我国页岩油组成及加工技术的研究进展
2015-04-01 01:04李文深王彩旭刘洁李东胜秦永航
应用化工 2015年7期
李文深,王彩旭,刘洁,2,李东胜,秦永航
(1.辽宁石油化工大学 化学化工与环境学部,辽宁 抚顺 113001;2.中国石油大学(华东)化学工程学院,山东 青岛 266555)
全球油页岩蕴藏的页岩油资源量约3 662 亿t,比传统石油资源量多50%以上[1],是一种潜在的巨大能源。从2003 年开始,世界石油平均价格急剧上升,使油页岩的研究和开发利用逐渐升温。到2011年时,世界油价在80 ~100 美元/桶之间波动。根据美国能源信息署2010 年发布的报告,预计2020 年原油价格将达到108 美元/桶,2035 年将达到133 美元/桶。据专家测算,当原油的进口价格高于25 美元/桶时,页岩油可望成为石油的替代品[2],可见目前页岩油是可以担负替代原油重任的,而且利润空间很大。我国油页岩资源约7 199.4 亿t,页岩油资源约476.4 亿t,可采出页岩油资源约119.8 亿t,居世界第4 位[3-4],2008 年,国内页岩油产量约40 万t,其中抚顺矿业集团油页岩炼油厂是目前我国正在运行的最大的油页岩炼油厂,产量达到35 万t[5]。2010 年,随着辽宁成大桦甸油页岩炼油厂和甘肃窑街油页岩炼油厂顺利投产,我国页岩油产量已突破60 万t/a。另据钱家麟等[6]预测,至2015 年我国页岩油产量将达到80 万t/a。在石油资源短缺的情况下,如何将页岩油转变成轻质油品,提高其利用价值是摆在研究学者们面前的问题。本文对近几年研究学者们在我国页岩油加工方面所作的工作进行了归纳总结,并对其发展前景做了展望,期望对页岩油加工技术的开发有所帮助。
1 页岩油的组成
1.1 页岩油的元素组成
页岩油常温下为褐色膏状物,带有刺激性臭味。主要含有C、H、O、N 和S,但与天然石油不同的是杂元素含量高。表1 列出了我国主要页岩油的元素组成[7-8]。
从H/C 原子比来看,我国抚顺、桦甸的氢碳原子比较高,适宜于加工制取轻质油品,但比大庆原油(H/C 原子比1.9)的低,说明页岩油中含有较多的不饱和烃。
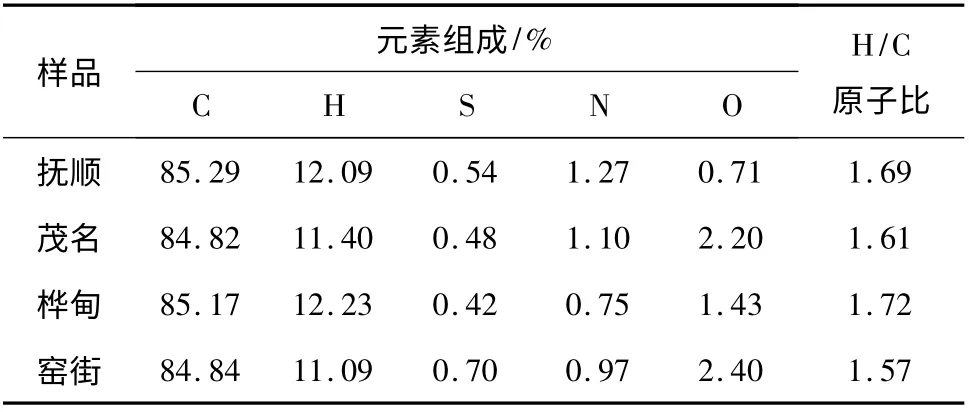
表1 我国主要页岩油的元素组成Table 1 Elemental composition of main shale oil in our country
1.2 页岩油的化学组成
分析页岩油化学组成的方法比较复杂,先采用预分离,将页岩油组分分组,经预分离后的样品,采用毛细管气相色谱法做进一步的分离,再用GC/MS进行定性[9]。
王加宁等[10]用半制备高效薄层色谱对样品做族分离,然后配以GC/MS 定性和GC 定量,对450 ℃以下的页岩油馏分做了较全面的分析。烷烃在页岩油中约占40%,且随馏分温度的增加,烷烃相对其它族组分所占比重逐渐加大。质谱鉴定表明,正构烷烃较多,环烷烃含量较低,且主要是烷基环己烷。烯烃族组分中主要是α-烯,其它大都是单烯,主要集中在页岩油的轻馏分中。芳烃中萘的相对含量最高,其次是低碳烷基萘和烷基苯系列,有少量的芴、菲、蒽和芘以及它们的衍生物。
朱志荣[11]研究了陆相和海底页岩油的组成,采用柱层析法将试样按组分极性分别分成4 个馏分,选用不同极性毛细管柱进行气相色谱分离,并用GC/MS 联用技术定性。两种页岩油中均含有较多类型的正构烷烃,烯烃组分也类似,环烷烃部分主要是带有各种烷基的环己烷,但两种页岩油中所含的烷、烯烃总量却相差很大。陆地页岩油中烷烃含量占40%,烯烃(包括环烷烃)含量11.5%,芳烃含量27.34%,芳烃中含有较多的萘、烷基萘,其次是烷基苯及较少量的其它多环芳烃;而海底页岩油中烷烃含量23%,烯烃含量(含环烷烃)5.5%,芳烃含量31.2%,烷基苯含量较高,其次是萘和烷基萘及较少量的其它多环芳烃。
我国页岩油中氮含量高,为了合理对其加工利用,氮化物结构的研究引起了人们关注。李术元等[12]采用酸碱萃取及柱色谱分离的方法对桦甸页岩油柴油馏分中的氮化物进行分离富集,并利用GG/MS 对分离出的组分进行组成结构分析。主要为含有1 个氮原子、环数为l ~3 个的环状化合物,其中双环含氮化合物含量最高,占66.56%,主要有吲哚、喹啉、异喹啉及其烷基取代衍生物和苯基取代的吡啶类物质;单环含氮化合物以吡啶、苯胺及其烷基取代衍生物为主,占16.44%;含有3 个环的化合物主要有咔唑类、吖啶类化合物以及苯基取代的吲哚、喹啉等,这部分物质占13.01%。刘治刚等[13-14]采用酸碱洗涤-溶剂萃取的方法对兰州窑街的页岩油中氮化物进行提取,用GC-MS 进行测定。共检出碱性氮化合物64 种,占总氮类化合物的79.2%,其中喹啉类化合物占50.0%,吡啶18.7%,苯胺7.6%。非碱性含氮化合物23 个,主要分为吡咯、吲哚、咔唑3 类。Tong 等[15]采用电喷雾-傅里叶变换离子回旋共振质谱(ESI FT-ICR MS)技术分析桦甸页岩油中的含氮化合物。桦甸页岩油中含有N1、N1O1、N1O2、N1O3、N1S1、N2六类氮化物。大多数碱性氮化物为多环芳烃氮化物,芳香环数1 ~7,烷基侧链碳数0 ~42;中性氮化物含有1 ~5 个芳环、烷基侧链碳数0 ~35。碱性氮化物以吡啶和四氢喹啉为主,其烷基侧链的碳数分布分别为15 ~28、11 ~24;中性氮以吲哚和咔唑为主。在桦甸页岩油中,含有1 ~4 个芳环(烷基侧链碳数1 ~24)的N1O1类氮化物含量较高。Chen 等[16]也采用该技术对加氢处理前后抚顺页岩油中含氮化合物结构进行了分析。根据正离子模式数据,抚顺页岩油中的碱性氮化物主要是N1、N2类,N1类的双键等效值(DBE)为4、5,碳数20 ~33,结合FTIR 谱图,N1类碱性氮化物的结构一定是吡啶的衍生物。根据负离子模式数据,抚顺页岩油中非碱性氮化物主要是N1、N1O1和N2类,含量较高的N1类DBE 为6、9、12,碳数18 ~32。非碱性氮化物最可能的结构是吲哚、咔唑和苯并咔唑。
2 页岩油加工技术研究现状
我国页岩油工业已有80 多年的历史。可以说,经过几十年的不懈努力,页岩油加工工艺得到了长足的发展。21 世纪初,随着国际原油价格的升高和常规原油的日益枯竭,国内页岩油产量逐年增加,页岩油改质技术的研究和开发得到了国内多家科研院所及高等院校的重视。
2.1 页岩油加氢
页岩油加氢工艺的目的是使页岩油中大量的芳烃、胶质和沥青质得到饱和,经过裂解开环获得更多的低相对分子质量的饱和烃;同时脱除硫、氮、氧和重金属等杂质,以保证获得的轻质产品达到质量标准要求。我国页岩油加氢主要分为页岩油柴油馏分加氢和页岩油全馏分加氢。柴油馏分加氢的操作条件相对比较缓和。
2.1.1 页岩油柴油加氢 结合我国页岩油中柴油馏分(200 ~360 ℃)较多的特点,如抚顺和桦甸页岩油中,柴油馏分高达40%之多,中国石油大学和北京石油化工学院进行了页岩油柴油馏分加氢精制生产优质清洁柴油技术的研究[17-21]。针对上述两种页岩油柴油,研究结果表明,升高反应温度、增大反应压力、降低体积空速,有利于脱硫、脱氮和烯烃饱和,特别是可明显提高加氢脱氮效果;而氢/油体积比的改变对产物性质影响相对较小。加氢精制适宜的操作条件为:反应温度350 ~360 ℃,反应压力为中压5 ~7 MPa,体积空速0.5 ~1 h-1,氢油体积比600 ~800。页岩油柴油馏分经过加氢精制后,其杂原子含量和不饱和烃含量低、密度小、芳香烃含量少,可作为优质清洁柴油直接使用。同时采用集总的方法建立了抚顺页岩油柴油馏分加氢脱硫三集总动力学模型,即快反应集总、中速反应集总及慢反应集总。三种集总的硫化物反应表观活化能分别为68.0,134,200.3 kJ/mol。该模型能够预测抚顺页岩油柴油馏分HDS 过程中的硫化物脱除情况。对桦甸页岩柴油馏分加氢脱氮动力学研究表明:碱性氮、非碱性氮及总氮的加氢反应均符合拟一级反应动力学方程,在较低温度(340 ℃)下,总氮的脱除速率由碱性氮的脱除速率决定;而在较高温度(380 ℃)下,总氮的脱除速率由非碱性氮的脱除速率决定。试验中采用的NiMoW/Al2O3催化剂可有效降低加氢脱氮反应的表观活化能,具有较高的加氢脱氮活性。
2.1.2 页岩油全馏分加氢 自2005 年开始,抚顺石油化工研究院(FRIPP)针对能源短缺的现实,开展了以页岩油全馏分为原料进行加氢的研究。赵桂芳等[22]对抚顺页岩油加氢裂化制合格柴油的可行性进行了研究。试验在小型试验装置上进行,采用一段串联加氢工艺,即第一反应器装填加氢精制催化剂,第二反应器装填加氢裂化催化剂,两种催化剂均为抚顺石油化工研究院自行研制。研究结果表明,选择的催化剂加氢脱硫脱氮性能好,选择性加氢开环和烷烃异构化能力强。160 ~370 ℃柴油馏分收率达59% ~60%,硫含量30 ~86 μg/g,氮含量3 ~55 μg/g,凝点- 1 ~0 ℃,总芳烃含量降到了15%以下,十六烷值达到65 ~69。页岩油加氢裂化柴油的性质满足GB 252—2000 柴油质量标准,可作为0#柴油使用。显然页岩油全馏分进行加氢改质,在技术上是完全可行的。
为了进一步探讨抚顺页岩油全馏分加氢精制以生产优质石脑油和柴油馏分的可行性,苏重时等[23]在滴流床反应器小型加氢试验装置上考察了不同氢分压、不同反应温度下的脱硫、脱氮效果。试验条件:反应压力6.0 ~15.0 MPa,体积空速0.5 ~1.0 h-1,氢油体积比500 ~1 000,反应温度360 ~400 ℃,在上述条件下,脱氮率可达80% ~98%,脱硫率90% ~98%。由于页岩油全馏分中稠环氮化物较多,反应压力对脱氮效果影响显著,提高反应压力有利于氮的脱除。提高反应温度脱硫率、脱氮率均增加,且脱氮效果比脱硫更明显。加氢精制页岩油的小于160 ℃馏分,可做裂解制乙烯原料或溶剂油原料;160 ~370 ℃馏分油的硫含量低,符合欧Ⅳ柴油排放指标;尾油硫、氮含量低,适于作为加氢裂化原料以生产优质的柴油馏分。
常规一段串联加氢裂化或单段加氢裂化工艺,加氢精制生成油水含量高、碱性氮化物含量高,直接进入加氢裂化段,会对裂化催化剂性能产生较大的影响,装置很难实现长周期平稳运行。针对这一问题,抚顺石油化工研究院开发了一种先进的加氢裂化-加氢处理(FHC-FHT)反序串联工艺技术[24]。该工艺设置两个串联使用的反应段,加氢精制反应段所装填的催化剂高耐水、抗结焦、脱氮活性高,用于新鲜原料和加氢裂化生成油深度加氢处理;加氢裂化反应段装填的催化剂抗氮性能强、开环及异构活性较强,用于加氢尾油的深度裂化,降低产品的凝点,提高轻质油品的收率。页岩油加氢裂化新工艺和常规加氢裂化工艺相比,克服了页岩油加氢精制流出物中高含量的水对裂化催化剂性能的影响,保证了工业装置的长周期运转,具有原料适应性强、生产灵活性大等特点。小试、中试结果表明,可生产满足欧V 标准的清洁柴油及低硫、优质石脑油,且柴油收率高达81%,液体收率可达97%,化学氢耗为2.93%,具有较好的应用前景。
采用小型滴流床反应器,李术元等[25]对龙口页岩油进行了中压加氢精制研究。龙口页岩油加氢精制的最佳反应温度为400 ℃、压力为9 MPa、液时空速为0.5 h-1、氢油比1 000,页岩油的脱硫率和脱氮率分别达到99.6% 和99.9%。提高反应温度、降低液时空速、增大反应压力有利于加氢脱氮反应的进行;当氢油比高于1 000,氢油比的增加对加氢脱硫和脱氮影响较小。
2.2 页岩油非加氢脱氮技术
采用加氢技术处理页岩油,产品收率高,没有“三废”排放,但由于页岩油中的氮化物含量通常比石油高,且多为环状复杂结构,较难脱除,需要采用高压、高氢油比,造成操作费用高。非加氢脱氮技术以设备投资小、工艺操作简单、费用较低的优点引起研究学者的广泛关注。目前脱除页岩油中氮化物所用的方法有酸碱脱氮[26]、溶剂精制脱氮[27]、络合萃取脱氮、吸附脱氮[28-29]、氧化脱氮[30-31]、组合工艺脱氮[32-33],其中络合萃取脱氮具有反应条件温和、脱氮率高、选择性好、投资少、操作简便等优点,相对于其他方法而言,在页岩油脱氮中应用较多。
络合法脱氮的依据是Lewis 酸碱理论。碱性氮化合物含有孤对电子,是Lewis 碱,它是电子对给予体,可以和电子对接受体Lewis 酸产生较强的配合作用,形成配合物,实现脱除氮化物的目的。
王爽[34]通过向复合溶剂(某种醇与微量添加剂组成)中加入金属离子来精制抚顺页岩油,与单纯的溶剂精制相比,剂油比降低,精制油收率提高,但精制油其色度不能达到柴油的合格品标准要求,王爽又采用极性复合溶剂和醇类复合溶剂联合法精制页岩油轻柴油,在很大程度上改善了精制油的安定性,精制柴油收率达到84%。
李广欣等[35]以酸性试剂为萃取剂,碱为反萃取剂,对页岩油全馏分进行脱氮,碱氮脱除率可达96.04%,总氮脱除率达38.25%,页岩油的收率为97.18%。为进一步提取并利用含氮化合物,同课题组的翟学研等[36]采用含磷酸的复合试剂对抚顺页岩油络合剂抽提后的抽出油进行脱氮处理,含磷酸的试剂A 对总氮的脱除率接近40%,对碱氮的脱除可达97.5%。
王妍等[37]采用自制的LCH-28 脱氮剂(该脱氮剂主要由Bronsted 酸和Lewis 酸组成)脱除抚顺页岩油中的碱性氮。在剂油比1∶10、反应温度为80 ~90 ℃的条件下,碱氮的脱除率达到85.2%,页岩油损失率为18.3%。试验过程中产生的氮渣经氨水处理后,用乙醚萃取碱性氮化物进行回收。回收碱性氮化物与氯化苄反应可合成季铵盐型缓蚀剂,具有较好的缓蚀效果,也可经蒸馏切割不同馏分作为化工原料使用。
张哲鸣等[38]所研究的复合溶剂能有效地脱除页岩油中的碱性氮化物,在适宜实验条件下,碱性氮的脱除率达95.36%,精制油收率为91.25%,精制页岩油经中和试剂B 处理后pH 为中性。
本课题组[39]采用自制的络合剂脱除页岩油全馏分中的碱性氮化物,在实验适宜操作条件下,碱氮脱除率为79.31%,油品收率为80.45%,精制油需要进一步加氢处理。
刘治刚等采用GC-MS 对兰州窑街的页岩油中氮类化合物的组成进行了研究,在此基础上采用复合脱氮剂脱除其中的碱性氮化物,在最佳工艺条件下,碱性氮化物的脱除率可达到82.1%。
大庆页岩油具有良好的二次加工能力,但是其碱氮含量高,在进催化裂化装置之前需进行脱氮处理。徐明等[40]开发了大庆页岩油脱氮工艺,将大庆页岩油与自制脱氮剂(由L 酸和B 酸复配而成)在反应器内充分混合反应,然后经沉降器和聚结塔对页岩油和氮渣进行分离。在实验室适宜条件下,大庆页岩油碱性氮含量从3 775 μg/g 降为365 μg/g,可作为催化裂化原料。
络合萃取脱氮具有反应条件温和、脱氮率高、选择性好、投资少、操作简便等优点。但是在页岩油络合萃取脱氮,络合剂通常为酸性试剂,在使用过程中可能会出现腐蚀设备的问题。因此采用含Lewis 酸性官能团的有机络合萃取技术脱除页岩油中的含氮化合物是未来络合萃取脱氮技术的研究方向之一。
3 结束语
页岩油作为一种重要的可替代石油资源,其加工技术主要分为加氢和非加氢两种。采用加氢技术处理页岩油,能生产优质轻质油品,而且产品收率高,没有“三废”排放,但操作条件较为苛刻,需要高压、高氢油比。络合萃取脱氮反应条件温和、脱氮率高、投资少、操作简便,但是在加工过程中有废渣产生,精制油收率低,且络合剂通常为酸性试剂,在使用过程中可能会出现腐蚀设备的问题。因此针对页岩油的加工,采用非加氢脱氮-加氢精制组合工艺应是其发展方向之一,即在加氢前进行脱氮预处理,既削弱了氮化物对加氢催化剂活性的毒害,又减少了碱性氮化物与硫化物在催化剂活性位的竞争吸附,因而能缓和加氢条件,降低操作费用,而对非加氢脱氮,值得研究的是含Lewis 酸性官能团的有机络合萃取脱氮技术及离子液体脱氮技术。
[1] 李丹梅,汤达祯,杨玉凤.油页岩资源的研究、开发与利用进展[J].石油勘探与开发,2006(6):657-661.
[2] 陈晓菲,高武军,赵杰,等.中国油页岩开发利用现状及发展前景[J].洁净煤技术,2010,16(6):29-31.
[3] 黄鑫,董秀成,肖春跃,等.非常规油气勘探开发现状及发展前景[J].天然气与石油,2012,30(6):38-41.
[4] 张文忠,汤达祯,杨永毅,等.中国油页岩综台利用研究及工业前景[J].洁净煤技术,2007,13(6):5-8.
[5] 胡文瑞.页岩油:睡狮即将苏醒[J].中国石油石化,2010,1(1):28.
[6] 钱家麟,尹亮.油页岩——石油的补充能源[M].北京:中国石化出版社,2008.
[7] 迟姚玲,李术元,岳长涛.页岩油加工和利用的研究进展[J].现代化工,2005,25(7):44-47.
[8] 徐明.页岩油的加工利用[J].内蒙古石油化工,2011(7):257-260.
[9] 王正萍.页岩油中非烃类组份的分析[D].上海:华东理工大学,1991.
[10]王加宁,田玉增,关亚风,等.页岩油的色谱-质谱分析[J].色谱,1993,10(6):339-341.
[11]朱志荣.不同产地页岩油的组成分析[J].石油学报:石油加工,2001,17(5):66-71.
[12]于航,李术元,靳广州,等.桦甸页岩油柴油馏分中含氮、氧化合物结构组成分析[J].石油炼制与化工,2011,42(3):88-92.
[13]刘治刚,丁芳.气相色谱-质谱法测定页岩油中含氮类化合物[J].理化检验-化学分册,2012,48(10):1177-1180.
[14]刘治刚,崔莹,金华,等.络合法脱除桦甸页岩油柴油馏分中碱性氮的研究[J].化工科技与开发,2013,42(12):15-17.
[15]Tong Jianghui,Liu Jianguo,Han Xiangxin,et al.Characterization of nitrogen-containing species in Huadian shale oil by electrospray ionization Fourier transform ion cyclotron resonance mass spectrometry[J].Fuel,2013(104):365-371.
[16]Chen Xiaobo,Shen Benxian,Sun Jinpeng,et al.Characterization and comparison of nitrogen compounds in hydrotreated and untreated shale oil by electrospray ionization(ESI)fourier transform ion cyclotron resonance mass spectrometry (FT-ICR MS)[J].Energy Fuels,2012,26:1707-1714.
[17]于航,李术元,靳广州,等.桦甸页岩油柴油馏分加精制生产清洁燃料油的研究[J].燃料化学学报,2010,38(3):297-301.
[18]于航,李术元,靳广州.抚顺页岩油柴油馏分加氢精制的工艺条件[J].石油学报:石油加工,2010,26(3):403-406.
[19] Yu Hang,LI Shuyuan,Jin Guangzhou.Hydrodesulfurization and hydronitrogenation of diesel distillate from Fushun shale oil[J].Oil Shale,2010,27(2):126-134.
[20]于航,李术元,靳广州.桦甸页岩油柴油馏分中氮化物的加氢反应性能[J].石油化工,2010,39(2):162-166.
[21]于航,李术元,靳广州,等.抚顺页岩油柴油馏分加氢脱硫动力学[J].石油学报:石油加工,2011,27(6):924-928.
[22]赵桂芳,苏重时,刘灏.页岩油加氢裂化生产柴油的研究[J].当代化工,2007,36(4):361-362.
[23]苏重时,刘平,蔡立,等.页岩油全馏分加氢精制研究[J].当代化工,2008,37(3):246-248.
[24]赵桂芳,苏重时,全辉.用反序串联(FHC-FHT)加氢组合工艺技术加工页岩油的研究[J].炼油技术与工程,2012,42(12):36-38.
[25]唐勋,李术元,岳长涛,等.龙口页岩油中压加氢精制研究[J].中国石油大学学报:自然科学版,2013,37(6):135-139.
[26]肇永辉.页岩油加工方案的研究[J].沈阳化工,2000,2(29):78-80.
[27]李广欣,韩冬云,曹祖宾,等.抚顺页岩油新型加工工艺研究[J].现代化工,2011,31(2):74-76.
[28]胡阳,曹萍,王雷,等.页岩油馏分油非加氢脱氮技术研究[J].化学工业与工程,2011,28(1):48-52.
[29]李少凯,李琳潞,沈健,等.USY 吸附脱除页岩柴油中的碱性氮[J].辽宁石油化工大学学报,2013,33(1):22-24.
[30]Compton L E.Process for removing nitrogen from shale oil using pyrrole polymerization:US,4274934[P].1981-06-23.
[31]周传志,李东胜,刘洁.页岩油作催化裂化原料的研究[J].化学工业与工程,2010,27(3):241-246.
[32]孙会东,李术元.一种改善页岩油柴油馏分安定性的组合工艺[J].中外能源,2009,14(4):75-77.
[33]袁萌萌,曹祖宾,韩冬云.脱除页岩油中碱性氮化物的工艺研究[J].石化技术与应用,2010,28(4):320-322.
[34]王爽.页岩油非加氢精制生产轻柴油的研究[J].辽宁城乡环境科技,2003,23(6):12-13,16.
[35]李广欣,韩冬云,曹祖宾,等.页岩油脱氮新方法的研究[J].石油化工高等学校学报,2010,23(2):50-52.
[36]翟学研,李萍,曹祖宾,等.页岩抽出油中氮化物脱除方法研究[J].化学工业与工程,2010,23(2):495-498.
[37]王妍,张玫美,宋林,等.抚顺页岩油碱性氮化物的脱除[J].当代化工,2011,40(8):856-858.
[38]张哲鸣,赵德智,张含明,等.页岩油脱碱性氮化合物的研究[J].辽宁石油化工大学学报,2011,31(3):24-27.
[39]王珏,刘洁,李文深,等.络合法脱除页岩油中碱性氮化物的实验研究[J].化学与粘合,2011,33(6):42-45.
[40]徐明,陈登峰,肖双全,等.大庆页岩油脱氮工艺实验研究[J].石油学报:石油加工,2012,28(1):55-59.
猜你喜欢
石油沥青(2022年4期)2022-09-03
石油炼制与化工(2022年6期)2022-06-21
石油学报(石油加工)(2022年3期)2022-05-11
石油学报(石油加工)(2022年2期)2022-03-11
石油炼制与化工(2021年5期)2021-05-12
航空制造技术(2020年15期)2020-11-06
表面技术(2019年6期)2019-06-26
中国特种设备安全(2018年10期)2018-12-18
润滑油(2014年5期)2015-01-27
润滑油(2014年4期)2014-11-28