
焊后局部热处理的加热范围
2014-09-04 09:50南东国翟长峰杨润梅大连中集重化装备有限公司
中国特种设备安全 2014年2期
苑 怡 丛 轶 南东国 翟长峰 杨润梅 蒋 鑫 大连中集重化装备有限公司
焊后局部热处理的加热范围
苑 怡 丛 轶 南东国 翟长峰 杨润梅 蒋 鑫 大连中集重化装备有限公司
对ASME及国内压力容器相关标准的新旧版本关于焊后局部热处理加热范围的规定进行了对比分析,指出某些标准对同类条款表达不准确,容易引起设计、制造和监检等各方争议。个别国内标准在新版中对加热宽度的规定欠妥。
焊后热处理 加热方法 局部加热 加热带宽度 有效加热范围
对于压力容器焊后热处理的公称厚度,文献[1]已进行了分析辨别,厘清了各相关标准中有争议的条款,对制造厂正确制定压力容器焊后热处理工艺和消除产品验收时各方分歧是非常有益的,同时对某些标准的修订也不无裨益。在焊后局部热处理过程中,由于国内外相关标准对局部加热范围和加热方法的描述存在差异,也会给局部热处理工艺的制定和产品验收造成争议。这些争议,有的是不同译者对国外标准相关条款的理解和描述不同,有的则是标准的某些规定欠妥。
1 各相关标准对焊后局部热处理加热范围的规定
1.1 国内外压力容器相关标准对局部热处理加热带宽度的规定
国内外相关标准对压力容器焊接接头局部热处理的加热带宽度都作出了规定,其中有的标准新旧版本的规定发生了变化,详见表1。
1.2 关于加热带宽度的分析与讨论
从表1可以看出,国内相关标准在修订版都减小了局部热处理加热带的宽度,尤其是GB150.4-2011减小的较明显。HG20584-2011也对加热带宽度做了调整。由于GB150.4-2011仅适用于压力不大于35MPa的压力容器,且不适用于核容器,因此,仅与ASME-Ⅷ的1、2册接轨是正确的。HG20584-2011的适用范围已注明“除另有规定外均与GB150相同”,因此其局部热处理加热宽度稍作减少,涵盖ASME-Ⅷ第3册的规定,同时适用于超高压容器。NB/T 47015未限定使用压力范围,也像GB150.4-2011那样减小局部热处理加热宽度是不妥的,作为能源行业标准,它应涵盖ASME-Ⅲ和上述所有标准的使用范围。当设计图样同时引用GB150.4、HG20584和NB/T47015的2011版标准时,按NB/T47015进行的产品局部热处理将被拒收。由于该标准涵盖的压力容器范围远大于其他标准,因此,应分别明确规定35MPa以下和超高压容器的局部热处理加热宽度,使之和其他国内外相关标准接轨。

表1 国内外标准对焊后局部热处理加热带宽度的规定
2 对不同结构焊缝局部加热方法的要求
2.1 焊后整体热处理的加热方法
国内外标准对焊后整体热处理方法基本相同:
1) 炉内整体热处理;
2) 容器内加热整体热处理;
3) 分段炉内热处理,要求重复加热部分不小于1500mm;
4) 分段整体在炉内热处理,然后对各段连接环焊缝进行局部热处理。
2.2 焊后局部热处理的加热方法
国内外标准对局部热处理的加热方法的描述有些差异,容易在执行中引起争议,影响产品验收。表2是国内外标准对不同类别焊缝局部热处理加热方法和加热范围的规定。
2.3 焊后局部热处理的加热方法的分析与讨论
对于整体加热焊后热处理,国内外标准都是允许的,但在实际应用中,某些设计单位和业主对容器内加热整体热处理尚存疑虑,特别是大型塔器的现场热处理,他们宁愿采用对塔体分段整体热处理然后对连接环焊缝进行局部热处理的工期长的加热方式,而不接受在现场一次性从容器内加热的整体热处理。

表2 国内外标准对不同焊接接头局部热处理加热方式的规定
对于局部加热焊后热处理,除HG20584-2011明确规定纵焊缝不容许局部热处理外,其他国内外标准都未禁止。其实,在容器制造过程中纵焊缝的局部热处理一般仅用于筒体校圆或分瓣拼接封头的矫形,不可能被用作容器的最终热处理,如果容器最终不要求热处理,纵焊缝的局部加热只要不损害材料性能,应该是容许的。因此,大多数标准并不禁止。如果容器最终需整体热处理,在其之前对纵焊缝的局部热处理只不过是增加了制造过程的热循环时间,可在焊评时予以考虑。至于热处理后的修补,不管何类焊缝都可按修补后的局部热处理对待。由此可见,规定纵焊缝不容许局部热处理是没有必要的。
国内外标准关于局部热处理加热范围和加热方法的差异主要集中在接管或附件与壳体连接的相贯环焊缝处。在这些标准中,以GB150.4-2011的描述较为
清晰,即对于筒体对接的环焊缝,加热范围是筒体对接焊缝全周长(见图1),加热带宽度为对接焊缝每侧一倍焊缝公称厚度或50mm,取二者中的较小值;对于接管或附件局部热处理的加热范围为接管或附件与筒体连接焊缝周边的环形加热带,加热宽度为焊缝每侧(筒体侧和接管侧)一倍焊缝公称厚度或50mm,取二者中的较小值(对超高压容器加热带宽度为焊缝每侧2倍以上热处理公称厚度)。对接环焊缝加热的“筒体全圆周”与接管与筒体连接焊缝的“筒体全圆周”并不是一回事,前者是指加热筒体对接焊缝(B类)的周长,后者是指接管或附件与筒体连接焊缝(D类)周边的环形加热带(见图2)及接管或附件与封头连接焊缝周边的环形加热带(见图3),此“圆周”实非彼“圆周”。为免混淆,GB150.4-2011用“筒体全周长”和“筒体全圆周”来区分。
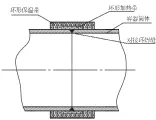
图1 筒体对接环焊缝(B类)局部加热及保温范围
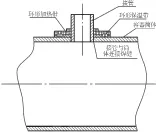
图2 接管与筒体连接焊缝(D类)的局部加热保温范围
此外,GB150.4-2011对于无法有效控制变形的情况,规定可以扩大加热范围,除接管或附件周边环形加热带外,还可以把包括接管或附件在内的整个筒体周长范围都进行加热(见图4)。
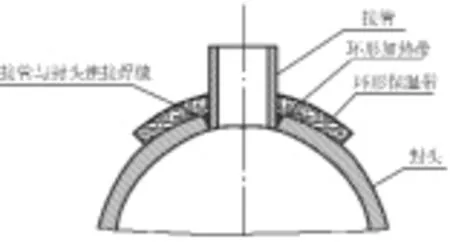
图3 接管与封头连接焊缝(D类)的局部加热保温范围

图4 接管与筒体连接焊缝和筒体圆周同时加热保温的形式
3 结束语
为了更准确地编制焊后局部热处理工艺,避免在产品交货时因热处理加热方法和加热范围引起供需及监检各方的争议,对局部热处理的一些条款进行分析,以求业内各方达成共识。
1 武艳芳,丛轶,鲁果昌,等.焊后热处理公称厚度定义辨析.化工设备与管道,2012,49(4):13-15
The provisions for local postweld heat treatment heat range in ASME and old and new versions of domestic pressure vessel standards were analyzed and compared. It pointed out that the expression of similar provisions in some standards is not accurate, which could cause the controversy among design, fabrication, inspection and so on. Provision for heating width in individual new version of domestic standards is not appropriate.
PWHT Heating means Local heating Heating zone width Effective heating range
2013-08-19)
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
装备制造技术(2020年1期)2020-12-25
女报(2020年7期)2020-08-17
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
儿童故事画报(2019年8期)2019-08-14
制造技术与机床(2019年4期)2019-04-04
