信号相关性在石蜡成型机故障诊断中的应用
2014-09-19 08:54林敏,崔远慧,梅彦平,潘宏昆
大连工业大学学报 2014年4期
林 敏,崔 远 慧,梅 彦 平,潘 宏 昆
(1.大连理工大学 城市学院,辽宁 大连 116600;2.大连工业大学 信息科学与工程学院,辽宁 大连 116034;3.大连科信起重电气有限公司,辽宁 大连 116000)
0 引 言
石蜡生产是石油深加工的一个重要环节。将液态蜡通过液氨冷却后加工成固态石蜡是石蜡深加工的主要方法之一,完成这项工作的机器称为石蜡连续成型机。
石蜡连续成型机依靠平移机构带动机身两侧的链条移动,进而带动特定重量的蜡盘移动,完成液态到固态石蜡的转换过程。链条的平行度是保证成型机顺利运行的关键部分。但由于石蜡加工的特殊性,链条的平行度很容易发生变化。由于石蜡具有一定的黏度,经常粘在链条周围,使得链条的运行不稳定,平行度也很容易发生变化。如果不平行度超过设定值,容易出现堆链现象,蜡盘也易卡盘,如果不及时发现,可能会将蜡盘卡坏,将链条拉断,更有甚者可能将成型机整机框架拖动变形等,损失巨大[1-2]。
目前国内外采用的处理方法有两种:一是采用接近开关检测平行度。在每侧的每层链条的末端安装一个接近开关。当两侧的链条平行度发生变化,同一层两侧的接近开关接收到的信号会出现时间差。如果两侧的时间差超过设定的时间,会发出报警信息[3]。另外一种是采用应力阈值比较法,在每层链条的每侧都安装一个应力传感器,通过对应力传感器当前采集到的应力值与链条事先设定的应力报警值进行比较,高于该报警值,则给出报警信号[4-8]。上述的监控方法简单,但这些报警装置都是在故障发生后报警、停机,由于石蜡成型机运行过程中很容易出现噪声干扰等情况,因而很容易出现误报警。
本文提出一种新的方法,该方法除了考虑到每根链条的每层应力值的变化外,还将整个石蜡连续成型机的运行状态纳入到系统中,将主电机的力矩、运行速度、功率等参数与应力值加以综合考虑。不仅避免了单一参数检测一旦出现故障整个报警系统将无法运行的弊端,而且与传统的应力值监测相比,大大提高了故障检测的准确性。
1 石蜡成型机故障诊断系统设计
故障诊断系统由三部分组成,如图1所示。主系统由西门子S7-300的PLC组成,控制石蜡连续成型机的运行。预警诊断系统由嵌入式平板电脑和数据采集卡组成,用来采集包括来自现场应力传感器和转换装置在内的原始数据信号。预警系统选择嵌入式平板电脑和数据采集卡而不直接使用PLC的原因是为了确保预警诊断系统的可靠性和实时性。
嵌入式平板电脑采用研祥IPC815,数据采集卡根据模拟量输入输出、数字量输入输出的位数选择。转换模块和500kg的应力传感器选用托利多的产品。数据采集卡除了采集应力传感器信号外,还需要采集来自主系统PLC传递的主电机频率、功率和扭矩信号。系统则经过相应的算法处理后给出报警和停车两种数字量信号。
2 石蜡连续成型机信号相关性分析
2.1 特征信号提取
石蜡连续成型机的运行过程如图2所示。主电机拖动主动轮,主动轮通过平移机构带动不同层的齿轮运行,齿轮带动链条运转。整个运行过程中,电机的速度、扭矩和功率等参数将直接决定了链条的运行速度,从而决定了链条上应力的变化。因此,石蜡连续成型机整个运行过程中,主电机的运行状态和链条应力之间的变化同时反映了机器的运行状态。

图2 石蜡连续成型机单侧链条电气运行示意图Fig.2 The electrical diagram of the chain in one side
以辽宁某石化厂年产量50 000t石蜡连续成型机为例,对运行过程中的相关参数进行特征分析。该石蜡连续成型机每侧链条长度为251m,分7层传输。文中截取了2011-09-06T13:50—2011-09-07T13:50共计5 158组(5 158×17=87 686个)数据作为样本。从所得到的样本数据中得到如下结论:(1)链条应力值在静止状态下基本保持不变。此时的应力值为预紧应力,该值与链条的本身参数有关,而与机器的运行无关。(2)当机器运行时,应力值会发生相应的变化,速度越快,应力变化值越大。(3)当速度一定时,应力变化值基本不变。
2.2 信号相关性分析
2.2.1 皮尔逊积矩相关系数
在统计学中,皮尔逊积矩相关系数(Pearson product-moment correlation coefficient),有时也简称为PMCC,通常用r表示,用来度量两个变量X和Y之间的相互关系(线性相关),取值范围在[-1,+1]。当|r|=1时,表示两个信号之间绝对正相关或者负相关,数值的绝对值越接近1,两者之间的线性相关性越强。利用皮尔逊积矩相关系数进行数据分析已经在不同的领域得到了很好的应用,效果显著[9]。
2.2.2 分析结果
将正常运行过程中的5 158组数据,利用SPSS13.0分析两两信号之间的线性相关性,皮尔逊积矩线性相关分析结果如表1所示。
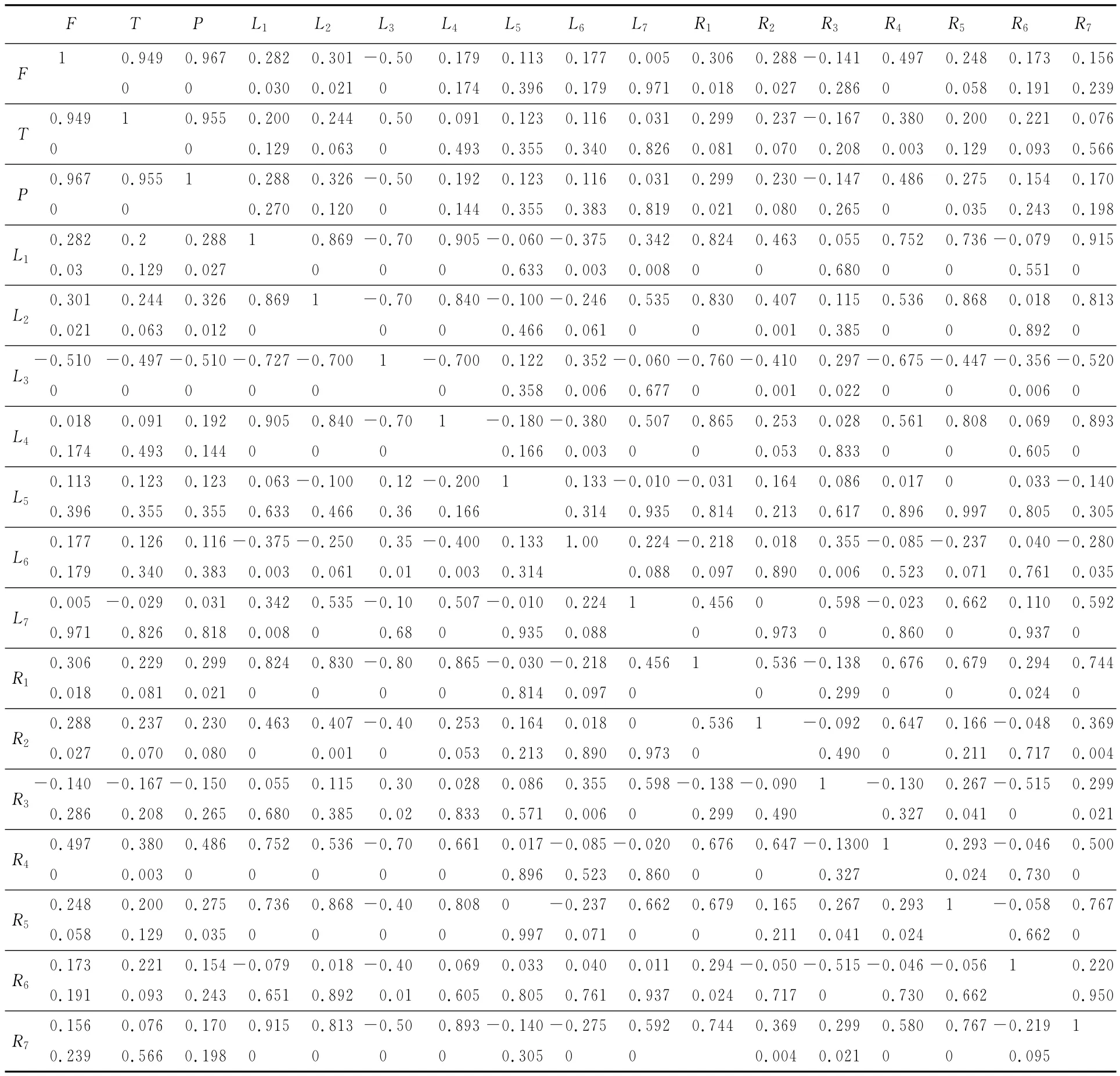
表1 正常状态下的皮尔逊分析结果(N=5 158)Tab.1 The Pearson correlation in a normal status(N=5 158)
从表1中的分析结果可以得到如下结论:(1)运行频率与第1~4层的两侧应力都线性强相关,但对第5~7层线性弱相关。(2)运行频率、电机扭矩和功率输出线性相关显著。(3)每1层两侧的应力值线性相关显著。(4)第1层的应力与第2、3层线性相关显著。(5)每1层的应力与相应的上一层和下一层的线性相关显著。
3 故障模拟分析
3.1 单层数据异常
模拟第1层左侧数据在运行过程中出现异常的情况。故障模拟过程中,除了在1s之内应力值持续增加然后缓慢减少的状态外,考虑到石蜡运行过程中时常有噪声干扰,还增加了瞬间应力值增大而后恢复到正常值的状态。利用相同的分析方法,得到的分析结果如表2所示(删除了与表1数据相同的部分)。从表2中可以看出,和第1层左侧数据相关的相应参数均发生了显著的变化,而其他各信号之间的相关系数不变。因此,可以通过相关系数的变化来判断运行过程中发生了异常。使用本文中的方法对模拟过程中的情况都进行了准确的判断。

表2 故障时皮尔逊分析结果(N=5 158)Tab.2 The Pearson correlation results in a fault status(N=5 158)
3.2 与应力阈值法比较分析
该方法属于硬判决,判决时只考虑了当前的数据采集值。应力阈值法的定义式为

其中,E为阈值,A为当前数值,S为设定值。当E大于预先设定的具体数值时,将发出报警信息。
利用表1中的模拟数据,采用应力阈值法,令E=1,S取正常状态时每个参数的平均值。即

由上述定义可知,在出现噪声干扰造成应力值瞬间增大时,如果计算结果E大于设定值,则将出现报警状态,此时的报警很明显是虚警,本不应该报警而给出了报警信息。在石蜡成型机工作过程中由于干扰经常出现,虚警的出现将明显降低判断的准确率。
4 结束语
与传统的应力监控系统相比,本文设计的石蜡连续成型机预警系统由于采用嵌入式技术,在实时性和可靠性上具有明显的优势。利用信号相关性来检测成型机运行状态,和传统的阈值判断法相比,在对于噪声引起的瞬间应力值变化时,报警准确率为100%。该方法可以准确地进行预警,将可能的危险及时告知,从而进行及时有效的处理,避免危险的发生。该方法已经在辽宁某石油厂实际应用,得到用户的认可。该方法对其他石蜡连续成型机的运行也有一定的指导意义。
[1]大华化工机械及自动化研究设计院.石蜡成型机存在的主要问题及原因[EB/OL].[2011-01-26].http://www.hgzdh.cn/W/HdContentDisp-23-626-2011126-575100.htm.
[2]GHANAEI E,ESMAEILZADEH F,FATHIKALAJAHI J.Wax formation from paraffinic mixtures:A simplified thermodynamic model based on sensitivity analysis together with a new modified predictive UNIQUAC[J].Fuel,2012,99:235-244.
[3]葛文军.石蜡成型装置的技术改造[J].广州化工,2012(11):174-175.
[4]赵旭,郑大智.石蜡连续成型机应力监控系统改造[J].石油化工设备,2010(9):103-105.
[5]李娜.石蜡成型机的实时监控[J].科技致富向导,2010(6):63-65.
[6]于永成,于永强,张运鑫.石蜡连续成型机主链条运行:中国,201120249740[P].2012-05-23.
[7]孙秋菊,韩焱.信号相关性分析及其在超声检测中的应用[J].计量与测试技术,2005,32(12):28-29.
[8]孙亚飞,刘振宇,孙静,等.应用于冶金工业的电磁无损检测技术[J].自动化仪表,2011(6):1-7.
[9]王根平.基于微处理器的数字超声波流量计[J].自动化仪表,2007(6):11-14.
猜你喜欢
煤气与热力(2022年2期)2022-03-09
初中生世界(2020年43期)2020-12-18
初中生世界·九年级(2020年11期)2020-12-02
教育教学论坛(2019年7期)2019-03-18
新型建筑材料(2018年11期)2018-11-23
制造技术与机床(2018年9期)2018-09-19
科学与财富(2018年16期)2018-08-10
现代工业经济和信息化(2018年10期)2018-02-21
北京航空航天大学学报(2017年5期)2017-11-23
中国铸造装备与技术(2017年3期)2017-06-21