
面曝光快速成形系统中涂层技术的研究* *
2015-07-13 07:47王亚宁胥光申巨孔亮金矿矿
制造技术与机床 2015年1期
王亚宁 胥光申 巨孔亮 金矿矿 罗 声
(西安工程大学机电工程学院,陕西 西安710048)
面曝光快速成形技术是近几年发展起来的一种制作高精度小尺寸零件的快速成形技术。每一个制件都由层厚相同或不同的薄片堆积而成。每一层的厚度由涂层厚度决定。在制作时,通过视图发生器在液态光敏脂表面生成掩模,实现树脂的选择性固化。为保证制件在堆积方向的精度,必须控制涂层厚度,使涂层厚度与制件分层厚度相等。
目前,国内外学者针对光固化快速成形系统的涂层技术做了大量研究:赵万华[2]教授提出了瀑布式涂层系统,当一层树脂固化后,工作台下降一层,储液槽中的树脂通过刮板中部的间隙涂覆在工件的上表面,通过刮板进行刮平运动,刮走多余的树脂,修平树脂液面并使液面尽快达到平衡状态。胥光申[3]等提出了无扰动活塞式涂层工艺,并进一步提出了动态优化涂层参数的新型涂层工艺。利用该涂层工艺,既提高了
涂层厚度的均匀性,也提高了制件堆积方向尺寸精度和结构特征的位置精度。吴懋亮[4]博士研究了刮刀参数(刮刀间隙、刮刀速度)对涂层厚度的影响,并针对涂层厚度的波动对刮刀间隙进行了优化。Renap K 和Kruth J P[5]通过试验得出了涂层参数对涂层质量的影响,并提出利用不同的刮削速度可提高具有陷阱结构制件的制作精度。
但是,以上研究均是针对与它们各自相对应的快速成形系统而设计相应涂层系统,不同的涂层系统各有特点,涂层性能也有差异,因此其结论并不能直接应用到面曝光快速成形系统当中。本文针对面曝光成形系统的要求设计了一种浸入式涂层系统,并对其涂层性能进行研究,得出了涂层参数与涂层厚度的关系。基于该关系,可通过控制涂层参数实现较高的涂层精度。
1 涂层系统的组成
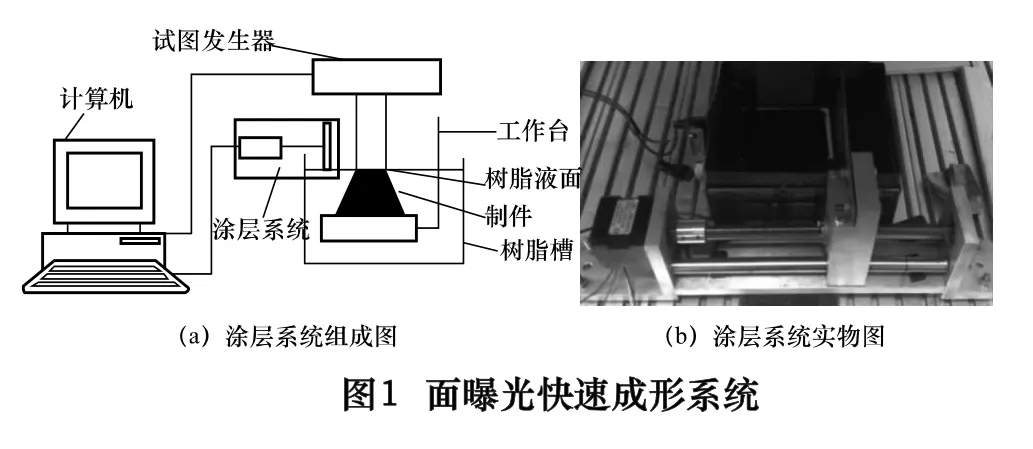
本文针对面曝光快速成形系统的要求设计了一种浸入式涂层系统。如图1 所示是面曝光快速成形系统由计算机、试图发生器、工作台和涂层系统等组成。其中涂层系统由树脂槽、步进电动机、丝杆、刮刀、导轨等组成。该涂层系统工作时,需将刮刀调整至与树脂液面平齐。涂层过程为:首先,当一层树脂完成曝光固化后,升降工作台先下降一定高度并使工作台在液态树脂中作短暂停留,让树脂槽内的树脂流到工作台上。其次,升降工作台再上升一定高度(下降高度比上升高度多1 个层厚)。之后,刮刀拖拽树脂流动在已固化层上形成树脂薄层。最后,进行曝光固化。如此循环进行,直至制件成形完成。
2 涂层的形成
如图2 所示为浸入式涂层工艺中树脂层的形成过程:
(1)如图2a 所示,当掩模图形对树脂进行选择固化结束后,制件的已固化层与液面平齐。
(2)如图2b 所示,工作台下降一定距离,并在液态树脂中短暂停留。
(3)如图2c 所示,工作台上升一定距离(上升距离比下降距离少一个分层厚度),由于树脂本身的粘性造成的内摩擦阻力以及液态树脂表面张力的作用,使液态树脂不会完全自动流平,在制件上形成树脂堆积。
(4)如图2d 所示,刮刀做刮削运动,树脂在刮刀的拖拽下流动。当远离制件时,刮刀前端树脂堆积不明显,树脂流动以剪切流动为主。
(5)如图2e 所示,当刮刀接近制件时,被刮刀拖曳的树脂遭遇制件阻碍后,在刮刀的前端形成堆积。当刮刀运动到制件上方时,树脂的流动可分为两部分:一部分是在刮刀的拖拽下产生的剪切流动,另一部分是在刮刀前端堆积的树脂的作用下产生的压力流动。
(6)如图2f 所示,刮刀刮削运动结束后,制件上形成树脂薄层,等待掩模图形选择曝光固化形成树脂涂层。
3 涂层厚度模型的建立
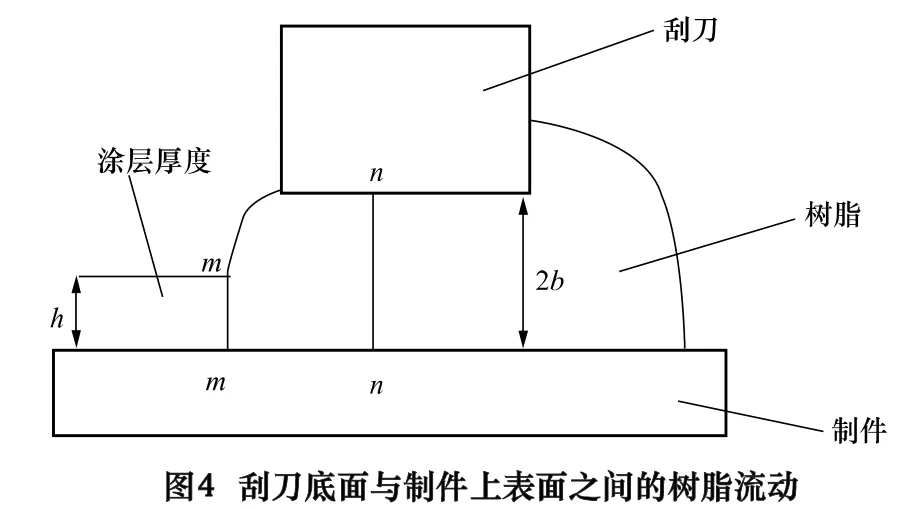
刮刀做刮削运动时,则刮刀底面与已固化层之间的液体流动可近似为不可压缩粘性流体在两平行板间的流动[3]。如图3 所示,两平行板间充满不可压缩粘性流体,下板不动,上板以速度U 向x 方向匀速运动,两板间距为2b,假设涂层时两板间树脂温度分布均匀,树脂流动是层流。设沿x 方向压强梯度为常数。则两平行板间液体沿y 方向的速度分布u 为[7]:式中:L 为上板实际长度(刮刀厚度);p1、p2分别为1、2处的压力;μ 为液体粘度。由式(1)可得出不可压缩粘性流体在两平行板间的流动由两部分线性叠加组成,一部分是压力流动,速度呈抛物线分布;另一部分由上平板拖动的纯剪切流动,速度呈线性分布[7]。
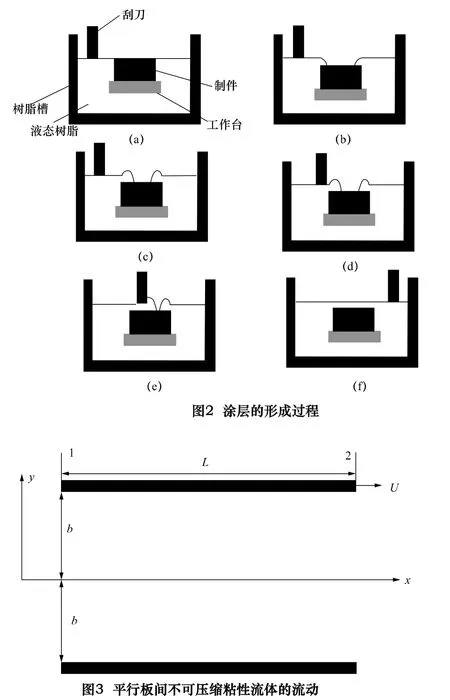

图4 是刮刀底面与制件上表面之间树脂流动的示意图。假设刮刀底部与制件间隙中树脂流动满足两平行平板间的粘性流动条件,则间隙中树脂的速度分布服从式(1)。图4 中树脂沉积在m - m 截面处,在已固化面上形成涂层(涂层的厚度为h),涂层过程中刮刀相对已固化层的速度为U,两板间树脂相对于已固化层速度为u,则两板间树脂相对于刮刀的速度v 为:

则m-m 截面处单位宽度体积树脂相对于刮刀流量为:

n-n 截面处单位宽度体积树脂相对于刮刀流量为:

由于没有其他树脂流入,所以q1=q2。由此,可得涂层厚度为

由式(5)可知,涂层厚度是剪切流形成的树脂层厚度和压力流形成的树脂层厚度线性叠加而成的。若p2-p1=0,刮刀间隙两端的压力差为零,即刮刀前端无树脂堆积,树脂的涂铺仅依靠刮刀底面对树脂拖曳造成的纯剪切流动实现,这时涂层厚度恰好为刮刀间隙的一半。由浸入式涂层系统涂层过程可知:刮刀前端树脂堆积必然存在,即p2-p1>0。因此,影响涂层厚度的参数主要有刮刀间隙,刮削速度,刮刀厚度,刮刀前后两端压力差以及树脂粘度等。
4 涂层参数对涂层厚度影响的研究
4.1 试验目的
由快速成形的累加特性看,涂层质量决定了制件的堆积方向精度。想要提高制件的堆积方向精度,就应使涂层厚度等于分层厚度。通过试验的方法得出了涂层参数与涂层厚度的关系。基于该关系,可通过改变涂层参数有效控制涂层厚度,提高制件的堆积方向精度。
4.2 试验方法
在不同的涂层参数条件下制作台阶状的制件(图5 所示),用显微镜测量制件不同位置的涂层厚度。比较同一参数取不同值时涂层厚度的变化。由于单层涂层厚度h 变化有随机性,因此,采用20 层的平均层厚表征涂层厚度。
4.2.1 刮刀间隙对涂层厚度的影响
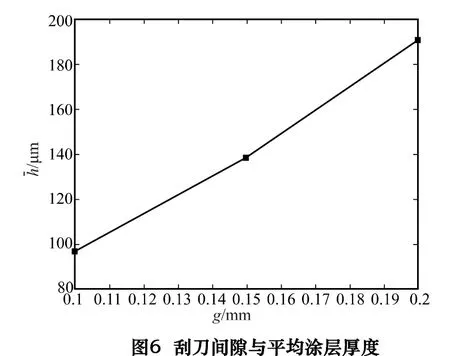
表1 是刮刀间隙g 取不同值时测量的实际涂层厚度h 及平均层厚数据。图6 是刮刀间隙与平均涂层厚度的关系图线。由图6 可见,随刮刀间隙的增大,平均涂层厚度随之增大。由表1 中数据可见,涂层厚度约等于刮刀间隙,当刮刀间隙由0.1 mm 增加到0.2 mm 时,平均涂层厚度增加了97. 5%。
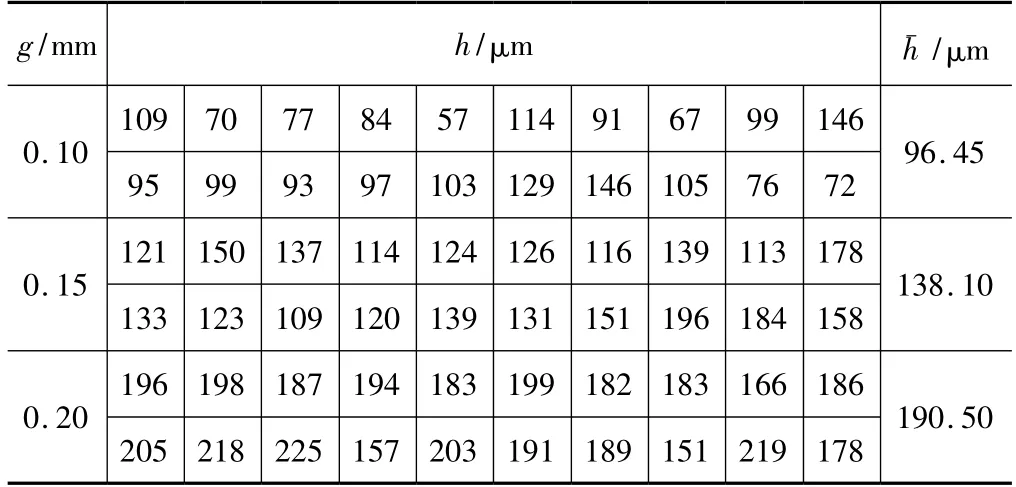
表1 不同刮刀间隙时的涂层厚度
4.2.2 刮削次数对涂层厚度的影响
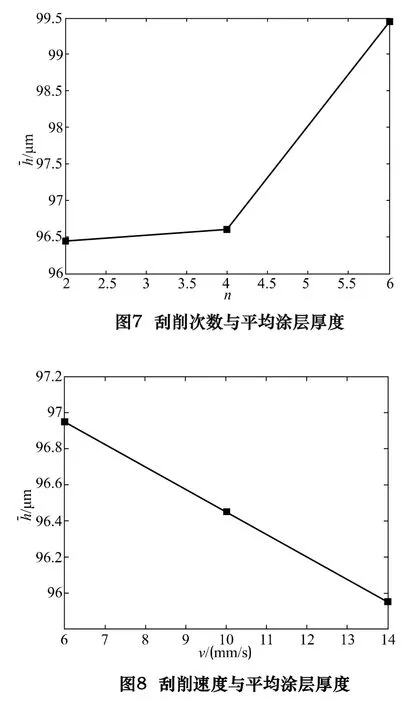
表2 是刮削次数n 取不同值时测量的实际涂层厚度h 及平均层厚h-数据。图7 是刮削次数与平均涂层厚度的关系图线。由图7 可见,随刮削次数增加,平均涂层厚度随之增大。由表中数据可见,当刮削次数由2提高到6 时,平均涂层厚度增加了3.1%,增大幅度不明显。
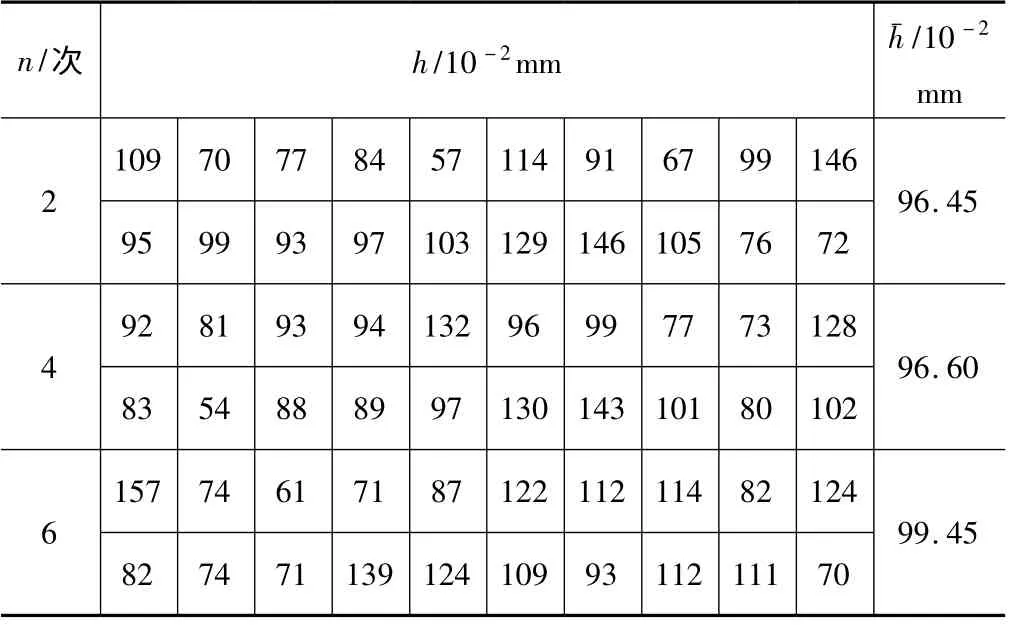
表2 不同刮削次数时的涂层厚度
4.2.3 刮削速度对涂层厚度的影响
表3 是刮削速度v 取不同值时测量的实际涂层厚度h 及平均层厚数据。图8 是刮削速度与平均涂层厚度的关系图线。由图8 可见,随刮削速度的增大,平均涂层厚度随之减小。由表3 中数据可见,刮削速度由6 mm/s 提高到14 mm/s 时,平均涂层厚度减小了1%,变化幅度较小。
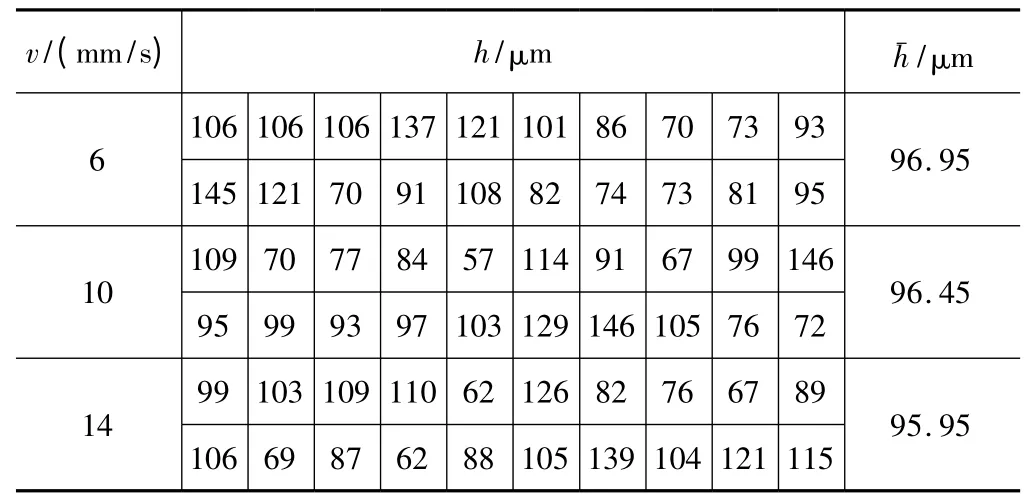
表3 不同刮削速度时的涂层厚度
5 制件高度对涂层厚度的影响
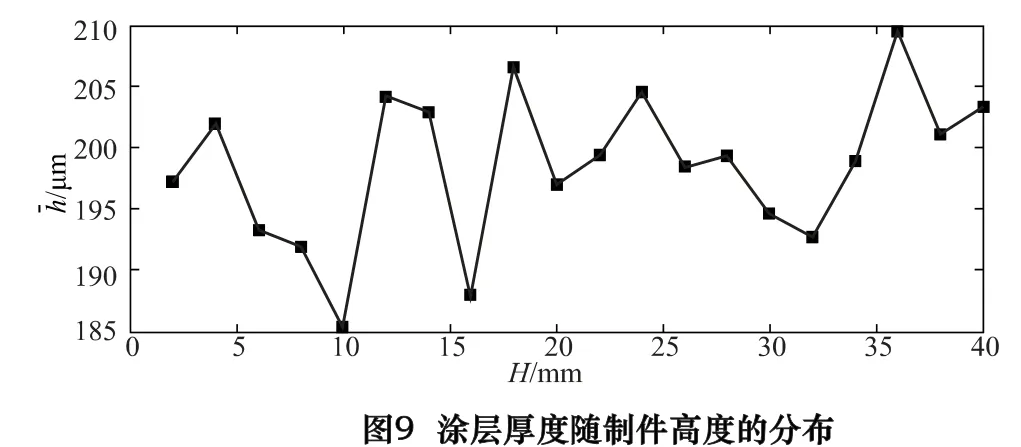
为了观察本文所提出的涂层系统是否存在涂层厚度随制件高度产生变化的问题,制作一个如图5 所示的台阶模型,该模型高40 mm,分层厚度0.2 mm,制作条件为:刮刀间隙:0.2 mm,刮削次数:2 次,刮削速度:10 mm/s。将该制件清洗干净后,在显微镜下测量其涂层厚度,比较不同高度处的涂层厚度。采用10 层的平均层厚表征涂层厚度。表4 为在不同制件高度处测得的平均涂层厚度。图9 是涂层厚度随制件高度的分布。由表4 中数据可见,随着制件高度的增加,平均涂层厚度围绕0.2 mm 上下波动。在40 mm 的高度内,涂层厚度与分层厚度的最大偏差为14.7 μm,为分层厚度的7.35%。以上结果表明该涂层系统中涂层厚度没有随制件高度的增加出现明显的变化趋势。

表4 不同制件高度处测得的平均涂层厚度
分层厚度为0.2 mm。制作条件:刮刀间隙为0.2 mm;刮削次数为2 次;刮削速度为10 mm/s;工作台下降距离为3.2 mm。
6 试验结果讨论
6. 1 刮刀间隙对涂层厚度的影响
刮刀间隙增大,即式(5)中b 增大,由式(5)可得,涂层厚度h 随b 的增大而增大,因此,涂层厚度随刮刀间隙的增大而增大。在大多数涂层系统中,涂层厚度约等于刮刀间隙的一半[3,5]。而在本文所提出的涂层系统中,涂层厚度约等于刮刀间隙。这主要是由于:①在大多数涂层系统中刮刀厚度L 远远大于刮刀间隙2b,而在本文提出的涂层系统中刮刀厚度为1 mm,刮刀间隙介于0.1 mm 到0.2 mm 之间,不满足L >>2b。②大多数涂层系统中的刮削速度U 在40 mm/s 以上,而本试验中U 介于4 mm/s 到16 mm/s 之间,相比之下,刮削速度较小。在这两个原因的共同作用下,使由压力流引起的涂层厚度变得较大,不可忽略。因此,涂层厚度不等于刮刀间隙的一半。
6.2 刮削次数对涂层厚度的影响
涂层系统工作时,刮刀要刮削过树脂槽液面,由于刮刀与树脂槽内的树脂液面有接触,每刮削一次,树脂槽内总会有一部分树脂由于刮刀的拖曳而产生剪切流动,当刮刀运动到工作台范围时,随刮刀流动的树脂会堆积在刮刀前端,使得刮刀两端的压差增大,即式(5)中p2-p1增大,由式(5)可得涂层厚度h 随p2-p1的增大而增大。因此,涂层厚度随刮削次数的增大而增大。
6.3 刮削速度对涂层厚度的影响
刮削速度增大,即式(5)中U 增大,由式(5)可得,涂层厚度h 随U 的增大而减小,因此,涂层厚度随刮削速度的增大而减小。在本系统中,涂层厚度有随刮削速度增大而减小的趋势,但其变化成都不明显。其主要原因是:试验中刮削速度变化范围小。
以上试验结果表明,影响涂层厚度的主要参数是刮刀间隙。在本涂层系统中,涂层厚度等于刮刀间隙。故涂层厚度更易控制。
7 结论
(1)应用流体力学理论得到了浸入式涂层系统的涂层厚度模型,得出涂层厚度受刮刀间隙,刮削速度,刮刀厚度,刮刀前后两端压力差以及树脂粘度等参数的影响的结论。
(2)通过实验验证了涂层参数对涂层厚度的影响。实验结果表明:涂层厚度随刮刀间隙的增大而增大;涂层厚度随刮削次数的增大而增大;涂层厚度随刮削速度的增大而减小。并且发现该涂层系统中涂层厚度与刮刀间隙相等。
(3)该涂层系统的涂层厚度不随制件高度的增加出现明显的变化趋势。
[1]胥光申. 用于高精度小尺寸零件制作的光固化快速成形技术的现状与发展[J]. 机械科学与技术,2004,23(10):1223 -1225.
[2]赵万华,李涤尘,柯映林. 光固化块成形中树脂涂层技术研究[J].中国机械工程,1999,12(10):1333 -1335.
[3]胥光申,续丹,邱荣华,等. 高分辨率快速成形系统涂层厚度研究[J].西安石油大学学报,2008.23(4):84 -88.
[4]吴懋亮,赵万华,李涤尘,等. 光固化快速成形树脂涂层厚度的研究[J].西安交通大学学报,2002,36(1):47 -50.
[5]Renap K,Kruth J P. Recoating issues in stereolithography[J]. Rapid Prototyping Journal,1995,1(3):4 -16.
[6]胥光申.高分辨率激光快速成形系统关键技术研究[D].西安:西安交通大学,2006.
[7]张兆顺,崔桂香. 流体力学[M]. 北京:清华大学出版社,1998:263 -265.
猜你喜欢
中国科技纵横(2022年20期)2022-12-05
航空制造技术(2022年10期)2022-07-16
模具制造(2022年2期)2022-03-25
压电与声光(2022年1期)2022-03-16
电力科学与工程(2022年1期)2022-02-17
商品与质量(2021年5期)2021-04-06
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
模具制造(2019年7期)2019-09-25
模具制造(2019年4期)2019-06-24
