
坯料修正在模具验证中的应用
2015-10-21 19:22王帆严松
决策与信息·下旬刊 2015年11期
王帆 严松


[摘要]分析典型零件在模具驗证中存在开裂问题,阐述了如何采用坯料修正方法解决模具验证中的问题。
[关键词]零件开裂;调整坯料大小及局部形状;解决开裂问题
1.引言
图一所示为前围内板内衬加强件的零件,材料料厚为1.5mm。左右各一件,该产品零件造型复杂,不规整,单件直接压形难度很大,风险很大。
2.成形工艺分析
该零件成形高度大,成形深度达130mm,另外,零件弯曲角度为90°角,冲压成形方向的选取至关重要,不合理的冲压方向直接导致冲压失败;单件成形做拉延补充成形,需多道工序成形,切边工序需侧切,难度较大;最终的工艺方案:决定采用一套模具同时成形左右件。如图二所示为最终成形方案图。
3.模具验证
在验证过程中,制件出现了图三所示的开裂。
针对以上问题,首先采取了打磨模具此处的走料圆弧,但效果甚微,所以从坯料方面着手,初始坯料如图四示。
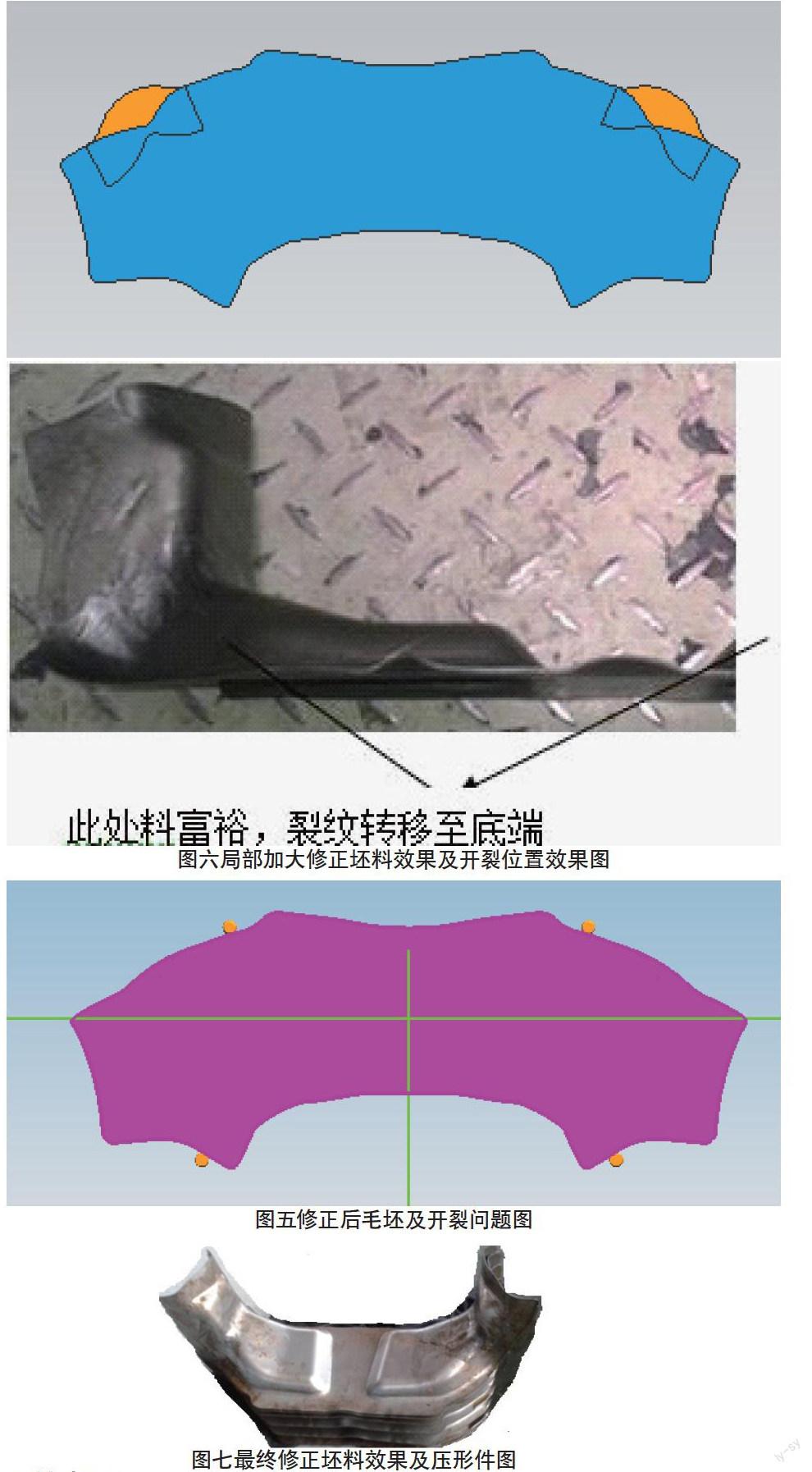
预想方案为将开裂部位开设缺口,以期减小下侧边开裂部位处材料的拉应力;通过对坯料进行处理之后,进行验证,结果此处裂纹较前次往制件里面延伸,不但没有解决,裂纹加大;如下图五所示。
因而得出此处开裂的主要原因为材料不足,需在坯料上预先补偿出来。针对开裂部位进行补偿,如图六所示为补偿效果图及压形件结果图。因此,坯料取中间状态图即可解决此问题,对坯料局部进一步进行修正。如图七为最终的补偿效果及压形最终效果图。
4.结束语
通过坯料的修正,成功解决了该件的压形问题。经过批量加工验证,该零件完全符合图纸工艺要求,质量稳定可靠。
参考文献
[1]崔令江.汽车覆盖件冲压成形技术.机械工业出版社,2004.
[2]王孝培冲压手册.机械工业出版社
[3]王树勋.模具实用技术设计综合手册.华南理工大学出版社
