
冰箱门壳成形工艺及模具设计改进分析
2015-10-21 17:12孙伟
建筑工程技术与设计 2015年12期
关键词:模具设计
孙伟

【摘 要】冰箱门壳成型工艺对精度及外观都有要求,是一种较为复杂的成型技术,本文在确保工艺质量与力求提高生产效率的双重前提下,设计了一套冰箱门壳成型冲压工艺改进方案,并简要介绍了其中相关模具的结构设计特色。
【关键词】冰箱门壳;一次成型;冲压技术;模具设计;成型模具
冰箱门壳成型工艺是关系到冰箱质量的重要工艺,其模具设计是否合乎标准,结构是否安全可靠,其能否确保冰箱相关零件具有良好的成型质量,都是冰箱门壳质量把握的关键。
一、关于冰箱门壳的零件成型工艺解析
(一)模具工艺制作流程
制作冰箱冷藏门门壳需要用到厚度范围在0.6mm~1mm的SPCC彩板,而零件的外形尺寸要因冰箱门的具体尺寸而定,通常情况下它的尺寸设计范围都在920~1050mm x 540~700mm之间,这个区间属于普通型冰箱的合理设计尺寸。虽然冰箱门壳的零件形状较为简单,但是其折弯成型工艺却异常复杂,要让模具在一次冲压过程中就能实现3次折弯工艺。在这3次折弯过程中,模具每一个凹凸模的控制都很有讲究,主要是对其运动关系的精细控制,这也是整个模具设计过程中的难点。通常讲,都会根据零件的形状特性来选择成型工艺,它的工艺具体制定流程为:首先通过U形折弯的方式来进行零件弧形底面的首次成型,首次成型工艺相对后两次要复杂许多,因为首次成型时容易出现起皱等现象,如果不加以控制,在第一次成型结束后就再难以恢复。而第二次和第三次成型过程中应该采用端部翻边的两次折弯成型工艺。首先对零件的上端与下端切角,然后翻边,再根据具体的数据分析来确定冲压工艺。经过侧向的两次U型折弯,就能形成最后的模具。其中,在成型过程中的两次折弯可以采用斜楔来实现。成型后的模具具有自动送料及出料的装置,而且它能够做到生产自动化,进而提高了生产效率[1]。.
(二)模具的具体结构与工作原理
1结构
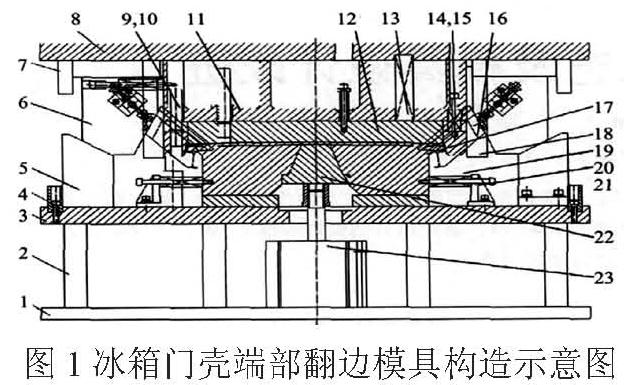
成型的模具其主要的结构特点就是可涨缩式结构与吊楔结构。这两种结构都要求模具的上端部分要具备左右两个压料板,这是为了防止在原料成型翻边过程中出现侧面的成型部位变形等现象。另外,两侧的压料板由于在中间弹性力量的促使下可以让其在内部进行滑动,其起到了卸料板的作用。所以根据这一功能我们可以了解到成型零件的功能结构主要是由上模条与两侧吊楔驱动的移动上下模成型部分,在中间模条与两侧活动下模条的共同拼接合并过程中所构成的。在模件的结构中,中间模条在气缸的驱动作用力下能够完成上下的移动,其向上移动时可以推动下模条在冰箱导滑槽内的左右移动。而当气缸驱动作用力复位,中间模条就会通过弹簧复位,所以其属于一种有限位块限位模式。如图1.
2工作原理
如果将图2所示的翻边模具运用于1.6MN的油压机上,开机后向气缸内通压缩空气就会驱动模具下模中间模条的向上运动,进而让两侧的模具下模条也随之向两侧运动,实现模条的定位。而当油压机带动模条上模向下运动时,中间的压料板会自动将工件压紧。此时上模还会继续下行,而上滑块与下斜块也会相互接触,其中上滑块会带动正在移动的上模向侧下方移动,上模条本身也会对压料板施压,进而完成模具端部翻邊成型的过程。在成型后,油压机滑块就会带动上模向上运动从而脱离工件,同时压料板也会在卸料及弹簧恢复之后离开工件,将留下的工件推送到下模上。当上模运动到一定位置时,气缸就会开始送气以驱动使中间模条下行。这个活动过程的主要体现下模条在模具弹簧的驱动下会开始向内运动从而脱离工件,以达到模件以自由的状态置于下模之上,这时就可以将工件从模具中取出。
(三)冰箱门壳端部翻边模具的翻边问题
在生产模具时,零件的两侧出现断面翻边或圆角处起皱都很常见,也是模型成型过程中的难点,所以最好要对零件的起皱处进行相关分析。因为在翻边问题出现之前,零件属于突出圆弧曲面的状态,所以如果圆弧曲面位置出现翻边线就会使零件的翻边方向上投影呈现直线,把这种出现在凸曲面直线的翻边形态叫做收缩类翻边。如果对其进行受力分析可以了解到由于翻边所造成的凸缘变形会使零件受到切向压应力,进而导致零件被压缩变形,零件的厚度也会逐渐增大。当达到最大压应力的状态下,零件两侧就会出现明显的凸缘翻边及变形,这种变形会发生在零件的外边缘上。其主要原因就是最大压应力已经超过了零件的极限应力值,所以才会出现零件边缘失去稳定性而造成的翻边起皱。
为了避免翻边问题出现对零件与模具成型所造成的影响,就应该对模具进行相应的结构改造,改变移动上模圆角的尺寸,比如说从R5mm降低到R4mm。因为在成型过程中,当上模条接触到面板料时,零件的侧面就会开始翻边以确保上模能够完成对圆角的翻边,让处于中间部分的切向压缩变形趋向于两侧的发展。这是一种力求使变形集中化而趋于平衡及均匀的应力过程。但与此同时,上模圆角处的多余材料就会因为被应力推至零件两侧而出现材料的堆积现象,这种堆积就是成型模具翻边问题的根源所在。所以为了改善这一情况,可以对零件两侧的坯料在相应的偏斜角度方向进行充分的冲压,改善起皱情况;也可以修改移动上模的模具结构,避免零件端面翻边与侧面翻边结合的圆角处起皱[2]。如图2.
二、冰箱门壳成型模具的结构设计
(一)具体设计流程
冰箱的模具在顶料芯、垫板与上下模板的材料材质一般都采用45#钢来完成,它的调制硬度在40~46HRC,不仅如此,模具的其他凹凸模、上下斜楔也都采用了Cr12AMoV钢,它的淬火硬度很高可以达到58~64HRC。而两个测弯曲凸模之间则采用了导铜板,这里的销钉、螺钉、弹簧等零件都是采用了国家标准指标允许的铜质材料。在设计中,弯曲凹凸模之间的间隙比例应该在1~1.5倍的材料厚度,这其中,固定板与弯曲凸模之间属于过盈配合,它们的过盈量在0.03~0.06mm,而弯曲凹模与顶料芯之间属于间隙配合,它们的配合间隙达到0.06~0.12mm。
我们以尺寸设计为1000 x 700mm的冰箱门壳成型模具为例,当上模运动到距离模具运动结束只有200mm时,它的下斜楔就会首先与上弯曲凸模进行接触,从而驱动上弯曲凸模的向左运动,上模则向下运动约40mm距离,同时上弯曲凸模也会左向运动25mm左右的距离。运动到指定位置后,上弯曲凸模就会停止继续向左运动。另一方面,上模在运行到指定距离200mm之后也会停止运动,它的上弯曲凸模与侧弯曲凸模将开始U形折弯,顶料芯也会随之开始运动,使下模弹簧被受力压缩。当上模运行到距离还有40mm时,上弯曲凸模与侧弯曲凸模就可以结束第一次竖直方向的U形折弯。第一次弯折后,上斜楔随即进行二次运动,驱动侧弯曲凸模的两侧再次运动,上模促使弹簧压缩。在侧弯曲凸模停止运动之前,上斜楔要保持下行30mm的距离,并且保证侧弯曲凸模水平形成在25mm的距离。同时,上斜楔会继续驱动侧弯曲凸模进行侧向运动,在上斜楔下行25mm距离后,侧弯曲凸模在水平运行30mm并完成侧向水平折弯后就可以停止运动,完成了模具的第二和第三次弯折。此时零件基本成型,各部分模具也会离开模件回程宣布冲压工作结束[3]。
总结:
经过对模具工艺的介绍与具体设计分析,井实际验证了目前的新冲压技术可以实现对冰箱门壳的弯曲成型。一次冲压过程的3次弯折过程也体现了成型工艺及模具设计的高效率与技术先进性。它极大的满足了冰箱零件的冲压需求与成型质量,对提高生产效率,减轻工人劳动负担也有很大帮助。
参考文献:
[1] 赵磊,刘辉,梁卫抗等.冰箱冷藏室门壳一次成形模设计[J].模具技术,2011(1):18-22.
[2] 于汇泳,孙亚维,丁鹏等.新型冰箱门壳成形工艺及模具设计改进[J].热加工工艺,2013,42(15).
[3] 袁辉.冰箱门外壳冲压工艺分析及模具设计[J].模具制造,2004(8):24-26.
猜你喜欢
东方教育(2016年18期)2017-01-16
山东工业技术(2016年24期)2017-01-12
科技传播(2016年19期)2016-12-27
知音励志·社科版(2016年11期)2016-12-20
知音励志·社科版(2016年8期)2016-11-05
科技视界(2016年18期)2016-11-03
现代经济信息(2016年10期)2016-05-24
中国市场(2016年6期)2016-03-07
