
一起花旗参茶生产过程微生物污染事故的分析及对策
2014-12-20 06:58马永
食品与机械 2014年6期
马 永
(福建生物工程职业技术学院,福建福州 350700)
花旗参,属于白参类,富含人参皂苷,以及人体必需的多种维生素、氨基酸和微量元素,具有补气、滋阴、润肺作用,可双向调节人体的神经、免疫、内分泌、心血管等系统[1]。花旗参茶是一种中草药植物性饮料[2],它富含有机物和糖类。这些有机物和糖类都是微生物良好的培养基,为微生物污染提供了很好的滋生场所。某饮料企业在某一年4月底生产塑料瓶装花旗参茶期间出现了成品微生物指标菌落总数严重超标的现象。由于该企业已经建立了该产品的HACCP食品安全管理控制体系,出现微生物污染事故后,立即启动了HACCP体系内审工作,核查体系运行情况[3],经过内审,发现该企业在落实HACCP上还有一定的差距。本研究依据生产工艺流程、与微生物污染相关关键点操作规范和危害分析,采用微生物指标菌落、霉菌总数排查的方法找出可能发生微生物污染的隐患,调整加工过程,使之重新处于控制中,生产出符合要求的产品。
1 排查方法
1.1 HACCP控制下的花旗参茶工艺流程
花旗参茶工艺流程见图1。
1.2 与微生物污染相关的控制点操作规范
1.2.1 原辅料及包装材料的验收(CCP1) 向供货商索取每批次原辅料及包装材料的质量合格证明,技术部门依据相关标准对原辅料及包装材料进行抽检,并填写相关检验记录。每年向供货商索取权威检测部门签发的《检验报告》1次,并且每年抽取适量样品向权威检测部门送检。
(1)花旗参:重金属和农残等应符合NY/T 1043—2006《绿色食品人参和西洋参》标准要求。
(2)蜂蜜:理化指标应符合QB/T 18796—2003《蜂蜜》标准要求,卫生指标应符合GB 14963—2003《蜂蜜卫生标准》标准要求。
(3)耐高温PET瓶:应符合GB 13113—1991《食品容器及包装材料用聚对苯二甲酸乙二醇酯成型品卫生标准》标准要求。
(4)耐高温PP瓶盖:应符合GB 9688—1988《食品包装用聚丙烯成型品卫生标准》标准要求。

图1 工艺流程图Figure 1 Process flow diagram
1.2.2 原料处理
(1)花旗参清洗:在漂洗车中用清水漂洗花旗参1次,并沥干备用,由操作人员和品控填写《原料清洗记录表》。
(2)蜂蜜灭菌:将蜂蜜的含糖量调整至15% ~19%,在75 ~80 ℃下保温处理30 min[4]。
1.2.3 熬汤工序 把清洗好的花旗参放入不锈钢桶或熬汤锅内,加入适量的软化水进行第1次熬汤,熬汤公式:30 min/100℃;抽干第1次水浸提液后关闭出料阀门,加入适量的软化水进行第2次熬汤,熬汤公式:45 min/100℃。抽干第2次水浸提液后,加入适量的软化水将残留在熬汤锅的水浸提液冲洗干净。合并以上3次汤液为花旗参液。
1.2.4 过滤(CCP2、CCP3)
(1)将200目的尼龙滤布安装到双联过滤器上,花旗参液经过双联过滤器上的200目的尼龙滤布过滤后,再经过10 μm耐高温PP滤芯过滤后泵入调配缸,以进一步除掉热浸提液内残留的泥沙等异物。
(2)灭菌后的蜂蜜经200目的滤布过滤后泵入调配缸,以除去其中不溶于水的杂质。
1.2.5 灌装间卫生要求 灌装间的空气洁净度为局部100级。直接从事生产一线的员工要有良好的个人卫生习惯,符合GB 12695—2003《饮料企业良好生产规范》的要求[2]。
1.2.6 灭菌(CCP4) 采用超高温瞬时灭菌(UHT),灭菌温度控制在138℃以上,时间15 s,应符合GB/T 22023—2008液体食品超高温瞬时灭菌(UHT)设备验收规范。
1.2.7 空瓶、瓶盖灭菌(CCP5)
(1)空瓶使用前需剔除缺陷瓶,先经200 mg/L以上的次氯酸钠消毒5 min,再经过臭氧浓度为0.4 mg/L以上的臭氧水冲洗30 s。
(2)瓶盖与臭氧(浓度10 mg/L)接触的时间在30 min以上,再经紫外线(30 min,波长250~260 nm)连续杀菌,紫外线灭菌灯应符合GB 19258—2003要求。
1.2.8 热灌装、封口(CCP6) 灌装间的洁净度为局部100级,灌装温度控制在88℃以上,装瓶应立即封口,要求封口扭力矩(冷却值)控制在(1.5±0.3)N·m。
1.2.9 保温杀菌(CCP7)、喷淋冷却(CCP8) 采用倒瓶杀菌机进行水浴保温杀菌,控制瓶中心的温度≥86℃,时间≥30 s。用含氯的循环水进行喷淋处理,使出口的产品温度降至40℃以下,喷淋冷却后水的余氯含量≥0.5 mg/L。
1.2.10 喷码、灯检 先用压缩空气吹干瓶盖,再进行喷码处理。最后由灯检员剔除空瓶、未注满瓶、封口不严(高盖)等缺陷瓶,并注意回收物料。
2 微生物指标的动态观察
2.1 原料处理
参照GB/T 4789.2、15—2003的方法,对所处理原料进行菌落、霉菌总数检验,检验结果见表1。由表1可知,经过清洗后的花旗参和蜂蜜均不符合企业自检要求。
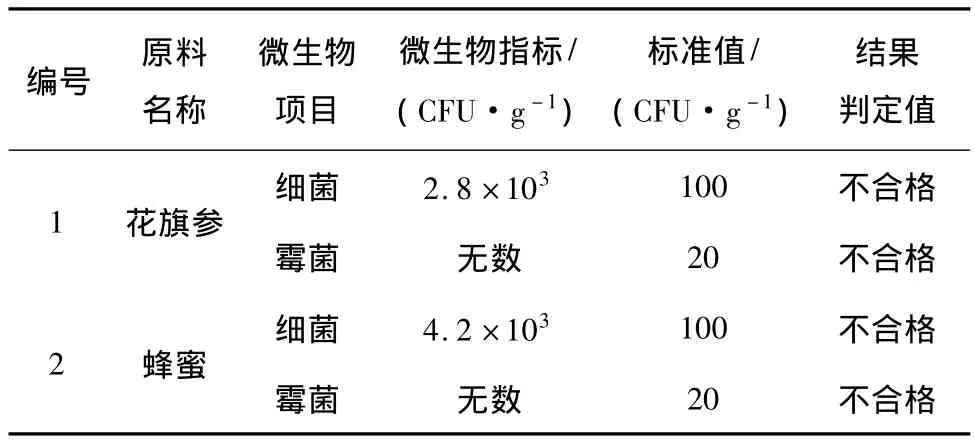
表1 原料处理微生物监测表Table 1 Microbiological monitoring table of the raw material processing
2.2 生产加工环节物料
参照GB/T 4789.2、15—2003的方法,采集花旗参生产过程1#2#调配罐、3#滤后罐、UHT、罐装头等设备中的物料进行菌落总数、霉菌总数检测,检测结果见表2。
2.3 空气、食品接触面、工作人员手部
参照GB/T 18204.1—2000《公共场所空气微生物检验方法 细菌总数测定》中的自然沉降方法,分别采集灌装间门口、输送带进口、洗瓶机工作台、不锈钢工作台、压盖机工作台等地点空气中微生物;同时参照《消毒技术规范》中的无菌棉拭子涂抹方法,分别采集食品接触面、现场操作人员手部上微生物。以上所采集的微生物进行菌落总数和霉菌总数检测,结果见表3~5。
2.4 成品
参照GB/T4789.2、15—2003方法检测成品菌落、霉菌总数,其中有4个批次检验结果为无数,其他结果均≤10 CFU/mL,依据DBJ440100/T 30—2009《植物饮料卫生要求》微生物指标要求,判定结果见表6。
2.5 菌落鉴定
对以上培养皿上所长细菌进行初步的分析[5],肉眼观察每个培养皿上均长有突起,边缘不整齐,白色的菌落;用接种针挑起菌落进行革兰氏染色,镜检结果可以判定为革兰氏阳性芽孢杆菌。
表2 不同设备中物料微生物监测表Table 2 Microbiological monitoring table of in samples from different outlets
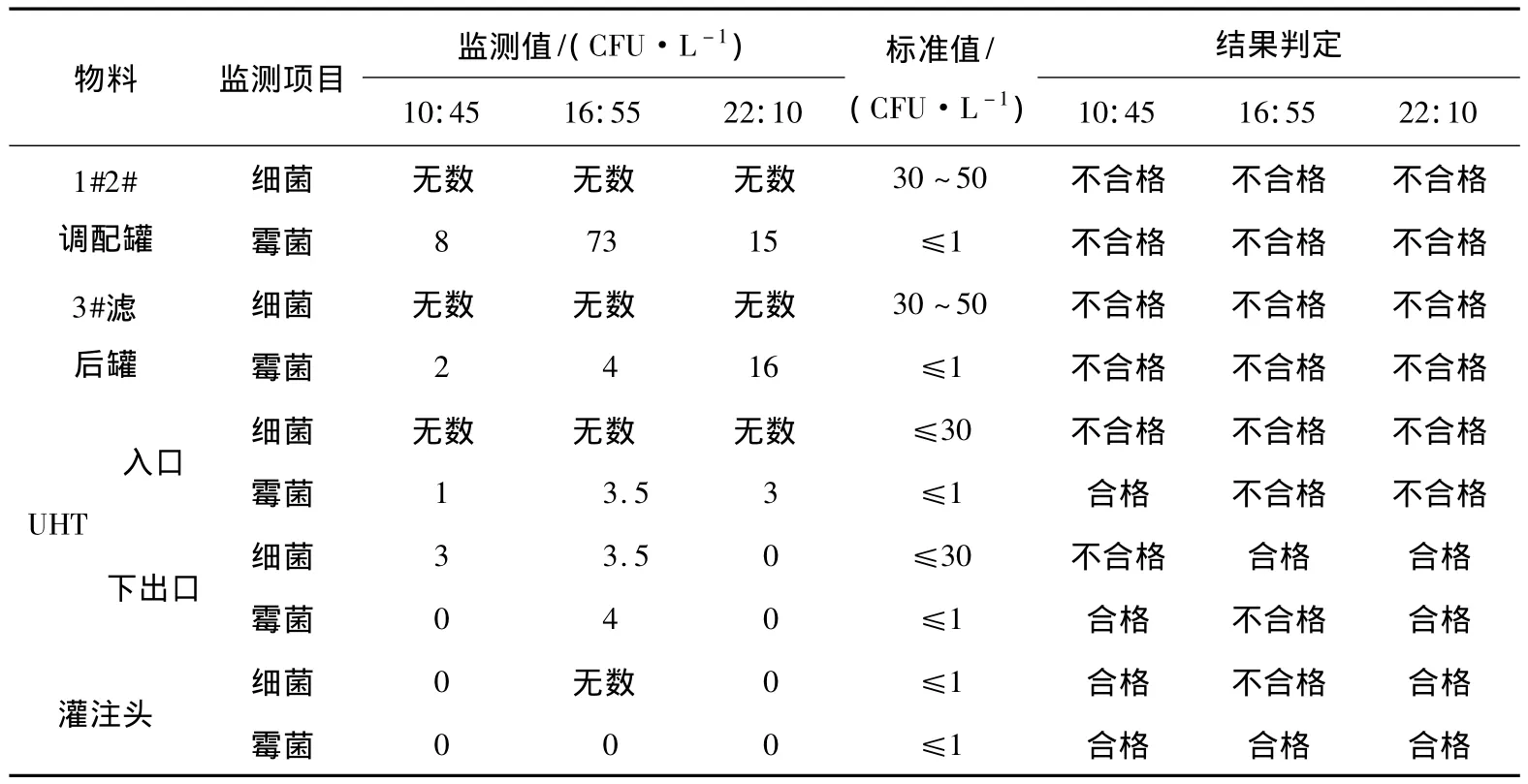
表2 不同设备中物料微生物监测表Table 2 Microbiological monitoring table of in samples from different outlets
标准值由本企业根据经验自定;采样时间:5月8日10:45时,因喷码机故障没有连续生产。
物料 监测项目监测值/(CFU·L-1)10:45 16:55 22:10标准值/(CFU·L-1)结果判定10:45 16:55 22:10 1#2#调配罐3#滤后罐入口UHT下出口灌注头合格 合格 合格细菌 无数 无数 无数 30~50 不合格 不合格 不合格霉菌 8 73 15 ≤1 不合格 不合格 不合格细菌 无数 无数 无数 30~50 不合格 不合格 不合格霉菌 2 4 16 ≤1 不合格 不合格 不合格细菌 无数 无数 无数 ≤30 不合格 不合格 不合格霉菌 1 3.5 3 ≤1 合格 不合格 不合格细菌 3 3.5 0 ≤30 不合格 合格 合格霉菌 0 4 0 ≤1 合格 不合格 合格细菌 0 无数 0 ≤1 合格 不合格 合格霉菌 0 0 0 ≤1
表3 生产车间空气微生物监测表Table 3 Microbiological monitoring table ofair in workshop
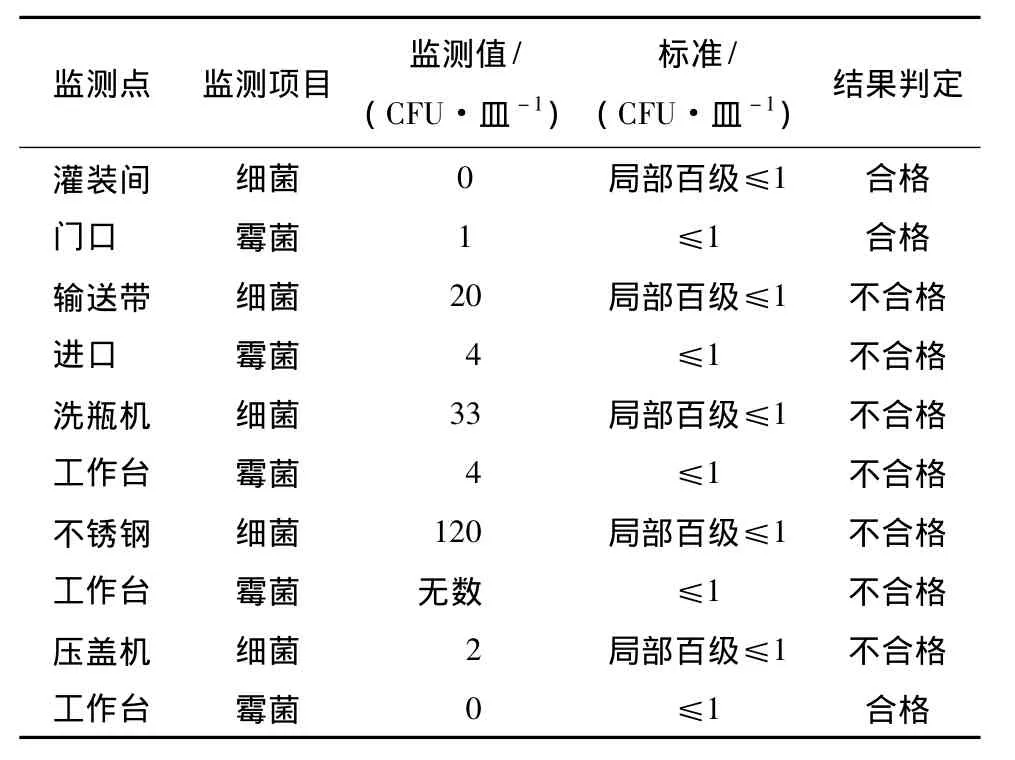
表3 生产车间空气微生物监测表Table 3 Microbiological monitoring table ofair in workshop
标准值由本企业根据经验自定;采样时间:5月8日。
监测点 监测项目 监测值/(CFU·皿-1)标准/(CFU·皿-1)结果判定灌装间门口合格输送带进口细菌 0 局部百级≤1 合格霉菌 1 ≤1细菌 20 局部百级≤1 不合格霉菌 4 ≤1 不合格洗瓶机工作台细菌 33 局部百级≤1 不合格霉菌 4 ≤1 不合格不锈钢工作台合格细菌 120 局部百级≤1 不合格霉菌 无数 ≤1 不合格压盖机工作台细菌 2 局部百级≤1 不合格霉菌 0 ≤1
表4 食品接触面微生物监测表Table 4 Microbiological monitoring table of surface of food contact
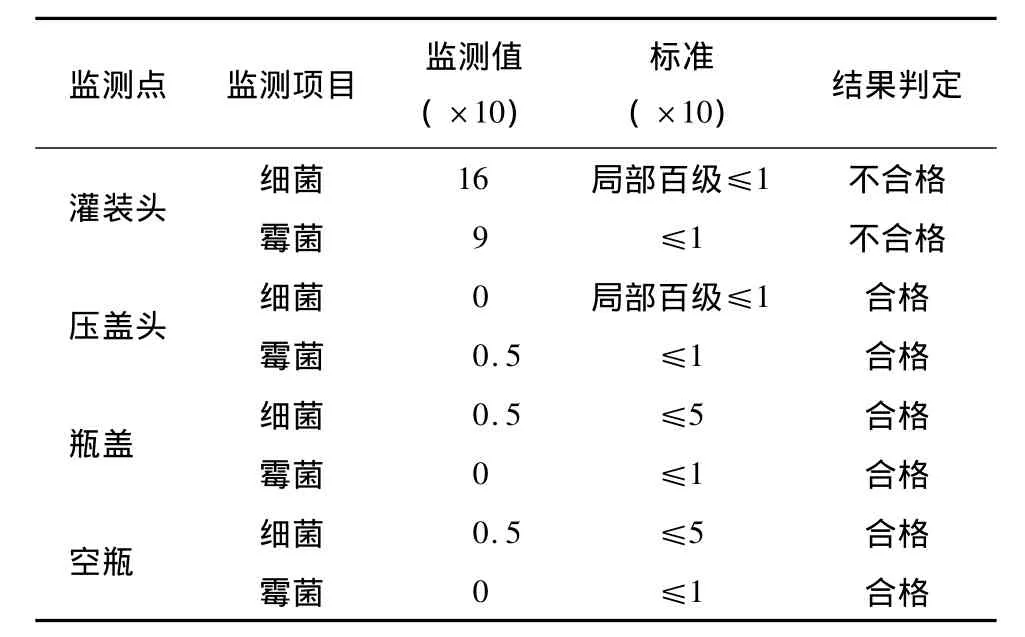
表4 食品接触面微生物监测表Table 4 Microbiological monitoring table of surface of food contact
灌装头、压盖头的单位为CFU/cm,瓶盖、空瓶的单位为CFU/瓶(盖);标准值由本企业根据经验自定;采样时间:5月8日。
监测点 监测项目 监测值(×10)标准(×10)结果判定灌装头 细菌 16 局部百级≤1合格不合格霉菌 9 ≤1 不合格压盖头 细菌 0 局部百级≤1 合格霉菌 0.5 ≤1 合格瓶盖 细菌 0.5 ≤5 合格霉菌 0 ≤1 合格空瓶 细菌 0.5 ≤5 合格霉菌 0 ≤1
表5 操作人员手部微生物监测表Table 5 Microbiological monitoring table of the operator's hand
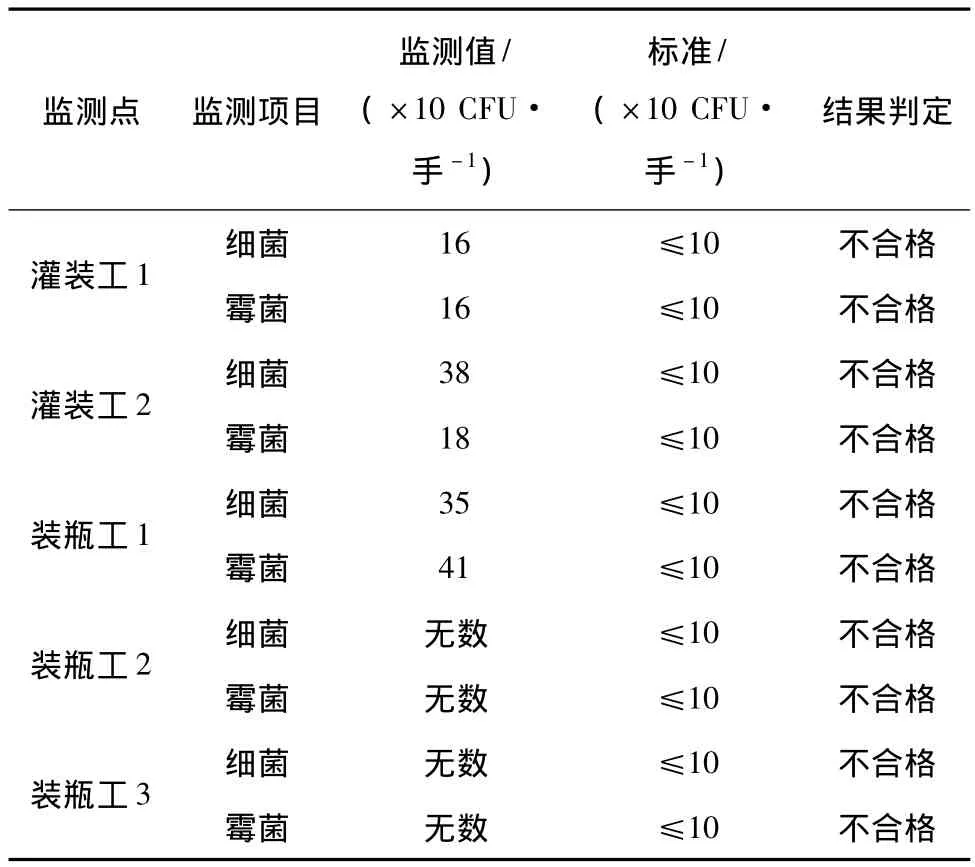
表5 操作人员手部微生物监测表Table 5 Microbiological monitoring table of the operator's hand
标准值由本企业根据经验自定;采样时间:5月8日。
监测点 监测项目监测值/(×10 CFU·手-1)标准/(×10 CFU·手-1)结果判定灌装工1 细菌 16 ≤10不合格不合格霉菌 16 ≤10 不合格灌装工2 细菌 38 ≤10 不合格霉菌 18 ≤10 不合格装瓶工1 细菌 35 ≤10 不合格霉菌 41 ≤10 不合格装瓶工2 细菌 无数 ≤10 不合格霉菌 无数 ≤10 不合格装瓶工3 细菌 无数 ≤10 不合格霉菌 无数 ≤10
3 原因分析
经(5月8日)排查后,对监测结果分析得出以下结论:
(1)原料处理不当,原料细菌和霉菌总数超标见表1;
(2)动态观察1#2#调配罐、3#滤后罐、UHT、灌装头等所取物料微生物指标超标见表2。说明物料一直处于微生物指标超标的状态;
(3)从UHT机出口处所取物料有芽胞菌,说明仅仅依靠UHT灭菌效果不理想见表2;
(4)造成二次污染原因有:①生产中断间隙没有采用应有的微生物防范措施见表2;② 洗瓶机、压盖机等工作台和灌装头菌落总数超标(表3和4)污染了消毒后的瓶与盖;③空气洁净度差见表3;
表6 成品微生物监测表Table 6 Microbiological monitoring table of finished product
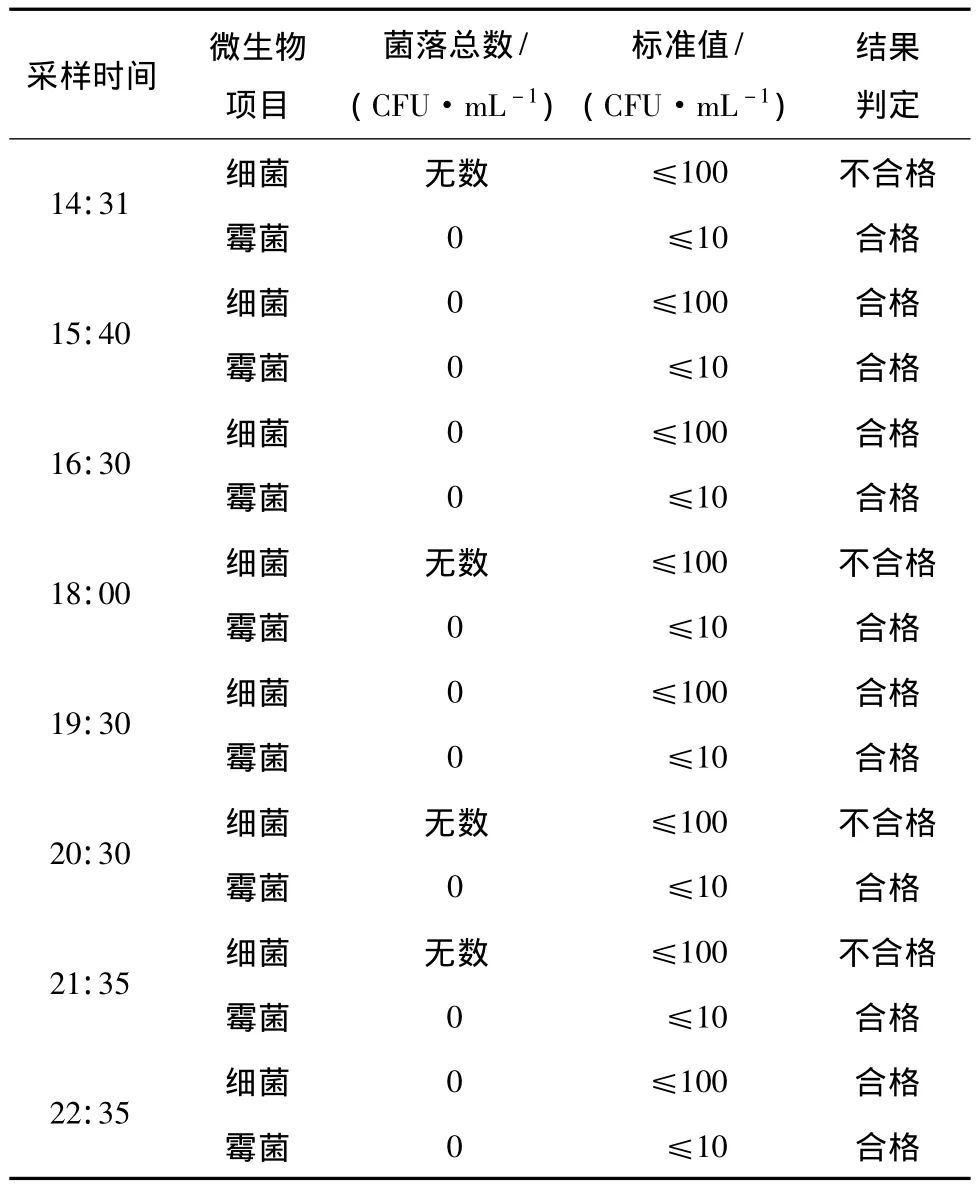
表6 成品微生物监测表Table 6 Microbiological monitoring table of finished product
监测日期:5月8日。
采样时间 微生物项目菌落总数/(CFU·mL-1)标准值/(CFU·mL-1)结果判定14:31 细菌 无数 ≤100合格不合格霉菌 0 ≤10 合格15:40 细菌 0 ≤100 合格霉菌 0 ≤10 合格16:30 细菌 0 ≤100 合格霉菌 0 ≤10 合格18:00 细菌 无数 ≤100 不合格霉菌 0 ≤10 合格19:30 细菌 0 ≤100 合格霉菌 0 ≤10 合格20:30 细菌 无数 ≤100 不合格霉菌 0 ≤10 合格21:35 细菌 无数 ≤100 不合格霉菌 0 ≤10 合格22:35 细菌 0 ≤100 合格霉菌 0 ≤10
(5)操作人员卫生意识不强,灌装工和排瓶工手部菌落总数、霉菌均不符合要求见表5。也有可能给产品带来微生物污染;
综上所述,造成微生物污染的关键点为原料清洗、消毒、人员卫生、生产车间空气微生物状况等。
4 整改措施
(1)花旗参中草药等原料由原来清水漂洗一次改为漂洗3次;
(2)生产结束、开始和中断时候,喷洒100 mg/L次氯酸钠消毒液在地面和食品接触面上[6];
(3)培训操作人员清洗消毒知识,提高他们的卫生意识,工作前、工作超过4 h都必须洗手消毒,必要时带一次性乳胶手套;
(4)缩短物料滞留时间,最大可能的减少污染的可能性;如有突发事件需要中断生产,应按照要求操作规范做好消毒工作;
(5)经UHT灭菌后,倒瓶灭菌时间延长至40 s,利用自身料液余热对瓶盖、瓶口再次灭菌,然后进入喷淋冷却,通过分段喷淋出的温水、冷水分别冲洗灌装过程中附着在瓶体的料液,以达到灭菌的功效;
(6)每周参照《超高温瞬时灭菌机使用说明书》对UHT进行性能确认,以确保UHT消毒效果;
(7)增加了每周臭氧(时间30 min,浓度10 mg/L)消毒生产场所空间环境措施[7],同时为了验证消毒效果,每周动态观察生产车间空气微生物指标1~2次。
5 整改结果
经1个月的整改后投产,6月11日对生产流程和成品重新进行微生物监测,从表7来看整体微生物指标有了很大的改善。为了监控质量控制的稳定性,跟踪了两个批次。结果均达到预期效果见表8,经检测,成品微生物指标均≤10 CFU/mL,符合要求见表9。
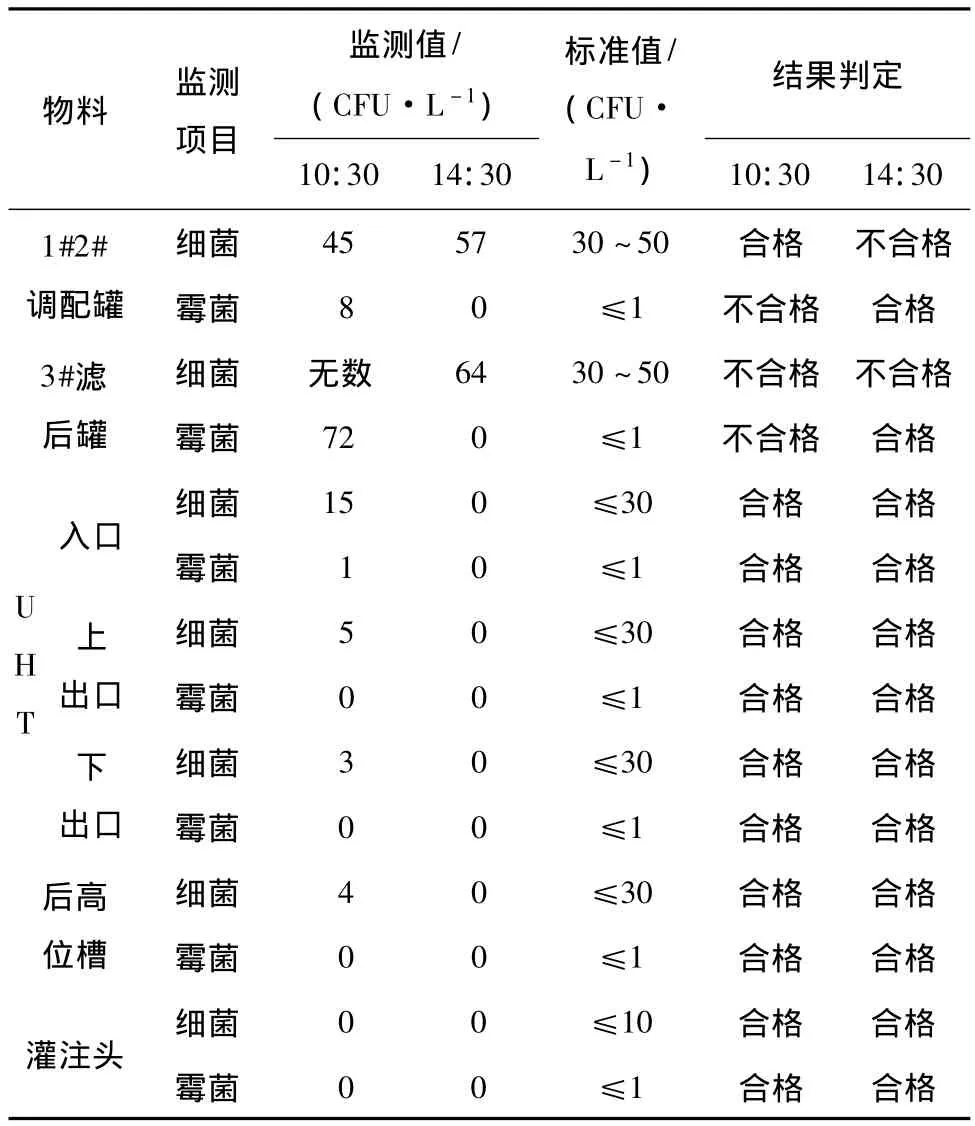
表7 整改后生产流程微生物监测表Table 7 Microbiological monitoring table of in samples from different outlets after rectification
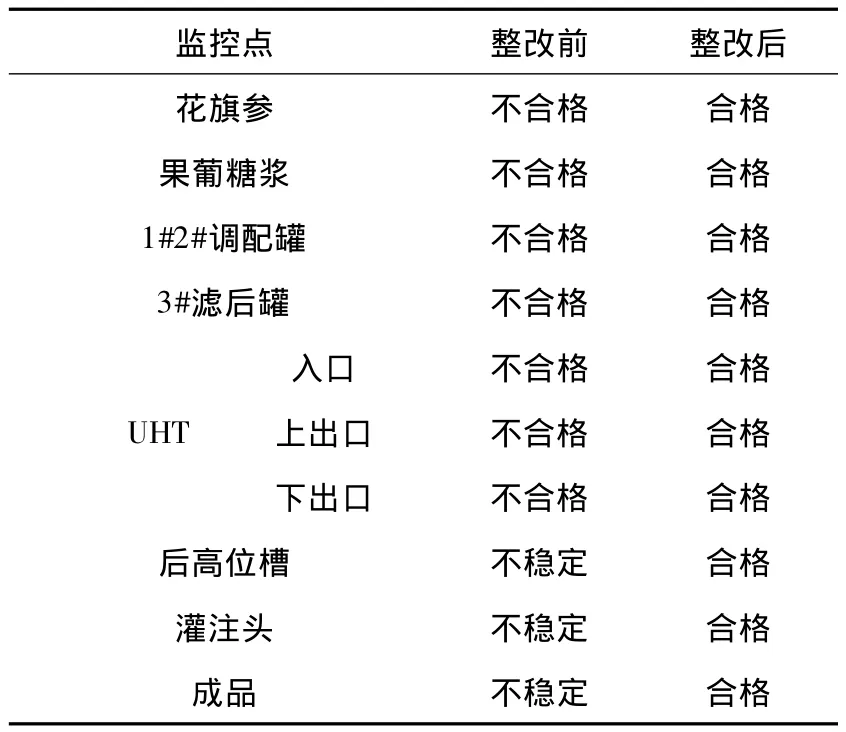
表8 整改效果对比Table 8 Comparison of rectification effect
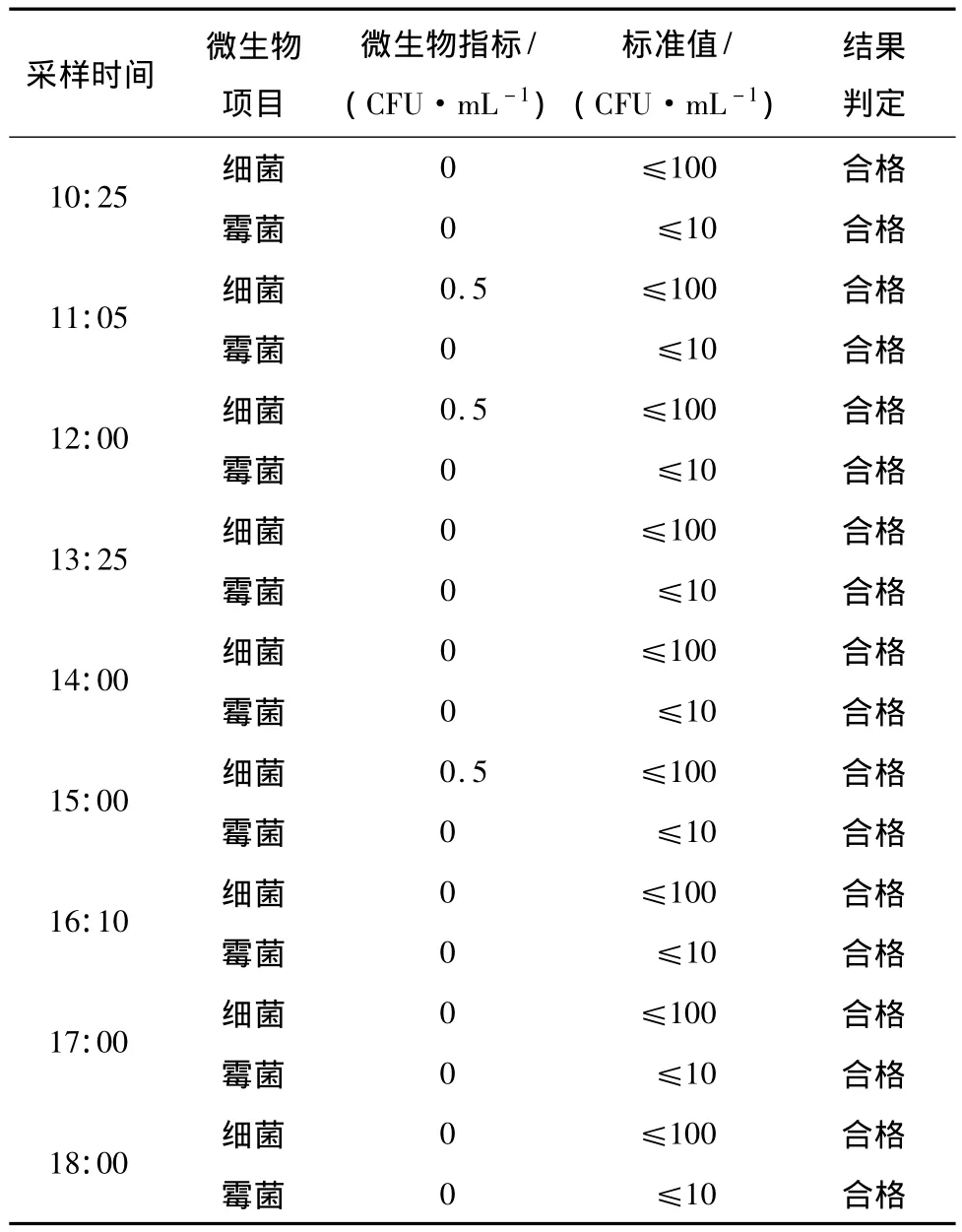
表9 整改后成品微生物监测表Table 9 Microbiological monitoring table of finished product after rectification
6 结束语
针对生产过程中出现的微生物污染问题采取一系列应对措施,通过分析判断其中问题突出的控制点,进行重点整改,取得到了理想的效果,可为相关企业的生产提供借鉴。制造高品质的花旗参茶产品需要食品安全质量管理体系和环境管理体系对原料处理、生产、灌装等整个产品链的覆盖[8]。同时得到有效的贯彻实施,才能持续生产出高品质的花旗参茶产品,从而得到消费者的认可。
1 蔡长河,张爱玉,李万颖,等.花旗参桂圆膏加工工艺[J].食品科学,2003,24(6):77 ~78.
2 蒋伟.罐装凉茶在生产过程中的质量控制[J].中国食品工业,2013(8):40~42.
3 李群和,徐扬,徐静.HACCP系统在温州鸭舌生产中的应用[J].食品与机械,2012,28(4):225 ~227.
4 兰祖铨.蜂蜜制品的加工方法[J].蜂蜜,2013(7):33~34
5 周德庆,微生物学教程[M].北京:高等教育出版社,2011:23~32.
6 杨翠华,母春丽.果蔬汁饮料生产车间卫生的控制管理[J].饮料工业,2014,17(1):35 ~39.
7 陈慧娇,陈丽萍.臭氧消毒效果验证及残留验证方法研究[J].健康比读,2011(5):385 ~386.
8 臧桀,吕军利.HACCP标准对食品监管理念的启示[J].安徽农业科学,2012,40(11):6 504,6 578.
猜你喜欢
当代水产(2022年1期)2022-04-26
包装与食品机械(2021年4期)2021-09-17
复旦学报(医学版)(2021年4期)2021-08-05
电子制作(2019年19期)2019-11-23
电子制作(2019年23期)2019-02-23
酒·饮料技术装备(2018年1期)2018-04-28
现代食品(2016年24期)2016-04-28
少儿科学周刊·少年版(2015年3期)2015-07-07
少儿科学周刊·少年版(2015年3期)2015-07-07
电测与仪表(2015年20期)2015-04-09
