
辊压预处理对木材干燥速率和材性的影响1)
2015-02-07 03:05杨胜丽温明宇杨庚孙耀星赵雪
东北林业大学学报 2015年12期
杨胜丽 温明宇 杨庚 孙耀星 赵雪
(北华大学,吉林,132013)
辊压预处理对木材干燥速率和材性的影响1)
杨胜丽 温明宇 杨庚 孙耀星 赵雪
(北华大学,吉林,132013)
对柞木试材进行2种压缩方向(径向和弦向)、3种压缩率(10%、20%和30%)和3种压缩次数(1、4和9次)的辊压预处理,测试和研究不同辊压工艺处理材高频真空干燥的干燥速率变异和主要物理力学性能变异。结果表明:随着压缩率和压缩次数的增加,辊压预处理试材的干燥速率增大,变化率为7.78%~29.88%,干燥时间可缩短7.22%~21.97%;辊压预处理试材的密度和干缩率亦有增大的趋势,变化率分别为0.88%~6.58%和1.04%~13.13%;5种力学强度值逐渐下降,变化率分别为:顺纹抗压强度-13.01%~6.56%、顺纹抗剪强度-14.17%~4.67%、抗劈力-15.54%~4.11%、抗弯强度-12.29%~6.42%、抗弯弹性模量-20.17%~4.59%。
辊压预处理;高频真空干燥;干燥速率;木材性质
实木板材干燥是木制品生产中运行时间最长、消耗能源最多的加工环节。在科学研究中,通过改变木材的微观构造、破坏纹孔膜的结构,来改善水分对木材的渗透性,强化木材内水分的流动性[1-3],被认为是缩短木材干燥时间、节约能源的有效方法。
Flynn等采用压力往复变动(震荡)的方式,将变动的压力通过水和空气传递到纹孔,冲击纹孔膜使其破坏来改变孔径的尺寸[4-5]。Vinden等采用2种功率的微波预处理硬阔叶树木材,干燥时间缩短50%以上[6];Compere认为,经微波处理的桉木,不再需要3~6个月的气干,窑干时间可缩短2~3周[7];周永东等认为,微波预处理使高含水率木材的细胞内集聚蒸汽压力,纹孔膜被破坏,形成水分容易移动的通道,干燥时间明显缩短[8]。罗雯等以微爆破技术研究杨木,干燥速率提高了1.93~2.25倍[9];肖雪芹等对赤桉(EucalyptuscamaldulensisDehnh.)板材进行爆破预处理,渗透性和干燥速度均有明显的提高,力学强度没有降低[10];苗平等对柞木(QuercusmongolicaFisch. et Turcz.)和红栎(QuercusalienaBl.)板材进行了压力为0.25、0.40和0.55 MPa的蒸汽爆破预处理,干燥速度分别提高了13.6%、27.3%和36.4%[11-13]。
有关辊压法用于木材干燥预处理的研究未见报道。笔者以改善木材渗透性、促进水分移动为目的,研究辊压预处理柞木试材在高频真空干燥中干燥速率的变化规律,分析辊压预处理对木材物理、力学性质的影响,为探索木材干燥预处理方法、缩短干燥时间提供新的思想。
1 材料与方法
1.1 材料
试验试材:柞木(QuercusmongolicaFisch.),长6 000 mm、小头直径520 mm的特级优等原木一根,采集于吉林省蛟河林业实验区管理局清茶馆林场,锯制成标准的径切板和弦切板,各80块,试材尺寸:500 mm(长)×100 mm(宽)×30 mm(厚);试验板材纹理通直,无结疤、腐朽,各板材间材性相近。
1.2 试验设备
辊压机,上下压辊皆为主动辊,辊长350 mm,压辊直径500 mm,转动速度30 r/min。
高频真空木材干燥机,石家庄灿高高频机械有限公司,型号CGGZ-3F,箱内尺寸150 cm×150 cm×360 cm,有效材堆尺寸100 cm×110 cm×300 cm。高频机功率20 kW(五档可调),高频机频率6.00~13.56 MHz,真空度-0.07~0.09 MPa。
恒温恒湿箱,德国MMM公司,型号Climacell 404;电子式木材万能力学试验机,济南试金集团有限公司,型号WDW-100E;电热恒温鼓风干燥箱,上海一恒科技有限公司,型号DHG-9075A;电子秤,量程30 kg,精度50 g。
1.3 方法
1.3.1 辊压预处理工艺及木材高频真空干燥基准
辊压预处理工艺包括压缩率、压缩次数和压缩方向3个参数。压缩率设定为10%、20%和30%[14];每一种压缩率下的压缩次数分别为1、4和9次,多于1次的压缩,上一次辊压完成后立即进行下一次;压缩方向依据木材生长轮和施力方向的位置关系分为径向和弦向,对径切板施行弦向压缩,对弦切板施行径向压缩。
本研究共采用18种辊压预处理工艺,每一种工艺准备8块试材,将对照样(未经过辊压预处理的试材)计算在内,则需径、弦切板试材各80块;试验板材辊压预处理后立即进行高频真空干燥和测试,试材的初含水率47%~55%。
堆垛方式:试材长度方向与干燥机内腔长度方向平行;每一层20块试材,其中长度方向4块试材,宽度方向5块试材,共8层;正极板位于第4层和第5层之间,两块负极板分别置于材堆的顶部和底部。
本研究执行的木材干燥基准:真空度-0.05 MPa,高频机频率12 MHz。
将含水率测定及显示装置与对照样试材相连,当高频真空干燥运行120 h、对照样含水率降至15%时,干燥结束。
1.3.2 干燥速率的计算方法
干燥速率表示木材干燥过程中单位时间内降低的含水率值。分别测量每一块试材干燥开始、结束和全干时的质量(常温),计算出试材的干燥初期含水率和终期含水率,二者的差值除以干燥时间,即是每一块试材在高频真空干燥过程的干燥速率。取相同辊压预处理工艺所有试材干燥速率的平均值,作为每一种辊压预处理工艺柞木试材的干燥速率。
1.3.3 辊压预处理木材物理力学性质的测试
将经过高频真空干燥后的辊压预处理材和对照样按照国家有关木材物理力学性质测试要求制作试样,经过含水率平衡处理后,进行测试和分析。对于抗弯强度、抗弯弹性模量和抗劈力3个力学指标,测试的是辊压压缩方向的强度,顺纹抗剪强度试件的破坏面与压缩方向垂直。
2 结果与分析
2.1 辊压预处理对干燥速率的影响
将辊压预处理试材和对照样高频真空干燥的干燥速率差值占对照样的百分比定义为干燥速率的变化率,用以表征不同的辊压预处理工艺干燥速率变化的程度。18种辊压预处理试材和对照样的干燥速率及干燥速率的变化率见表1。
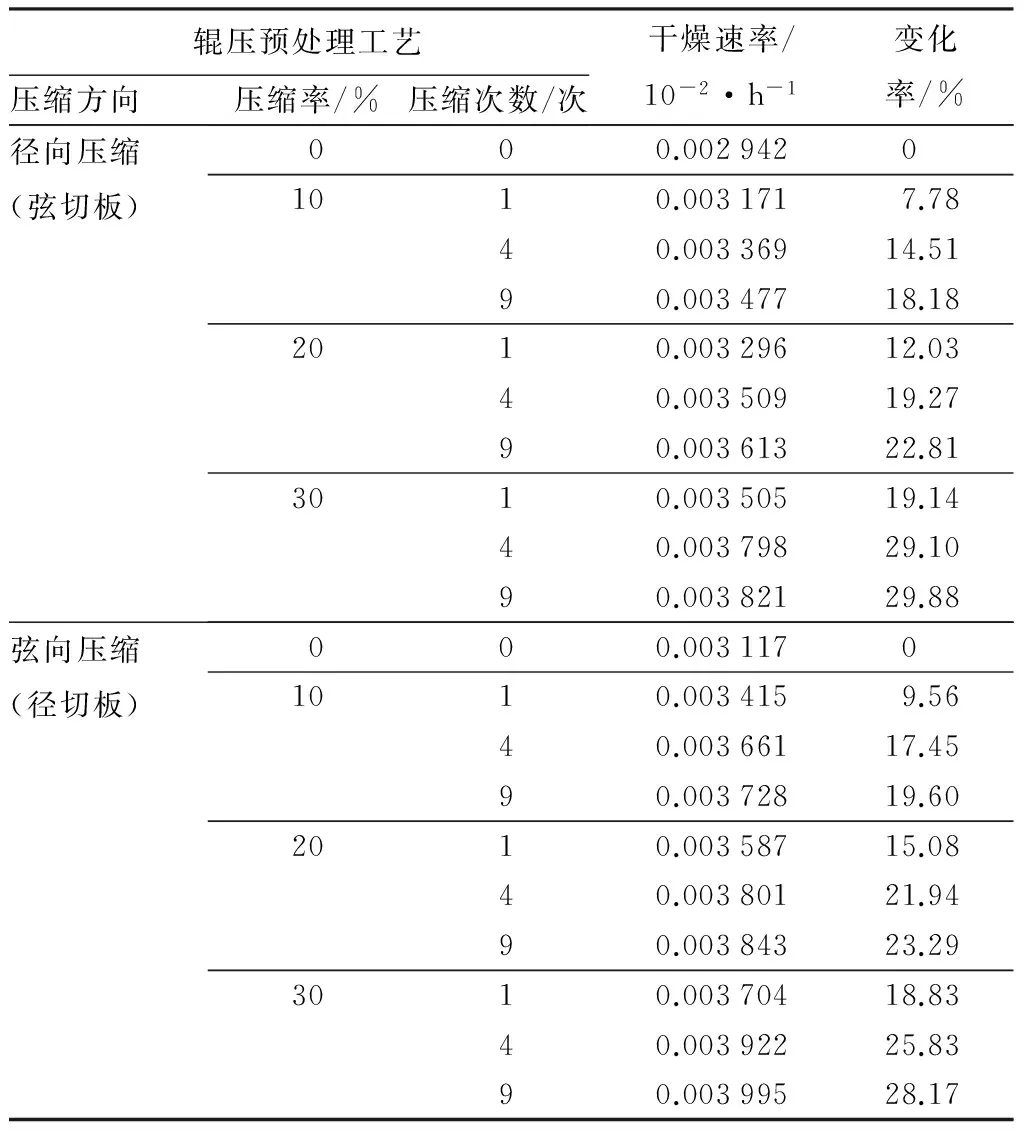
表1 辊压预处理试材高频真空干燥的干燥速率和变化率
柞木径切板和弦切板试材经过辊压预处理后,在高频真空干燥时的干燥速率均大于未处理材(对照样)。在相同压缩方向和压缩率下,干燥速率随压缩次数的增加而增大,在弦向压缩和压缩率20%条件下,压缩1、4和9次的干燥速率分别为0.003 587、0.003 801、0.003 843 h-1,与对照样相比,干燥速率分别提高了15.08%、21.94%和23.29%。同时,干燥速率的增大随着压缩次数的增加而逐渐收窄,在径向压缩和10%压缩率时,压缩4次的干燥速率与1次相比,提高了6.73%;而压缩9次的干燥速率与4次相比,仅提高了3.67%。
当压缩方向和压缩次数相同时,干燥速率随压缩率的增加而增大;在径向压缩和压缩4次条件下,压缩率10%、20%和30%对应的干燥速率分别为0.003 369、0.003 509、0.003 798 h-1,与对照样相比,干燥速率分别提高了14.51%、19.27%和29.10%。当压缩率和压缩次数相同时,弦向压缩(径切板)试材的干燥速率大于径向压缩(弦切板),如当压缩率30%和压缩4次时,弦向压缩的干燥速率为0.003 922 h-1,而径向压缩为0.003 798 h-1;对照样也表现出相同的特征,弦切板对照样的干燥速率为0.002 942 h-1,而径切板为0.003 117 h-1。
柞木的木射线非常丰富发达,是导管分子以外,水分移动的重要路径;对于弦切板和径切板,木射线分别垂直和平行于木板的宽面,水分由木板的中心位置沿着木射线到达板面,在径切板内要运行更远的距离。所以,在常规蒸汽干燥中,弦切板的干燥速率大于径切板[1]。在高频干燥中,木板内的水分在电场的作用下,都是向板材的宽面移动,当木板被加热后,径切板内水分除了因高频干燥效应形成的向宽面移动以外,还可以沿着木射线的方向向窄边移动,所以,高频干燥中,柞木径切板的干燥速率大于弦切板。
2.2 辊压预处理对密度和干缩率的影响
对辊压预处理的柞木试材和对照样进行了3种密度的测量、计算和分析,将处理试材的密度与对应的对照样密度的差值占对照样密度的百分比,定义为密度的变化率,用于表征辊压预处理对密度变化的影响。各种工艺辊压预处理柞木试材的全干、气干和基本密度值及变化率见表2。可见,柞木试材经过辊压预处理后,全干、气干和基本3种密度值均大于相应对照样密度;在压缩方向和压缩率相同时,密度的变化率随压缩次数的增加有增大的趋势;在压缩方向和压缩次数相同时,密度的变化率随压缩率的增加有增大的趋势;密度的变化率在0.88%~6.58%,变异量不大。
3种密度中,气干密度的变化最大,而基本密度变化最小。同时,密度变异与压缩方向相关,弦向压缩(径切板)的密度变化略大于径向压缩(弦切板)。
与对照样相比,辊压预处理试材弦向、径向和体积干缩率的变化值占对照样的百分比,定义为干缩率的变化率,用于表示干缩率发生变化的水平。各种工艺辊压预处理柞木试材的弦向、径向和体积的全干干缩率和气干干缩率及干缩率的变化率见表3。可见,柞木试材经过辊压预处理后,弦向、径向和体积的全干干缩率和气干干缩率均大于对照样;全干干缩弦向、径向和体积干缩率的变化率范围分别为1.61%~9.63%、1.04%~10.42%和4.12%~13.13%,气干干缩对应的干缩率的变化率范围分别是1.67%~11.17%、1.64%~9.15%和1.61%~10.71%。当压缩方向和压缩率相同时,3种干缩率随着压缩次数的增加而有增大的趋势;当压缩方向和压缩次数相同时,干缩率随着压缩率的增加而有增大的趋势。这一表现,与密度的变异规律是一致的。
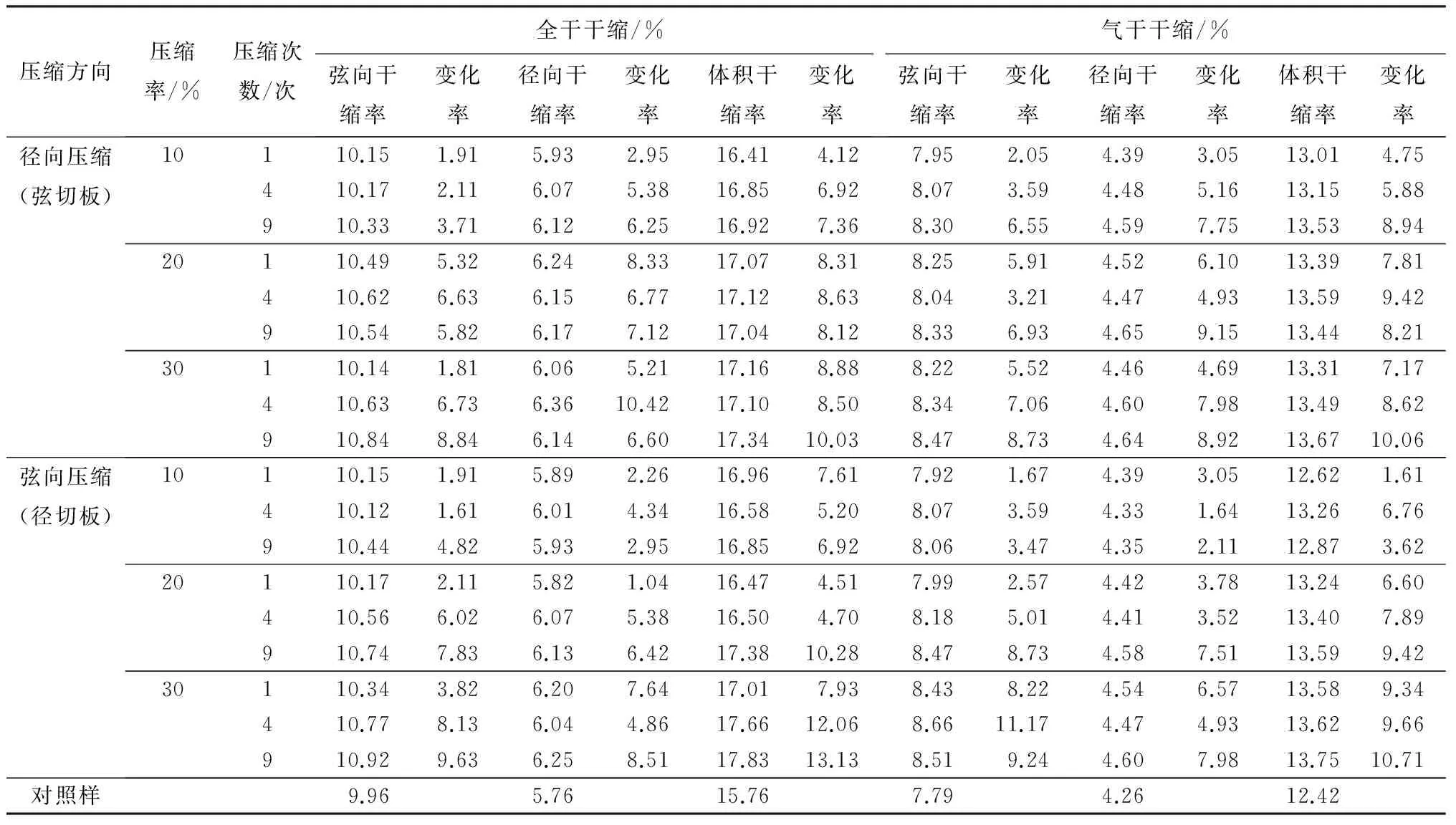
表3 辊压预处理柞木试材的干缩率及变化率
干缩率的变化率因压缩方向而异,压缩方向的干缩率变化大于非压缩方向,如弦向压缩(径切板)试材弦向干缩率的变化率大于径向,而径向压缩(弦切板)试材径向干缩率的变化率大于弦向;同时,弦向压缩的体积干缩率的变化率大于径向压缩。
2.3 辊压预处理对力学性质的影响
辊压处理材力学强度与对照样的差值占对照样的百分率,定义为力学强度变化的变化率,用以分析辊压预处理对柞木木材力学性质的影响。表4中列出了木材5种主要力学性质辊压处理后的数值及变化率。
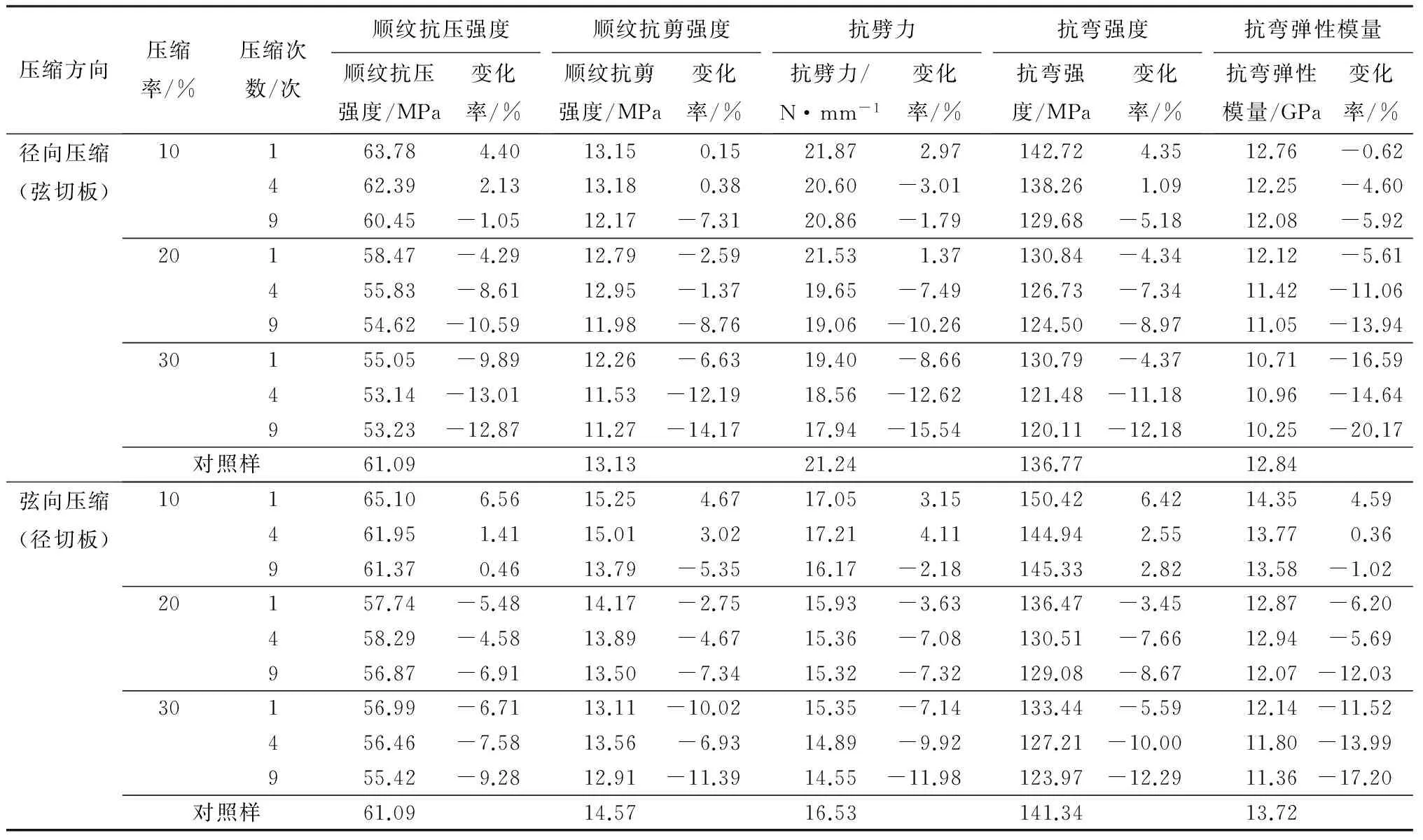
表4 辊压预处理柞木试材的力学强度和变化率
柞木径切板和弦切板试材经过辊压处理后,主要力学性能均发生了变化,低压缩率和较少压缩次数时,试材的力学强度略有增加;但随着压缩率和压缩次数的增加,5种力学强度值均有所下降。压缩方向和压缩率相同时,力学强度随着压缩次数的增加而逐渐减小。如对于顺纹抗压强度,径向压缩和20%压缩率时,压缩1、4和9次对应的变化率分别为-4.29%、-8.61和-10.59%;压缩方向和压缩次数相同时,力学强度值随着压缩率的增大而逐渐减少。如对于抗劈力,弦向压缩和压缩4次时,压缩率10%、20%和30%对应的变化率分别是4.11%、-7.08%和-9.92%。不考虑压缩方向,顺纹抗压强度的变化率为-13.01%~6.56%,顺纹抗剪强度的变化率为-14.17%~4.67%,抗劈力的变化率为-15.54%~4.11%,抗弯强度的变化率为-12.29%~6.42%,抗弯弹性模量的变化率为-20.17%~4.59%;相同辊压预处理工艺条件下,抗弯弹性模量的力学损失最大。
另外,力学强度的变化因压缩方向而异,径向压缩(弦切板)引起的力学损失大于弦向压缩(径切板)。柞木中的木射线丰富发达,是木材构造中力学强度最薄弱的区域。在辊压压缩时,对于弦切板,外力方向平行于木射线细胞的纵向;而对于径切板,外力方向垂直于木射线细胞的纵向。在本试验的含水率状态下(47%~55%),当施力方向平行于木射线细胞的纵向时,可将细胞压溃,而垂直于纵向时,仅能将细胞横向压扁,木材是黏弹性材料,横向压扁的细胞可部分或全部回复,而压溃细胞的回复是困难的。研究中已观察到这一现象,在压缩率30%和9次压缩的情况下,个别弦切板试材的端面出现细小的宏观裂隙,而裂隙正是沿着木射线的走向发生的。
3 结论
柞木径切板和弦切板试材经过辊压预处理后,高频真空干燥时的干燥速率均大于未处理材;压缩方向和压缩率相同时,干燥速率随压缩次数的增加而增大,并逐渐收窄;压缩方向和压缩次数相同时,干燥速率随压缩率的增加而增大,干燥速率的变化率在7.78%~29.88%。柞木板材经过辊压预处理后,高频真空干燥的干燥时间可缩短7.22%~21.97%。
辊压预处理柞木试材的密度和干缩率均大于对照样,密度和干缩率的变化率分别为0.88%~6.58%和1.04%~13.13%。在压缩方向和压缩率相同时,密度和干缩率的变化率随压缩次数的增加而有增大的趋势;在压缩方向和压缩次数相同时,二者的变化率随压缩率的增加而有增大的趋势。
随着压缩率和压缩次数的增加,木材的力学强度下降;压缩方向和压缩率相同时,力学强度随着压缩次数的增加而逐渐减小;压缩方向和压缩次数相同时,力学强度随着压缩率的增大而逐渐减少。5种力学强度的变化率为:顺纹抗压强度-13.01%~6.56%,顺纹抗剪强度-14.17%~4.67%,抗劈力-15.54%~4.11%,抗弯强度-12.29%~6.42%,抗弯弹性模量-20.17%~4.59%。
[1] 鲍甫成,胡荣,谭鸥,等.木材流体渗透性及影响其因子的研究[J].林业科学,1984,20(3):277-289.
[2] 鲍甫成,胡荣.泡桐木材流体渗透性与扩散性的研究[J].林业科学,1990,26(3):239-246.
[3] 苗平,顾炼百.马尾松木材在高温干燥中的水分扩散性[J].林业科学,2002,38(2):103-107.
[4] Kevin A Flynn, Barry S Goodell. Efficacy of pressure treating northeastern red spruce with CCA using the pulsation process[J]. Forest Product Journal,1994,44(10):47-49.
[5] Kevin A Flynn, Barry S Goodell. Physical effects of the pulsation preservative treatment process on Northeastern red Spruce (PicearubensSarg.)[J]. Forest Product Journal,1996,46(1):56-62.
[6] Vinden P. The physical manipulation of wood properties using microwave[EB/OL].[2000-03-19].http://www.iufro.org/publications/proceedings/proceedings-meetings-2000/.
[7] Compere A L. High speed microwave treatment for rapid wood drying[DB/OL]. [2005-11-10].http://www.osti.gov/scitech/search/semantic.
[8] 周永东,Grigory Torgovnikov, Peter Vinden,等.微波预处理加速阔叶树材干燥的技术分析[J].木材工业,2011,25(1):23-25.
[9] 罗雯,王天龙,姜恩来,等.木材内部微爆破处理对杨木干燥速率的影响[J].木材加工机械,2010(6):19-21,18.
[10] 肖雪芹,苗平,王晓敏.爆破处理对赤桉板材干燥速度的影响[J].干燥技术与设备,2010,8(5):224-228.
[11] 苗平,薛伟,徐柏森.蒸汽爆破预处理对柞木微观结构的影响[J].林业科技开发,2007,21(4):51-53.
[12] 苗平,庄寿增,刘彬,等.蒸汽爆破预处理对柞木地板坯料干燥速率的影响[J].木材工业,2007,21(3):39-41.
[13] 苗平,庄寿增,刘进,等.蒸汽爆破处理对板材渗透性的影响[J].南京林业大学学报,2007,31(3):39-42.
[14] 孙耀星,刘一星,方桂珍.浅谈辊压法木材防护浸注技术[J].林产工业,2005,32(2):8-10,14.
Effect of Pretreatment Conditions on Drying Rate of Lumber Compressed by Rollers and Wood Properties//
Yang Shengli, Wen Mingyu, Yang Geng, Sun Yaoxing, Zhao Xue
(Beihua University, Jilin 132013, P. R. China)//Journal of Northeast Forestry University,2015,43(12):69-73.
We compressed the lumber of oak (Quercusmongolica) by rollers in both radial and tangential directions under the compression rate of 10%, 20% and 30% and at compression times of 1, 4 and 9. We studied the variation characteristics of drying rate through high frequency-vacuum drying and the properties of the treated samples. The drying rate of treated ones increased with the rise of compression rate and its times, the variation coefficient of drying rate was in 7.78%-29.88%, and the rate of shortened drying hours was in 7.22%-21.97%. The density of treated samples and the shrinkage rate were increased gently with the rise of compression rate and its times, the variation coefficients were in 0.88%-6.58% and 1.04%-13.13%, respectively. The mechanical of wood decreased gently with the rise of compression rate and its times, the variation coefficient of shortened strength with the compressive strength parallel to the grain was in -13.01%-6.56%, with the shearing strength parallel to the grain was in -14.17%-4.67%, with the cleavage strength of wood was in -15.54%-4.11%, with the bending strength of wood was in -12.29%-6.42%, and with the modulus of elasticity in static bending of wood was in -20.17%-4.59%.
Pre-compressed by rollers; High frequency-vacuum drying; Drying rate; Physical and mechanical properties of wood
1)国家自然科学基金项目(31470022),吉林省科技发展计划项目(20120260),吉林省教育厅“十二五”科学技术研究项目(2012-160),吉林省省级经济结构战略调整引导资金专项(2015Y079)。
杨胜丽,女,1969年12月生,北华大学林学院,助理实验师。E-mail:1289710973@qq.com。
孙耀星,北华大学林学院,教授。E-mail:sunyaoxing@sina.com。
2015年5月13日。
S781.3
责任编辑:戴芳天。
猜你喜欢
现代交通与冶金材料(2022年4期)2022-08-04
湖南电力(2021年4期)2021-11-05
佛山陶瓷(2020年11期)2020-12-17
汽车世界·车辆工程技术(下)(2020年5期)2020-11-06
初中生世界·九年级(2020年9期)2020-09-21
科学与财富(2018年26期)2018-10-24
科技信息·中旬刊(2018年4期)2018-10-21
航空维修与工程(2018年8期)2018-09-10
三峡大学学报(自然科学版)(2018年3期)2018-05-22
科教导刊·电子版(2016年23期)2016-10-31
