
双稳态共振技术在高速切削刀具早期故障诊断中的应用
2015-05-09 01:39北京中丽制机工程技术有限公司101111黄婷婷于红莉
金属加工(冷加工) 2015年21期
北京中丽制机工程技术有限公司 (101111) 黄婷婷 于红莉
随着高速数控机床的广泛应用,对刀具磨损状况的在线监测和故障预警显得尤为必要。然而在实际的刀具监测与故障预警系统中,对早期故障信号的提取和分离有较大的难度,因为所提取的早期故障信号中,不仅具有刀具的故障信号特征,还有大量的噪声干扰,而且干扰噪声的强度还大于刀具故障信号的强度,这使得传统的小波消噪、经验模式分解降噪等降噪方法难以处理高速切削刀具的早期故障信号,给高速刀具早期故障的发现和预警带来了难题。
本文对刀具早期故障信号进行预处理,将刀具早期故障信号的强度放大,然后再进行信号的特征提取和故障振动与故障预警。
1. 基于双稳态共振的微弱信号放大原理
随机共振是一种特殊的非线性振动现象,产生随机共振的三要素为:非线性系统、信号及噪声。其中,非线性系统一般取非线性双稳态系统。
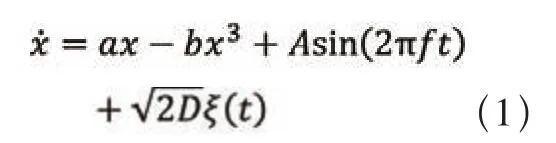
式中, 为速度;a、b为系统参数;A为周期信号的振幅;f为周期信号的频率;D为噪声信号的强度;ξ(t)为随机噪声;x为系统输出位移;t为时间。
其势能函数如下:

式中,V(x)为系统的势能函数;a、b为系统参数;x为系统输出位移。
根据绝热理论和文献研究结果,其系统的输出信噪比为

式中,S N R为系统输出的信噪比;ΔV是系统势垒高度;A为周期信号的振幅;D为噪声信号的强度。
分析图1和公式(3)可知,当特征信号比较微弱时,其无法跨越双稳态系统的势垒阀值,当信号加入噪声后,微弱的特征信号在非线性振动系统作用下与噪声产生谐振,噪声的部分能量被转移至微弱的特征信号上,使得微弱的特征信号强度变大,极大提高了系统输出的信噪比。这种“反常效应”在微弱信号检测中,具有很大的发展空间和应用前景,为早期刀具故障信号检测开创了新的思路。
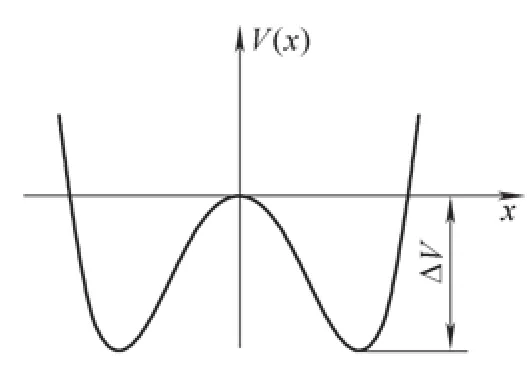
图1 双稳态系统的势能函数
2. 早期故障信号的预处理
在上述方程(1)所描述的双稳态随机振动系统中,参数a和b选择对故障特征信号的处理效果至关重要。双稳态系统参数的选择既要保证系统能够产生双稳态随机共振现象,又要保证故障的特征信号有较大的输出信噪比。故需要对系统参数进行优化处理。
根据绝热理论,经典的随机共振要求输入的信号必须是小参数,即f<<1,A<<1,噪声强度也是小参数,即D<<1,而实际的刀具故障信号较大。需要对刀具的故障信号进行归一化、移频、调制及变尺度等预处理,使其满足随机共振的要求。本文采用移频变尺度方法先对信号进行小参数化处理,然后采用双稳态随机共振提取刀具的微弱故障特征信号,具体过程如图2所示。
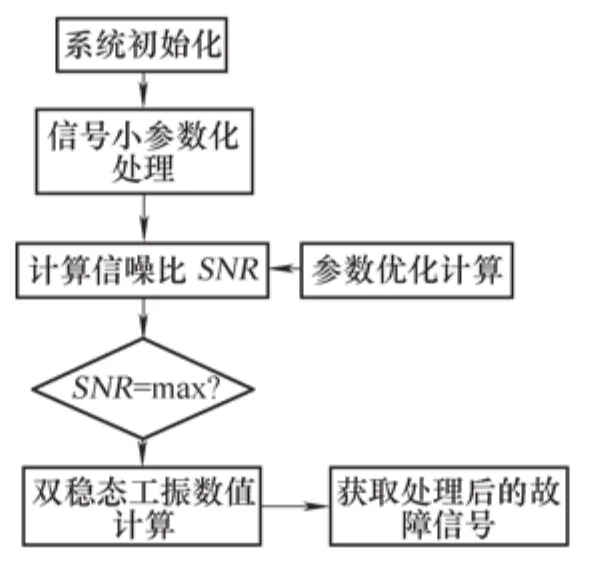
图2 微弱信号双稳态共振预处理流程图
3. 试验模拟与分析
在高速切削过程中,不同磨损程度的刀具与工件碰撞时会产生不同频率的振动,因此刀具的振动信号能够有效反映刀具磨损的真实情况。本文以MCV650的高速数控铣床刀具的振动信号为处理对象,对刀具振动信号进行预处理和故障特征提取。通过试验获取刀具磨损的故障数据,截取长度为1 024mm的故障数据进行数据预处理。通过其他仪器监测获知刀具磨损的故障频率为87.5Hz。
图3所示为刀具磨损的原始振动信号的时域图、频域图,图4所示为刀具故障信号的包络谱分析图。分析图3和图4可知,在时域图形中的刀具磨损特征信号的背景噪声强度很大,把刀具磨损的特征信号完全淹没了,信噪比也很低,而在频域图和包络图中,在刀具磨损特征信号的频率处也不能检测到明显的峰值。故传统的信号FFT分析和包络谱分析都无法甄别刀具早期磨损的故障信号,如果此时贸然判断刀具磨损情况,容易造成误判,给加工生产带来安全隐患。
采用双稳态随机共振方法对上述刀具早期磨损的故障信号进行处理。首先采用移动变尺度方法,对刀具故障信号小参数化处理,要求被压缩后的频率远小于1Hz。设定高通滤波器的通过频率和截止频率分别为80Hz和78Hz,调制频率为78Hz,变尺度压缩率为200,则刀具磨损故障预处理后的频率fs变为:
通过参数优化计算,获得优化后的双稳态系统参数为:a=0.1、b=0.5,将优化后的参数代入方程(1)中,采用四阶龙格库塔算法求得方程的解,得到刀具早期故障信号的波形和频谱如图5所示。从图5的频域信号图中可知,此时的刀具早期故障信号与背景噪声相比具有较大的强度,有利于故障信号的分离和获取,提高了刀具早期故障信号特征的提取能力。
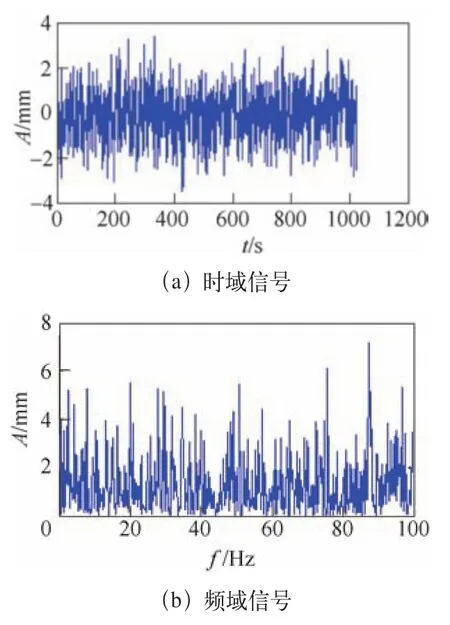
图3 刀具磨损信号和FFT分析
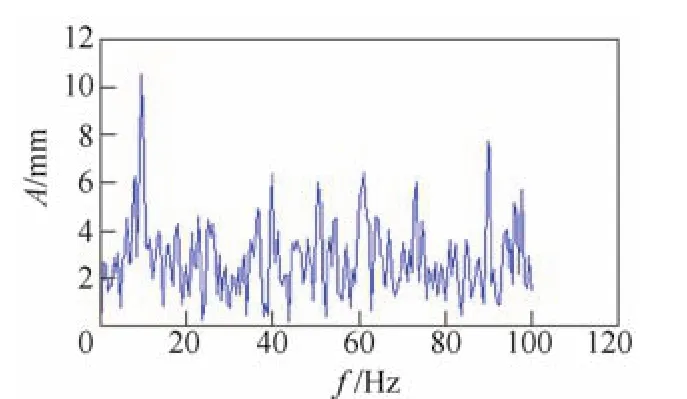
图4 刀具磨损信号的包络谱分析
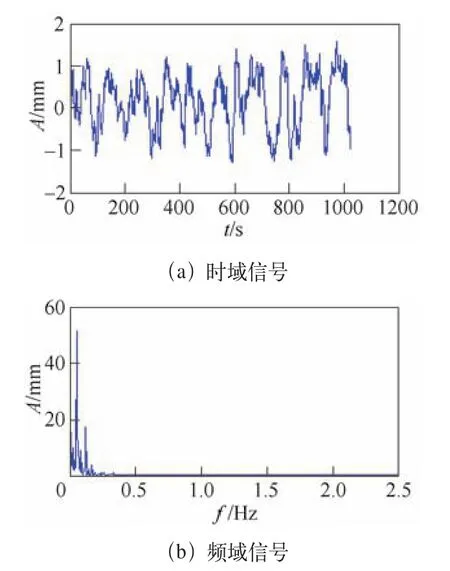
图5 双稳态随机共振信号处理结果
4. 结语
(1)因为刀具早期磨损的故障信号较弱,采用传统的傅里叶变换分析和包络谱分析都难以分离和提取,采用双稳态共振技术有效解决这一难题。
(2)以最大输出信噪比为原则,对系统参数进行优化计算,可使刀具早期故障的微弱信号放大的效果最优,有利于刀具微弱故障信号的分离和获取。
(3)在刀具早期磨损故障信号检测方面,双稳态共振技术比传统的信号分离和提取方法有更好的处理结果,具有实际应用价值。
猜你喜欢
上海师范大学学报·自然科学版(2022年3期)2022-07-11
力学与实践(2022年2期)2022-04-28
振动工程学报(2022年6期)2022-02-15
制造技术与机床(2019年11期)2019-12-04
知识经济·中国直销(2018年12期)2018-12-29
当代陕西(2018年12期)2018-08-04
制造技术与机床(2017年7期)2018-01-19
纺织科学研究(2017年4期)2017-05-17
发明与创新(2016年5期)2016-08-21
中国机械工程(2015年13期)2015-12-16
