
SINUMERIK808D 控制两个模拟量主轴的实现
2015-07-13 07:47高山
制造技术与机床 2015年1期
高 山
(威海华东数控股份有限公司,山东 威海264200)
西门子SINUMERIK808D 数控系统最多配置1 个模拟量主轴,如果在应用时需要配置两个模拟量主轴时,808D 系统无法满足要求,第二模拟量主轴的转速只能通过电位器或按键来控制,不仅控制精度低,而且手动控制也达不到数控机床自动化控制的要求。在不更换系统前提下,本文通过增加S7 - 200 模块CPU224XP 和应用系统功能实现了808D 数控系统控制两个模拟量主轴。
1 整体设计方案
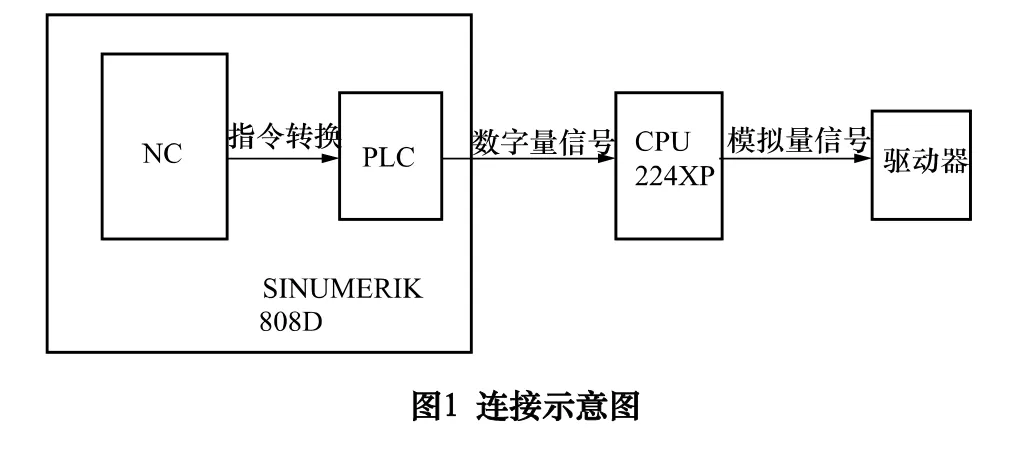
因808D 系统只有一路模拟量输出接口,而且不能扩展I/O,所以要达到控制两个模拟量主轴的要求必须在硬件上增加一路模拟量输出。如图1 所示,在808D 系统和驱动器之间增加 S7 - 200 模块CPU224XP,作为信号转换器。软件上,在系统内部NC加工程序中,应用自定义M 代码控制主轴启动、停止,使用R 参数代替S 转速指令。系统内PLC 程序将NC指令中的转速数值转换为数字量,通过DI/DO 输出至S7 -200 模块CPU224XP 的输入点,在CPU224XP 内PLC 程序将数字数值转换为模拟数值通过AI/AO 输出给驱动器,达到控制主轴转速的目的。
2 主要硬件配置介绍
(1)数控系统808D是基于操作面板的紧凑型数控系统SINUMERIK 808D 车削和SINUMERIK 808D铣削,配置SINAMICS V60 驱动系统和SIMOTICS 1FL5伺服电动机,应用于普及型数控车床、数控铣床及立式加工中心。
(2)S7-200 模块CPU224XP 只是在本文中选取的1 个模块,也可以采用其他模块代替。但模块的选择遵循两个要点,第一是必须具备模拟量输出点,能输出-10 ~+10 V 电压。第二就是数字量输入的点数要跟指令转速对应起来。在进行NC 加工编程时,主轴转速一般设为整数,这个数值可以用二进制表示,例如指令R2=200 时,二进制表示为:11001000,在数值转换时,8个输入点最高设置转速数值为28=256,有8 个输入点就能满足要求,如果主轴转速最高1 000 r/min 时就需要210=1024,即10 个输入点来处理,以此类推,选取与最高转速相对应的模块。
(3)驱动器用于驱动电动机的功率模块,多为带模拟量控制接口的变频器或伺服驱动器。
3 系统软件设计
系统软件设计包含NC 程序部分和PLC 编写部分。
3.1 NC 程序设计部分
第二模拟量主轴的正反转和停止指令应用系统的自定义M 代码功能来实现,用M23 指令控制主轴正转,M24 指令控制主轴反转,M25 指令控制主轴停止。选取R 参数R2 来定义和存储主轴转速指令,NC 程序示例如下:
R2 =200 //设置主轴转速为200 r/min
M23 //主轴正转
G91G01X100F500 //X 轴直线运行100 mm
M25 //主轴停止
R2 =100 //设置主轴转速为100 r/min
M24 //主轴反转
G4F3 //暂停3 s
M25 //主轴停止
3.2 PLC 程序设计部分
PLC 程序部分主要包括启动停止控制和转速指令的转换控制。
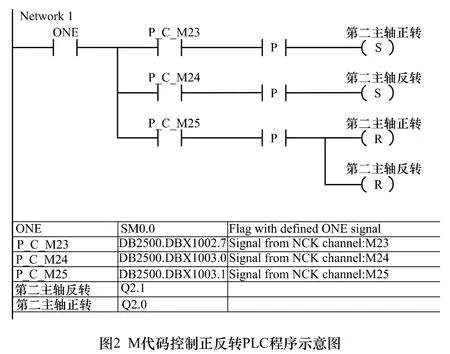
如图2 所示,第二主轴启动停止指令的PLC 程序中,NC 程序指令M 代码执行后传送到PLC,PLC 程序处理后通过I/O 点将指令转换为动作输出至驱动器。
因第二主轴转速存储在R 参数中,所以首先PLC要利用系统功能读取R 参数中的速度数值。如图3所示,DB1200. DBB1 设为1,读/写变量的数量为1。DB1200. DBB1000 设为5,选择读取的数据类型为R参数。DB1200. DBB1002 设为3,读取的R 参数号+1,即读取的是R2。
读取的R 参数数值存储在PLC 中的存储空间MB40 中,然后如图4 所示,通过PLC 的I/O 点,将MB40 中的数字量信号输出。
输出的数字量信号传送给CPU224XP 模块的数字量输入点后,如图5 所示,在CPU224XP 模块中,将数字量信号转换成模拟量信号后通过模拟量输出点AO 输出给驱动器,这样驱动器就能按照NC 编程指令的转速运行。另外,使用测速仪对主轴测速,将误差值在PLC程序中进行调整,能达到对主轴更精确的转速控制。
4 结语
SINUMERIK 808D 系统本身是普及型系统,在尽量避免增加成本的应用中,达到控制两个模拟量主轴的要求,这种设计方案简便易行、切实可靠,在我公司生产的经济型数控外圆磨上应用,取得很好的操作性和经济性的效果。但这种方案也有其局限性:不能对主轴进行位置控制,不能进行定向、攻丝、车螺纹等操作,只能进行速度控制。在SINUMERIK其他系统中,例如828D、840D sl,如果实际应用中也有只要求速度控制的主轴或旋转轴,在不需要额外增加系统轴选项的情况下也可以采用这种简便的控制方案。
[1]SINUMERIK 808D 功能手册[Z].2012.
[2]SINUMERIK 808D 电气安装手册[Z].2012.
[3]S7 -200CN 可编程控制器产品样本[Z].2012.
[4]韩战涛. 西门子S7 -200 PLC 编程与工程实例详解[M]. 北京:电子工业出版社,2013.
猜你喜欢
北华大学学报(自然科学版)(2021年3期)2021-07-13
电脑爱好者(2020年6期)2020-05-26
铁道通信信号(2018年12期)2019-01-31
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
北京航空航天大学学报(2017年5期)2017-11-23
电子制作(2016年21期)2016-05-17
科技视界(2011年25期)2011-08-22
