基于PLC和直流控制器控制的恒线速卷绕系统
2015-01-22 10:34罗继军
产业与科技论坛 2015年7期
□罗继军
卷绕是造纸、纺织、印染等行业生产中把半成品和成品按一定规律绕成各种卷装的工艺过程。卷绕的目的是便于制品的存储、运输和喂给下道工序加工。有时为了改变卷装容量、去除瑕疵和提高质量,还要进行再卷绕或复绕。为了获得卷材边缘平齐、卷筒密实的最佳卷绕效果,必须结合生产工艺和材料对张力控制的要求,选择合理经济、适合产品的卷绕驱动控制方式,保证卷绕过程张力稳定可控。
一、控制系统
(一)方案确定。在方案制定上,控制方案要提高控制精度及材料适应性。本着控制精度和操作人员使用方便的原则,本系统选择触摸屏控制。因为包装系统力矩相对较小,所以采用直流电机即可,也可节省变频器的投资。为了通信便利和减轻直流控制器的计算量,使得鲁棒控制能够满足控制精度和实时性要求,选择S7-322作为控制器。选择其他硬件时,要选择拥有国际标准接口的设备,便于系统扩展的实现。根据控制要求选择设备参数,经多次市场调研,才确定了该控制方案。主要设备有触摸屏(omron NS10)、PLC(西门子S7-322)、直流调速器(欧陆590),直流他励电动机和旋转编码器(E6B2-CWZ6C)等元件。
(二)恒线速度原理。在该系统中为保证印刷的质量,研究人员首先将放卷电机和收卷电机的运行线速度根据生产的需要做了设定。那么S7-322根据设定的线速度(两个电机相同)、放卷卷径、收卷卷径计算出两个电机的不同转速,并通过两个直流调速器分别控制放卷、收卷电机按计算的转速运行,旋转编码器经检测反馈至S7-322实际的转速值。S7-322将转速值经程序换算为线速度与设定的线速度进行比较。进行基于神经网络的PID运算,对放卷、收卷电机转速进行再控制使两电机的转速精确地运行在设定值附近。随着两个电机卷径的不断变化,两个电机的转速也随之在变化,采样到的转速不断和设定值比较,保证将两个电机的线速度始终保持在设定值附近。
(三)线速度的设定。PLC采用西门子S7-322,可以完成复杂的算法程序编辑。触摸屏采用电容式触摸屏,既符合工业现场实际,又能够代表先进制造业发展方向,在触摸屏上利用组态软件建立了人机交互系统,简单易懂易于操作。在控制系统中首先对上位机触摸屏进行运行速度(线速度)设定,经RS-232将该设定值传递到S7-322中。如图1所示,在触摸屏上通过组态软件设置了“放卷卷径”、“收卷卷径”、“材料厚度”、“运行速度”4项,它们的设定范围分别为50~999 mm、50~999mm、0.01~0.1 mm、0~100m/s。
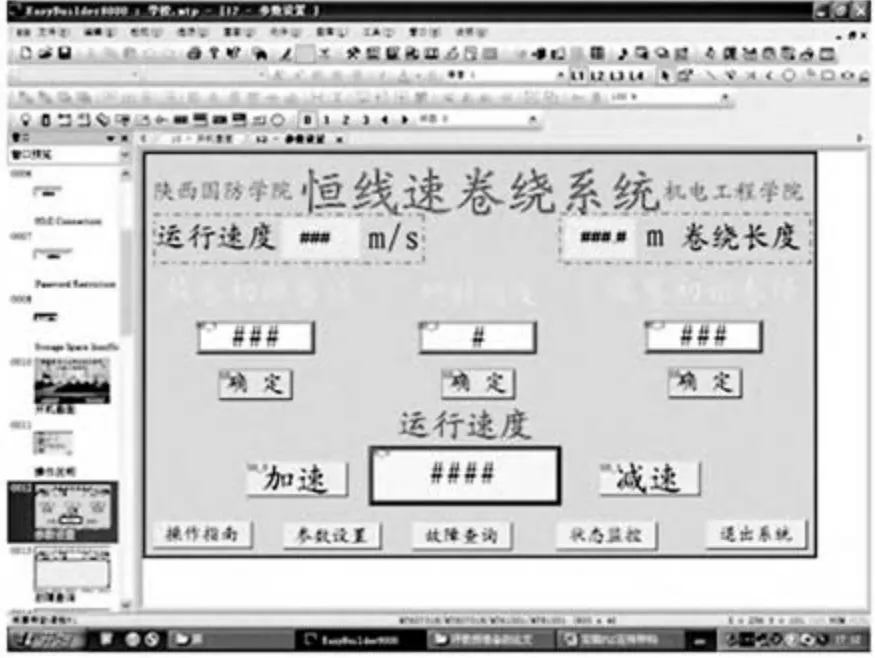
图1 触摸屏上设置的参数
将该4项设置后,第一阶段为加速上升,该过程大约为2~3s。第二阶段为恒线速卷绕。放卷卷径随着皮带的运行卷径越来越小,转速越来越快,收卷卷径随着皮带的运行卷径越来越大,转速越来越慢。第三阶段为减速下降卷绕,该过程大约为4s,直到将放卷电机上的材料放完为止。
(四)自动控制系统的形成。从触摸屏开始,该系统的连接情况依次介绍如下:触摸屏的COM1/2【RS-232】通讯端口9针D型公座管脚排列,这个端口用于连接S7-322,而且要注意通讯电缆的长度不要超过15米。S7-322模拟量输出模块SM332的MO、VO分别和放卷直流调速器590的T11、T13端子相连,S7-322模拟量输出模块SM332的M1、V1分别和收卷直流调速器590的T11、T13端子分别相连。放卷直流调速器590的T6、T8端子和S7-322模拟量输入模块SM331的C+、C-相连。收卷直流调速器590的T6、T8端子和S7-322模拟量输入模块SM331的A+、A-相连。
由于放、收卷直流电机上均安装了旋转编码器对转速进行有效的测量与反馈,两个转速均送入S7-322的输入口。在连接时放卷旋转编码器A、B相和S7-322的I0.0、I0.1相连,收卷旋转编码器A、B相和S7-322的I0.3、I0.4相连。两个旋转编码器均接24V直流电源而且Z相均悬空。
二、程序编写
实际生产中,由于加工材料不同以及工艺的不同,需要对系统的参数进行实时的修改或保护,如每次上料的滚筒卷径不尽相同,由于在加工过程中原材料的质量不尽相同,有时卷径需要实时调整,以保证较好的张力,但材料的厚度在一次加工中为固定值,运行过程中始终不变。PLC的程序由于篇幅有限,具体程序不详细介绍。
三、结语
在恒线速卷绕系统中,为适应不同材料的要求,要设计不同的控制算法参数。将软件和硬件系统进行综合调试,调节控制参数达到最佳效果。在本系统中,选用了力矩为主控制参数的恒线速调速系统,采用鲁棒控制方式。为了通信便利和减轻直流控制器的计算量,为使得鲁棒控制能够满足控制精度和实时性要求,选择S7-322作为控制器。软件部分主要包括三部分,即触摸屏界面设计、PLC程序的编写、直流控制器的设置与调试。在设计时,触摸屏界面设计时利用组态软件进行制做,数据通信时主要是通信协议的设置。该系统硬、软件配合后达到较理想的效果,达到两个电机线速度的恒定,从而保证企业高质量、高效率的生产。
[1]风检修.两种卷绕驱动方式张力控制分析综述[J].变频器世界,2011
[2]梁寒冰.基于模糊PID控制的吸塑机料筒温控器的设计[J].工业控制与应用,2010
[3]刘雁飞等.PLC系统中使用开关量输入模块检测脉冲信号的限制条件[J].PLC&FA,2004
[4]黄翔等.基于永宏PLC的钢卷称重系统[J].PLC&FA,2008
[5]陈胜利,曾谊晖.基于ARM的视频监控系统设计[J].机电一体化,2010
[6]汪晓光等.可编程控制器原理及应用[M].北京:机械工业出版社,2002
猜你喜欢
装备制造技术(2022年11期)2022-02-10
安徽化工(2021年4期)2021-08-23
文化产业(2019年6期)2019-09-11
考试周刊(2018年95期)2018-11-14
橡塑技术与装备(2018年10期)2018-05-18
山东工业技术(2018年5期)2018-03-10
消费导刊(2017年24期)2018-01-31
科技创新与应用(2016年34期)2016-12-23
山东工业技术(2016年15期)2016-12-01
新高考·高一物理(2016年3期)2016-05-18