律及结构
Y轴负责带动导向机构在流水线交叉方向左右运动,完成分道的工作;Y轴方向折合负载约为45 kg,有效运动行程为390 mm(6道×65 mm),每次移动 65 mm,须在X轴等速段完成后,开始做加速减速运动。完成变道的时间约为0.28 s,运动规律如图5示。为使Y轴运动模块能承担更高载荷和Y轴运动距离小的特点,结合机器的整体结构,Y轴运动模块选用伺服电机通过皮带传动减速后,再驱动滚珠丝杠带动摆动隔板组件的运动模式。Y轴运动模块以纵向安装,可以选比X轴运动模块负载更小的系列型号,经济性是显而易见的。
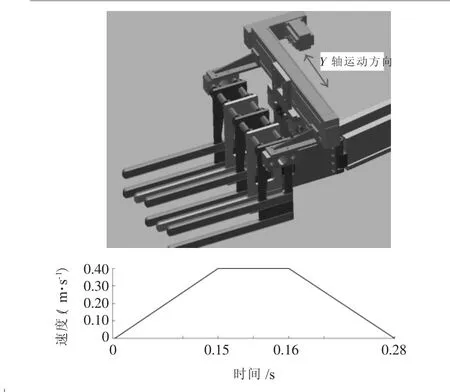
图6
4 结语
本文较详细地介绍了十字架式高速伺服分瓶器的结构和工作原理。经过多家饮料厂使用后,验证了它具有工作可靠、运转灵活、操作方便、分瓶速度快,分瓶精度高等特点,且本机与瓶子接触的铝合金隔板上包有一层低摩擦系数的塑料材料,使维护运行操作的成本降低,是食品饮料行业包装异型瓶时的首选设备。
[参考文献]
[1]徐元昌.工业机器人[M].北京∶中国轻工业出版社,1999.
[2]陈晓勇.机器人的结构设计[J].机械研究与应用,2004,17(1):53-54.
[3]熊有伦.机器人技术基础[M].武汉∶华中科技出版社,2002∶79-82.
[4]刘远强,杨晓红.一种高速分瓶机:中国,CN101905753A[P].2010-12-08.
猜你喜欢
机械设计与制造工程(2022年6期)2022-07-20
电力设备管理(2022年2期)2022-02-17
设备管理与维修(2021年13期)2021-09-05
微特电机(2020年11期)2020-12-30
制造技术与机床(2019年11期)2019-12-04
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
工业设计(2016年6期)2016-04-17
通信电源技术(2016年1期)2016-04-16
深圳职业技术学院学报(2015年5期)2015-11-30
