
中高速机械主轴维修实践
2014-12-25 01:48付云升富大为
设备管理与维修 2014年8期
付云升 富大为
(大连三洋压缩机整备中心 辽宁大连)
一、简介
公司机械加工车间各种进口品牌的多轴联动加工中心很多,设备使用的各类主轴种类也很多,然而故障后由于维修费用昂贵,又涉及技术保密协议等,给主轴维修工作带来较大困难。经过不断实践探索,现已经掌握了一些基本维修技术,能够对松浦MC-600VF立式加工中心,MC-600H-40-PC2S卧式加工中心,宁夏小巨人VTC-20C立式加工中心,新泻CL-3卧式,新机械技研SD系列等加工中心的中高速主轴进行自主维修调试。以下就松浦MAM-600HG卧式加工中心的高速主轴维修作简单介绍。
二、松浦MAM-600HG卧式加工中心高速主轴维修
设备是日本松浦机械1998年制造的产品,主轴最高工作转速8000 r/min,采用脂润滑,无润滑脂添加装置,主轴使用寿命短(公司实行24 h不停机连续作业的倒班制度),一般2年左右就需要返日本维修更换,到后期维修频次更快,仅能够使用半年,时间和资金浪费严重。从日本厂家要来主轴图,受技术保密协议限制在此仅给出主轴简图(图1)。

图1 松浦600HG主轴简图
经过研究决定,公司内自主维修主轴,事前编制了《松浦600HG主轴维修流程》,详细规定了拆卸顺序、相互装配标识、清洗检测以及安装试运转的注意事项。尤其是检测,为保证测量的准确度,将全部零部件放置在相对恒温的计量室中24 h后,再进行精确测量。主轴使用的轴承和润滑剂品质,决定着主轴的精度和使用寿命,原主轴前端使用的是一对DB组合NSK公司80BNC10SN陶瓷球角接触球轴承,后端使用的是SKF单列圆柱滚子轴承N1014KTN/SP,使用润滑脂不详。通过查阅最新轴承样本手册,确定使用80BNC10SN的升级换代产品80BNR10-HTYNSUELP4Y。单列圆柱滚子仍使用原品牌和型号SKF N1014KTN/SP,润滑脂选用德国NOK-KLUBER15。此次维修的主轴是2011年5月更换,2011年10月故障停机,停机原因是工作噪声大。拆卸主轴前后法兰和压盖检查,发现前端角接触轴承保持架损坏,见图2。
主轴上的零部件由于使用工况不同,会或多或少地产生很多油污及锈蚀现象,一般可先用煤油进行清洗,然后采用超声波清洗机对其进行超声清洗,清洗干净后,放置在恒温的计量室内24 h,然后进行测量。同时,根据预先设定的预压量和调整范围,准备垫环。
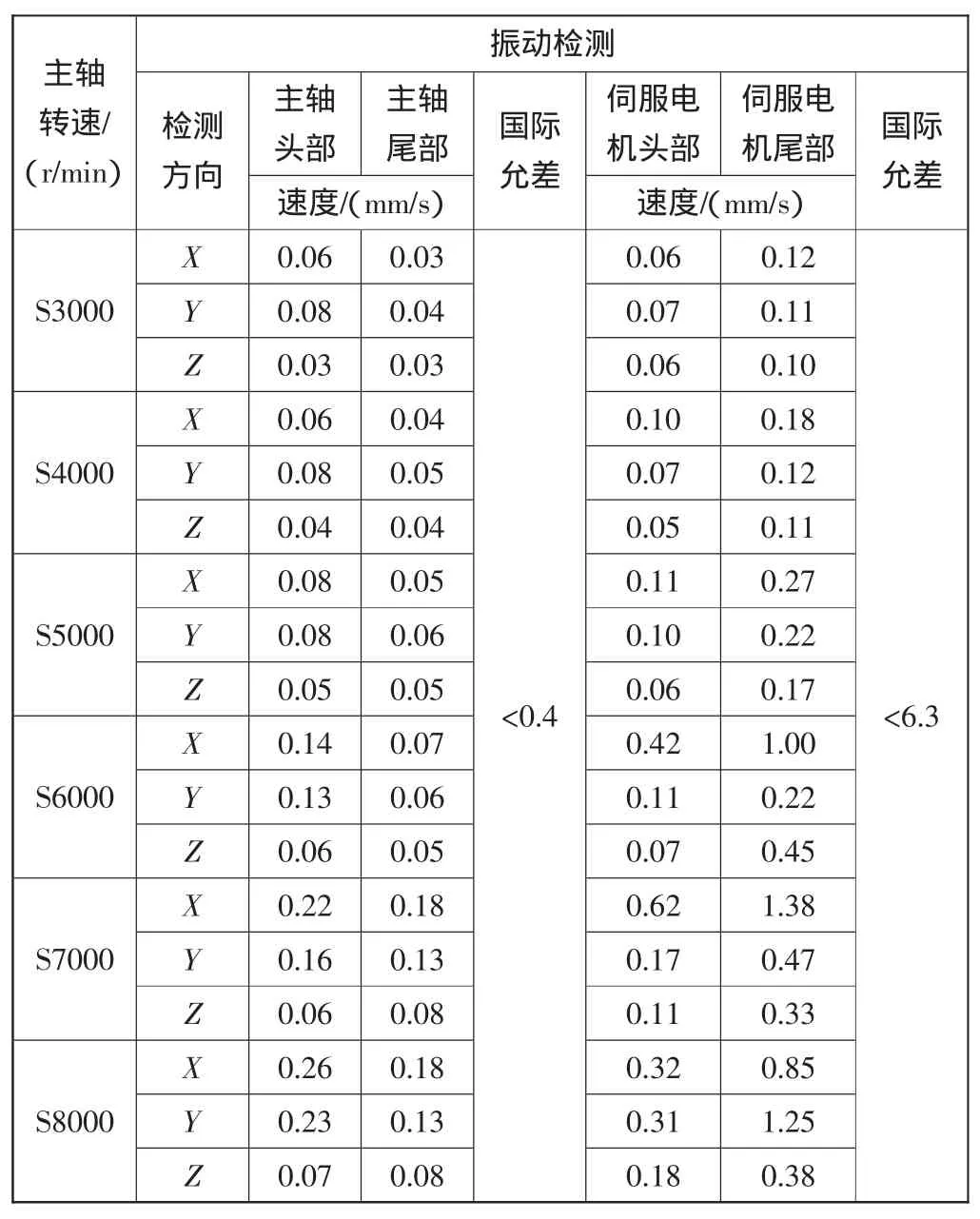
表1 检测主轴各部振动量值
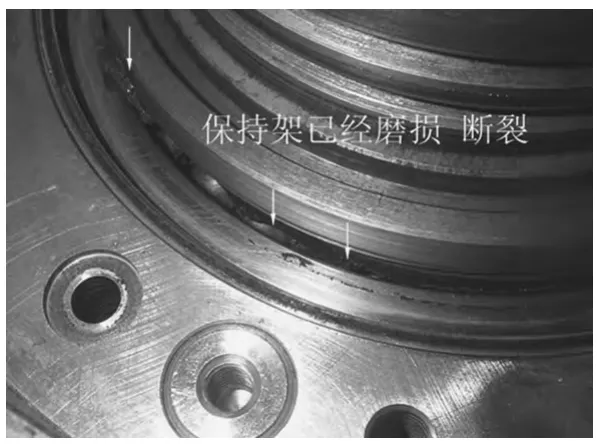
图2 主轴前端角接触轴承保持架损坏
三、主轴轴承的装配
轴承的装配是主轴维修过程中直接影响主轴精度、寿命的最重要环节,即使细小的尘埃也会给轴承带来不利影响,适宜在环境清洁干净、恒温的房间进行。按照《松浦600HG主轴维修流程》拆卸部分的相反步骤进行装配。为了维持原主轴动平衡状态,各部件与轴的位置角度关系保持不变(根据拆卸时的标识),如锁紧螺母不能回原位置锁紧,可以垫适当厚度的间隙垫环,以保证其与轴的角度关系。在装配经过清洗、脱脂、添加定量NOK-KLUBER15润滑脂后的轴承时,为了避免装配时对精密轴承的伤害,轴承内圈与轴的过盈配合采用加热轴承的热装方式。根据80BNR10HTYNSUELP4Y轴承微预压的装配要求,考虑高速主轴工作时的温升,主轴前端DB组合角接触轴承预压量设计为-0.008 mm(加150 μm垫环),主轴后端圆柱滚子轴承调整量设计为0.4 mm,保证锁紧螺母锁紧时圆柱滚子轴承零游隙或负游隙,外环加100 μm垫环,保证主轴尾端压盖压紧外环,各法兰的紧固螺栓全部按标准安全力矩分3次以上紧固。主轴安装完成后检测,尾端偏摆0.004 mm,前端锥孔偏摆0.001 mm,主轴轴向串动0.002 mm,达到了日本厂家维修返回的检测指标。
四、主轴试运转调整
主轴维修完成后,还需要满足生产使用要求,必须对主轴进行安装、调试和动平衡检测。按照《松浦600HG主轴维修流程》,在对主轴联轴器、主轴对刀柄夹紧量、主轴承载量进行调整装配完成后,再对主轴进行试运转调整。在500 r/min下使主轴连续旋转12 h,使轴承内的润滑脂均匀分布。
1.动平衡检测调整
在主轴充分低速运转后,逐渐分段短时间提高主轴转速,使用振动测量仪检测主轴的动平衡状态,每次增加1000 r/min,利用主轴尾端动平衡块上调节螺钉的分布和旋入深度调整动平衡状态,必要时拆卸、安装主轴,反复调整。直至转速达到8000 r/min时,主轴振动数值在合格范围内,此时动平衡调整完毕。
2.试运转
在1000 r/min转下旋转1 h。在2000 r/min转下旋转1 h。在3000 r/min转下旋转1 h。此时,触摸主轴法兰和后部法兰,确认是否发热。每隔5 min确认一次。(注意)主轴很热时,降低主轴转速30 min以上。待热度充分降下之后,再恢复到相同的转速。若可以顺利试运转30 min而热度不上升的话,再提升到下一个转速。特别是转速达到4000 r/min以上时发热会增大,所以有必要经常确认法兰部周围的温度,边确认边提高转数。
3.连续试运转转速和时间
在4000 r/min下旋转30 min;在2000 r/min下旋转30 min;在4000 r/min下旋转30 min;在5000 r/min下旋转30 min;在2000 r/min下旋转 30 min;在 5000 r/min下旋转 30 min;在6000 r/min下旋转 30 min;在2000 r/min下旋转30 min;在6000 r/min下旋转 30 min;在7000 r/min下旋转30 min;在3000 r/min下旋转 30 min;在7000 r/min下旋转30 min;在8000 r/min下旋转30 min;在3000 r/min下旋转30 min;在8000 r/min下旋转30 min结束。
试运转时绝对不能中途停止,若是在中途不得不离开机器旁的情况下,要将转数降到500 r/min转。夜里也不要停止主轴的旋转。
从3000 r/min开始对主轴及电机记录振动数据,从数据可知主轴动平衡合格。根据GB/T 9239.1-2006/ISO 1940-1:2003标准,允许振动量值<0.4 mm/s,实测最大振动量值0.26 mm/s(表1)。至此,松浦MAM-600HG卧式加工中心的高速主轴维修完毕。
猜你喜欢
思维与智慧·下半月(2022年5期)2022-05-17
防爆电机(2022年2期)2022-04-26
莫愁·智慧女性(2022年2期)2022-03-01
一重技术(2021年5期)2022-01-18
有色设备(2021年4期)2021-03-16
环球时报(2021-03-09)2021-03-09
北京汽车(2019年1期)2019-03-13
电子制作(2017年20期)2017-04-26
河北地质(2016年1期)2016-03-20
组合机床与自动化加工技术(2014年9期)2014-03-01
